

Контроль технического состояния блока цилиндров и гильз
Перед контролем технического состояния деталей необходимо ознакомиться с организацией рабочего места и проверить его комплектность, а также изучить конструктивно-технологическую характеристику деталей, условия их работы и возможные дефекты.
Контроль технического состояния БЦ осуществлять в следующей последовательности:
-
осмотреть БЦ двигателя (по указанию преподавателя);
-
определить состояние резьбы в отверстиях под шпильки крепления головки цилиндров;
-
определить состояние отверстий под подшипники распредвала, вкладыши коренных подшипников, толкатели.
При внешнем осмотре БЦ необходимо установить наличие выбраковочных признаков, а при их отсутствии - места расположения и характер трещин, отколов, рисок, царапин, выработок и других видимых дефектов.
Для определения состояния резьбы в отверстиях под шпильки крепления головки цилиндров следует поочередно ввернуть в резьбовые отверстия соответствующий марке контролируемого двигателя калибр-пробку, который должен плотно вворачиваться в отверстие. Покачивание и осевое перемещение калибра свидетельствует о необходимости ремонтных воздействий.
Состояние отверстий под толкатели, вкладыши коренных подшипников и подшипники распредвала проверяют с помощью индикаторного нутрометра, который следует ввести в контролируемое отверстие.
Контроль технического состояния гильзы цилиндров производить в следующей последовательности:
-
осмотреть гильзу цилиндров;
-
измерить отверстие под поршень;
-
рассчитать по результатам измерений овальность и конусность гильзы, определить ремонтный размер гильзы;
-
определить состояние нижнего и верхнего посадочных поясков.
При внешнем осмотре гильзы выявляют наличие выбраковочных признаков. Если выбраковочные признаки отсутствуют, то с помощью индикаторного нутромера измеряют диаметр отверстия гильзы в поясах I, II, III и взаимно перпендикулярных плоскостях А-А и Б-Б (рисунок 1).
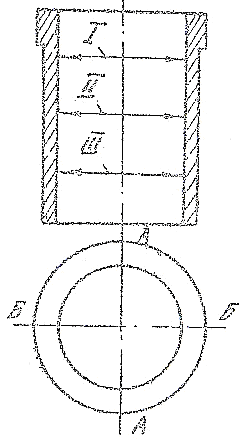
Рисунок 1 - Схема обмера отверстий в гильзе
Пояса располагаются следующим образом: I – ниже выработки от верхнего поршневого кольца, II – посередине гильзы, III – на 20 мм выше нижнего обреза гильзы. Местонахождение поясов находится масштабной линейкой.
Диаметр гильзы по ее верхней неизношенной кромке измеряется штангельциркулем, после чего его следует округлить до целых миллиметров в сторону увеличения (ДI).
Для настройки индикаторного нутромера (рисунок 2) микрометр устанавливается на размер, равный диаметру цилиндра ДI, увеличенному на 1 мм, который определяется по формуле
ДУСТ = ДI + 1 (1)
где ДУСТ – установочный размер индикатора нутромера, мм;
ДI – диаметр цилиндра, мм;
Предварительно микрометр необходимо проверить на правильность его показаний по установочному калибру.
Настроенный индикаторный нутромер осторожно вводят в гильзу (рисунок 3) и производят измерения в плоскостях и поясах, указанных на рисунке 1. При введении измерительной головки индикаторного нутромера в цилиндр во избежание повреждения измерительного стержня его следует отжать рукой и освободить только тогда, когда вся измерительная головка будет находиться в гильзе.
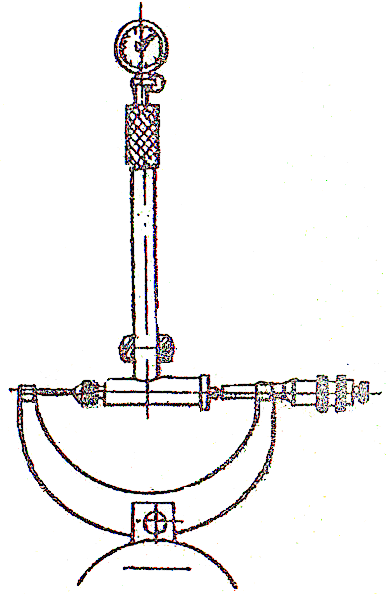
Рисунок 2 - Схема настройки индикаторного нутромера
При измерении индикатор покачивают вокруг продольной оси основания центрирующего мостика и наблюдают за колебаниями стрелки, которая будет приближаться к одному и тому же делению шкалы. Это деление фиксируют и записывают. Каждое измерение повторяют 2-3 раза и записывают средний результат.
После измерения в первом поясе индикатор перемещают во второй, затем в третий пояс, записывая показания прибора. В третьем поясе головку индикатора поворачивают на 900. Перемещая индикатор вверх, снова производят необходимые измерения в каждом из трех поясов и записывают результат. При перемещении индикатора из одного пояса в другой его следует отклонять от вертикального положения, что уменьшает давление измерительного стержня на стенки гильзы и предотвращает его быстрый износ и повреждение. По результатам измерений определяют диаметры гильз по поясам и плоскостям, который определяется по формуле
Д = ДУСТ – С , (2)
где Д - диаметр гильзы в данном поясе и плоскости, мм;
ДУСТ - диаметр, на который был установлен нутромер, мм;
С - показания индикатора при измерении в данном поясе и плоскости, мм.
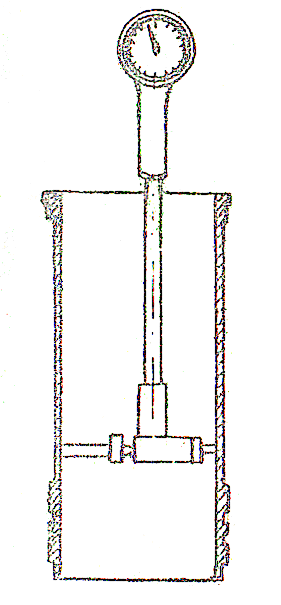
Рисунок 3 - Измерение гильзы цилиндра
Овальность в каждом поясе вычисляется как разность диаметров, замеренных в одном и том же поясе, но в разных плоскостях, мм:
О = ДНАИБ – ДНАИМ , (3)
где О - овальность гильзы в данном поясе, мм;
ДНАИБ и ДНАИМ - соответственно наибольший и наименьший диаметр гильзы, измеренные в одном и том же поясе, но в разных плоскостях, мм.
Конусность равна разности между наибольшим и наименьшим диаметрами, измеренными в одной плоскости, но в разных поясах, мм:
К = Д/НАИБ – Д/НАИМ , (4)
где К – конусность гильзы, мм;
Д/НАИБ и Д/НАИМ - соответственно наибольший и наименьший диаметры гильзы в одной плоскости, но в разных поясах, мм.
Износ гильзы определяется по формуле:
И = ДИ – ДНОМ , (5)
где И - износ гильзы, мм;
ДНОМ - номинальный или ремонтный диаметр гильзы до износа, взятый из технических условий, мм;
ДИ - диаметр гильзы после износа, измеренный в поясах и плоскостях, мм.
Изношенные гильзы восстанавливают под ремонтные размеры.
На основании полученных данных определяют расчетный диаметр обработки отверстия гильзы под поршень:
ДРАСЧ = ДНОМ = 2 ( β ИНАИБ + х) , (6)
где ДРАСЧ - расчетный диаметр обработки отверстия гильзы под поршень, мм;
β - коэффициент неравномерности износа гильзы, β = 0,7;
ИНАИБ – наибольшее значение износа гильзы в ее поясах и плоскостях, мм;
х - минимальный односторонний припуск на обработку (для расточки и хонингования), х = 0,07…0,08 мм.
Затем необходимо назначить категорию ремонтного размера для гильзы для этого следует сравнить результаты расчета со значениями ремонтных размеров и выбрать ближайшее большее значение:
ДР ≥ ДРАСЧ , (7)
где ДР – ремонтный размер гильзы, мм.
Определяют состояние поверхности гильзы по наружному диаметру верхнего и нижнего посадочных поясков. Для этого нужно замерить микрометром диаметр посадочной поверхности гильзы в одном поясе (посередине) и двух взаимно перпендикулярных плоскостях. Сравнить действительное состояние деталей с требованиями ТУ, сделать заключение по каждому дефекту и результаты записать в отчет.