

Билет№11 Модельно-опочная оснастка
К модельно-опочной оснастке относят модели, модельные плиты, стержневые ящики, опоки и др. Модели (рис. 10, а) — приспособления, служащие для получения в литейных формах полостей, имеющих форму и размеры, близкие к очертаниям получаемых отливок. Модели чаще всего изготовляют из дерева (сосны, ольхи, липы и т. д.). После изготовления, отделки и проверки размеров модель шпаклюют специальной замазкой и окрашивают влагонепроницаемой краской в определенные цвета. Модели, идущие на формовку чугунных отливок, окрашивают в красный цвет, а их знаки — в черный. Модели для отливок из стали принято окрашивать в синий, а из цветных сплавов — в желтый цвет. При машинной формовке широко применяют более долговечные металлические модели, изготовленные из алюминиевых сплавов, которые жестко закрепляют на металлических плитах.
Рис. 10. Неразъемная и разъемная модели (а), односторонние модельные плиты (б), неразъемный, разъемный и вытряхной стержневые ящики (в): 1 — знаки, 2 — шипы, 3 — модель, 4 — направляющие штыри, 5 — подмодельные плиты, 6 — элементы литниковой системы, 7 — стержень, 8 — коробка, 9 — ручки, 10 — отъемные вставки, 11 — направляющие сегменты для удобства кантовки ящика
Модельные плиты (рис. 10, б) — тщательно обработанные металлические (чаще всего чугунные) плиты, на которых прочно закреплены модели, элементы литниковой системы и центрирующие штыри. Для закрепления на столе формовочной машины в модельных плитах предусматривают приливы с отверстиями или пазы. Стержневые ящики (рис. 10, в) — приспособления, применяемые для изготовления стержней. С учетом потребного количества стержней ящики делают деревянными или металлическими. Последние чаще всего изготавливают из алюминиевых сплавов. Для повышения долговечности плоскость набивки алюминиевого ящика обычно защищена стальной накладкой, которую прикрепляют к основанию винтами. Центрирование половин ящика выполняют шипами, а их скрепление — скобами или струбцинами. Опоки (рис. 11) —это стальные, чугунные или алюминиевые рамки, придающие песчано-глинистой форме прочность и возможность транспортирования. По конфигурации опоки могут быть прямоугольными, круглыми и фасонными. По способу изготовления опоки делятся на литые, сварные и свертные. Ручные опоки массой до 30 кг (без земли), размерами до 600X400 мм снабжены рукоятками для переноски одним или двумя рабочими. Опоки больших размеров, масса которых свыше 30 кг, снабжены специальными головками — цапфами для переноски грузоподъемным краном, пневматическими подъемниками и другими подъемно-транспортными средствами. Стандартные размеры литейных опок регламентированы ГОСТ 2133—57. Для удержания формовочной смеси с внутренней стороны опок предусмотрены крестовины 4 и буртики 8. Центрирование половин опок между собой осуществляется штырями 10, а их скрепление при заливке формы расплавом — с помощью выступов со скосами, на которые набивают стальные скобы 2. Сушильные плиты — металлические (чаще всего чугунные) плоские или фасонные плитки с отверстиями, на которых производится сушка стержней. Подмодельные щитки — деревянные или металлические плиты, служащие для установки моделей при ручной формовке. Шаблоны контрольные — стальные или деревянные плоские фасонные приспособления, служащие для контроля правильности установки стержней при сборке форм.
Рис. 11. Крановые опоки: 1 — верхняя опока, 2 — скоба, 3 — подопочный щиток, 4 — крестовины, 5 —правая направляющая втулка, 6 — цапфа, 7 —нижняя опока, 8 — буртики, 9 — левая направляющая втулка, 10 –штырь
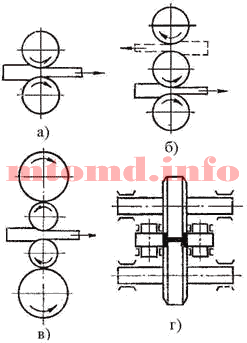
Рисунок 2 – Прокатные клети
В качестве двигателя прокатного стана 9 применяют двигатели постоянного и переменного тока, тип и мощность зависят от производительности стана.
Редуктор 8 используется для изменения чисел оборотов при передаче движения от двигателя к валкам. Зубчатые колеса – обычно шевронные с наклоном спирали 30 0.
По назначению прокатные станы подразделяют на станы для производства полупродукта и станы для выпуска готового проката.
Нагрев металла осуществляют в пламенных и электрических печах. По распределению температуры печи могут быть камерные и методические. В камерных печах периодического нагрева температура одинакова по всему рабочему пространству. В методических печах температура рабочего пространства постоянно повышается от места загрузки заготовок до места их выгрузки. Металл нагревается постепенно, методически. Печи характеризуются высокой производительностью. Применяются в прокатных и кузнечно-штамповочных цехах для нагрева слитков из цветных металлов. Крупные слитки перед прокаткой нагревают в нагревательных колодцах – разновидности камерных, пламенных печей.
В качестве транспортных устройств в прокатном производстве используют:
-
слитковозы и различного вида тележки для подачи слитков и заготовок от нагревательных устройств к стану;
-
рольганги – основное транспортное средство прокатных цехов (транспортеры с последовательно установленными вращающимися роликами обеспечивают продольное перемещение металла; при косом расположении роликов возникает возможность поперечного движения полосы);
-
манипуляторы, предназначенные для правильной задачи полосы в калибр;
-
кантователи, предназначенные для поворота заготовки вокруг горизонтальной оси.
Вопрос №2 Опирации ковки!! в методичке!!!!
(Основными операциями свободной ковки являются: вытяжка, осадка, высадка, прошивка, рубка, гибка, кручение, сварка)