

6. Техника и режим ручной дуговой сварки
6.1. Общие положения
Для получения качественного сварного соединения сварщик должен:
— правильно отрегулировать величину сварочного тока,
— в процессе сварки поддерживать, возможно, короткую дугу - не длиннее 0,5-1 диаметра электрода.
- избегать обрывов дуги до окончания шва или полного расплавления электрода,
- хорошо проваривать начало шва и его конец (кратер) - места наиболее вероятного образования дефектов,
- производить сварку только после предварительной тщательной зачистки кромок заготовок,
- выдерживать правильные движения и оптимальные скорости перемещения электрода.
6.2. Выбор режима сварки
Основными параметрами режима ручной дуговой сварки являются:
- диаметр электрода d, мм;
- величина, под и полярность сварочного тока У, А;
- скорость сварки (скорость перемещения электрода вдоль свариваемых кроток) Vсв, м/ч .
Диаметр электрода выбирают в зависимости от толщины заготовок:
|
Толщина заготовок, мм |
1-2 |
2-5 |
5-10 |
10-20 |
|
Диаметр Электрода, мм |
2;2,5 |
3;4 |
4;5;6 |
5;6 |
Величину сварочного тока выбирают в зависимости от диаметра электрода, его марки и положения шва в пространстве. При сварке конструкционных сталей в нижнем положении шва ток можно определить по следующим формулам: при использовании электродов диаметром (3-6) мм
![]() А;
А;
для электродов диаметром менее 3 мм
Y = 30d, А.
Сварку швов в вертикальном, горизонтальном и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом ток должен быть на 15-25% ниже, чем при сварке швов в нижнем положении.
При постоянном токе в основном применяет прямую полярность,
Обратную полярность применяют:
- сваривая тонколистовой металл (во избежание прожога),
- используя электроды с тугоплавким покрытием,
- сваривая некоторые легированные стали, чувствительные к перегреву.
Завышение или занижение скорости сварки ведет к неудовлетворительному формированию шва и непровару его корня.
6.3. Движения электрода
В процессе сварки электрод, перемещают в двух (узкие валики) или в трех (широкие валики) направлениях (рис. 10):
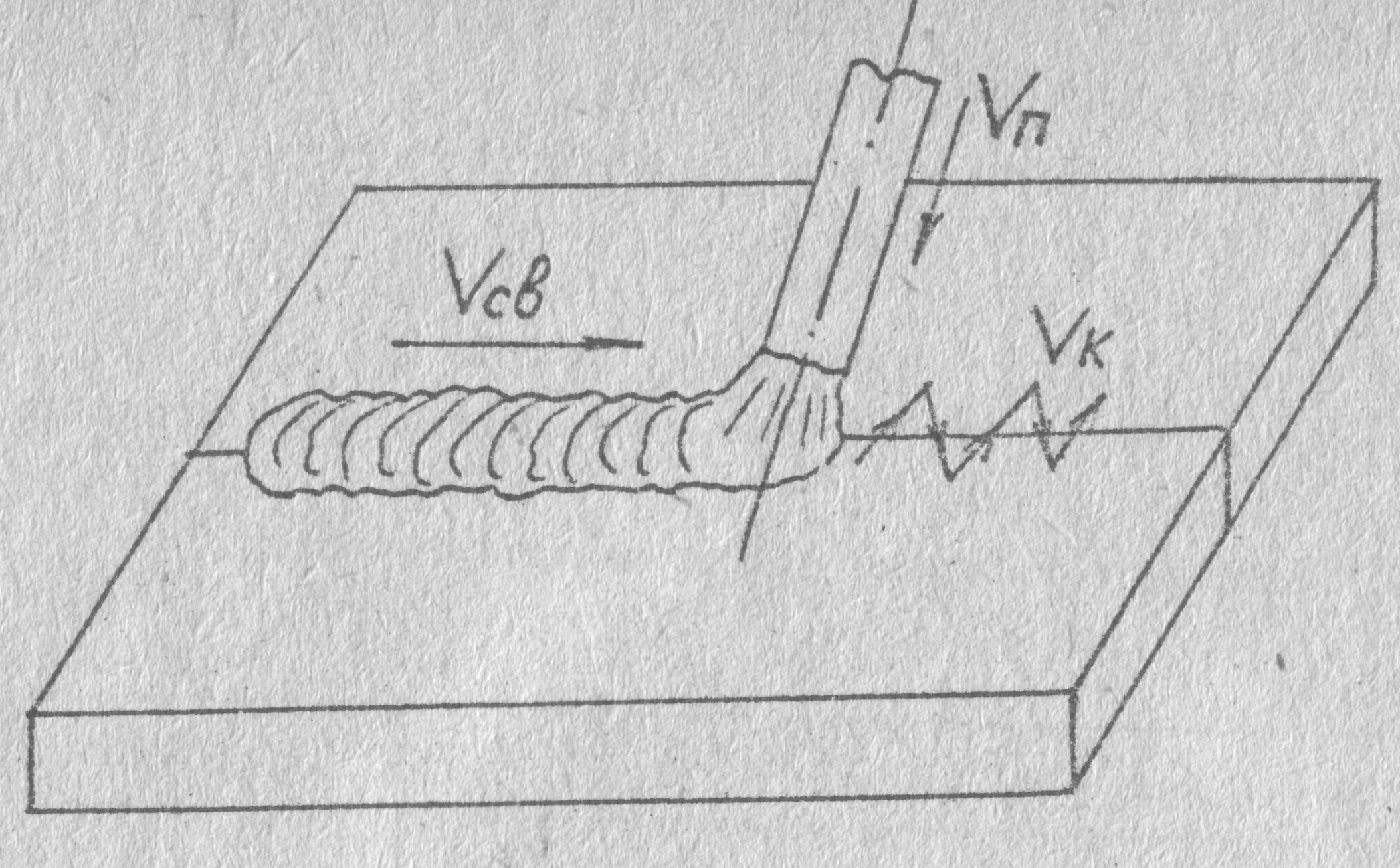
Рис. 10. Движения электрода в пространстве
Первое - электрод подают на изделие со скоростью Vп, равной скорости его расплавления, поддерживая при этом возможно короткую дугу; если подавать медленнее, чем он плавится, то дуга сначала удлиняется, а потом она обрывается; если подавать быстрее, то электрод утыкается в изделие и приваривается к нему;
второе - перемещают электрод поступательно вдоль оси шва со скоростью сварки Vсв, от которой существенно зависят ширина и качество шва; при завышенной, скорости возможен непровар, шов становится узким и даже может превратиться в ряд отдельно расположенных капель;
третье - предают электроду колебательные движения (в основном поперек шва), тем самым, увеличивая его ширину, а также обеспечивая проплавление кромок и корня шва.