

Принцип дифференциации предполагает разделение производственного процесса на отдельные части (процессы, операции) и их закрепление за соответствующими подразделениями предприятия.
Коэффициент закрепления операций(коэффициент серийности) определяется отношением всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца к числу рабочих мест. Используется для определения типа производства.
В соответствии с ГОСТ 3.1119-83 коэффициент закрепления операций составляет:
для единичного производства — больше 40;
для мелкосерийного производства — 20-40;
для среднесерийного производства — 10-20;
для крупносерийного производства — 1-10;
для массового производства — не больше 1.
Фазная структура технологических процессов представлена на рис. 7.2.
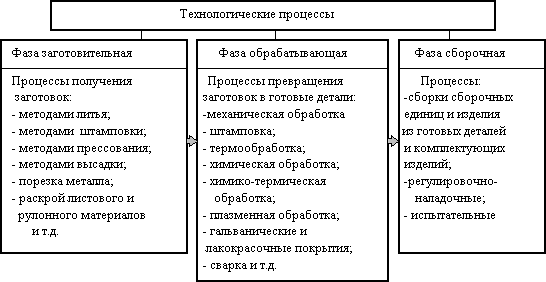
Рис. 7.2. Фазная структура технологических процессов
Технологический процесс состоит из последовательно выполняемых над данным предметом труда технологических действий — операций.
Операция — часть технологического процесса, выполняемая на одном рабочем месте (станке, стенде, агрегате и т.д.), состоящая из ряда действий над каждым предметом труда или группой совместно обрабатываемых предметов.
Основной единицей разделения труда является производственная операция, под которой понимают часть трудового процесса, выполняемую одним или группой рабочих на одном рабочем месте, над одним предметом труда.
Основные принципы организации производственного процесса
1 Принцип пропорциональности Пропорциональная производительность в единицу времени всех производственных подразделений предприятия (цехов, участков) и отдельных рабочих мест.
2 Принцип дифференциации Разделение производственного процесса изготовления одноименных изделий между отдельными подразделениями предприятия (например, создание производственных участков или цехов по технологическому или предметному признаку)
3 Принцип комбинирования Объединение всех или части разнохарактерных процессов по изготовлению определенного вида изделия в пределах одного участка, цеха, производства
4 Принцип концентрации Сосредоточение выполнения определенных производственных операций по изготовлению технологически однородной продукции или выполнению функционально однородных работ на отдельных участках, рабочих местах, в цехах и производствах предприятия
5 Принцип специализации Формы разделения труда на предприятии, в цехе. Закрепление за каждым подразделением предприятия ограниченной номенклатуры работ, операций деталей или изделий
6 Принцип универсализации Противоположен принципу специализации. Каждое рабочее место или производственное подразделение занято изготовлением изделий и деталей широкого ассортимента или выполнением различных производственных операций
7 Принцип стандартизации Под принципом стандартизации в организации производственного процесса понимают разработку, установление и применение однообразных условий, обеспечивающих наилучшее его протекание
8 Принцип параллельности Одновременное выполнение технологического процесса на всех или некоторых его операциях. Реализация принципа существенно сокращает производственный цикл изготовления изделия
9 Принцип прямоточности Требование прямолинейного движения предметов труда по ходу технологического процесса, то есть по кратчайшему пути прохождения изделием всех фаз производственного процесса без возвратов в его движении
10 Принцип непрерывности Сведение к минимуму всех перерывов в процессе производства конкретного изделия
11 Принцип ритмичности Выпуск в равные промежутки времени равного количества изделий
12 Принцип автоматичности Максимально возможное и экономически целесообразное освобождение рабочего от затрат ручного труда на основе применения автоматического оборудования
13 Принцип соответствия форм производственного процесса его технико-экономическому содержанию Формирование производственной структуры предприятия с учетом особенности производства и условий его протекания, дающую наилучшие экономические показатели
3.2. Типы и методы организации производства
Под типом производства понимают комплексную характеристику технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. На тип производства влияют уровень специализации, масштабность производства, сложность и устойчивость изготовляемой номенклатуры изделий, обусловленной повторяемостью выпуска.
Единичное производство: штучный выпуск изделий разнообразной и непостоянной номенклатуры. Особенности: значительный объем ручных работ, технологическая специализация производства, длительный производственный цикл, высокий уровень квалификации рабочих.
Серийное производство предусматривает одновременное изготовление сериями широкой номенклатуры однородной продукции, выпуск которой повторяется в течение длительного времени. Серия – это изготовление ряда конструктивно одинаковых изделий, запускаемых в производство партиями одновременно или последовательно в течение планового периода. Особенности: одновременное изготовление относительно большой номенклатуры повторяющейся продукции в значительных количествах, специализация рабочих мест, незначительный объем ручных работ, небольшая длительность производственного цикла, унификация деталей.
Массовое производство характеризуется непрерывностью и относительно длительным периодом изготовления ограниченной номенклатуры продукции в больших количествах. Особенности: строго ограниченная номенклатура, большие объемы выпуска изделий, специализация рабочих мест, минимальное подготовительно-заключительное время, невысокая квалификация персонала, диспетчеризация производства. В таблице представлены данные по сравнительной характеристике различных типов производства.
Характеристика основных типов производства представлена в таблице 3.1.
Таблица 3.1
Сравнительная характеристика различных типов производства
|
Сравниваемые признаки |
Тип производства |
||
|
Единичное |
Серийное |
Массовое |
|
|
1 |
2 |
3 |
4 |
|
Номенклатура и объем выпуска
|
Неограниченная номенклатура деталей, изготовляемых по заказу |
Широкая номенклатура деталей, изготовляемых партиями |
Ограниченная номенклатура деталей, изготовляемых в больших количествах |
|
Повторяемость выпуска |
Отсутствует
|
Периодическая
|
Постоянная
|
|
Применяемое оборудование |
Универсальное
|
Универсальное, частично специальное |
В основном специальное |
|
Продолжение табл. 3.1 |
|||
|
1 |
2 |
3 |
4 |
|
Закрепление операций за станками |
Отсутствует
|
Устанавливается ограниченное число деталеопераций |
Одна-две операции на станок |
|
Расположение оборудования
|
По группам однородных станков
|
По группам для обработки конструктивно и технологически однородных деталей |
По ходу технологического процесса обработки деталей |
|
Передача предметов труда с операции на операцию |
Последовательная |
Параллельно-последовательная |
Параллельная
|
|
Норма управляемости |
25 рабочих мест |
30 рабочих мест |
35-40 рабочих мест |
|
Тип производственной структуры |
Технологическая форма |
Предметно-технологическая |
Предметная форма |
Методы организации производства
Под методом организации производства понимают способы рационального сочетания основных элементов производственного процесса в пространстве и во времени. Организация производственного процесса во времени определяется степенью его прерывности. В основе такого деления лежит отнесение продукции к делимой (состоит из частей, например одежда) и неделимой, которую нельзя разделить на составляющие, компоненты. Это, например, жидкости, жидкие сплавы металлов, тесто, лаки, краски. Соответственно производство неделимой продукции осуществляется через непрерывные производственные процессы, а дискретной – через дискретные, прерывистые процессы.
Для непрерывных процессов оборудование располагается по ходу технологического процесса, используются поточные методы производства. Все остальные методы – непоточные.
В прерывистых производственных процессах оборудование может располагаться по однородным технологическим группам (однородным технологическим операциям) или по группам для обработки однородных по конструкции и размерам (массе) деталей.
На выбор методов организации производства влияют: размеры и масса изделия, количество изделий, периодичность выпуска изделий. Непоточное производство может быть специализировано по формам: технологическая, предметно-групповая, смешанная.