

Листовая штамповка
Листовой штамповкой получают плоские и пространственные полые детали из заготовок, у которых толщина значительно меньше размеров в плане (лист, лента, полоса). Обычно заготовка деформируется с помощью пуансона и матрицы.
Комбинации
Существуют так же процессы, при которых используется комбинации из нескольких методов. Например, метод прокатка-волочение.
Билет №4 Производство стали в электропечах
![]()
![]() Электросталеплавильный
процесс более совершенный, чем
кислородно-конвертерный и мартеновский,
поэтому он находит все большее применение.
Это определяется возможностью получения
качественной и высоколегированной
стали; практически неограниченным
сортаментом выплавляемой стали;
использованием для нагрева металла
электрической энергии.
Электросталеплавильный
процесс более совершенный, чем
кислородно-конвертерный и мартеновский,
поэтому он находит все большее применение.
Это определяется возможностью получения
качественной и высоколегированной
стали; практически неограниченным
сортаментом выплавляемой стали;
использованием для нагрева металла
электрической энергии.
Корпус дуговой электрической печи состоит из днища и сливного носка . Корпус состоит из наружной стальной обечайки с внутренней футеровкой (основной или кислой). В корпусе печи имеются два отверстия: рабочее окно 3 – для управления ходом плавки, загрузки ферросплавов, взятия проб и скачивания шлака, а также летка для слива готовой стали и шлака. Рабочее окно закрывается заслонкой 4. Наклоны печи в сторону рабочего окна (10…15°) или сливного желоба (40…45°) осуществляются с помощью специального механизма 11 с гидравлическим приводом 1.
В дуговых электропечах (рис. 4,а) прямого нагрева дуга горит между электродами и расплавляемым металлом. Часть энергии дуги выделяется непосредственно на металле. Большая часть лучистой энергии дуги также попадает на поверхность металла. Таким образом, в малых объемах концентрируются большие мощности, что приводит к нагреву металла до высоких температур. При этом легко контролируются и регулируются расход теплоты и изменения температуры.
Электродуговые печи прямого нагрева характеризуются значительным испарением легкоплавкого металла в зоне дуги, поэтому они наиболее пригодны для плавления стали.
К дуговым также относятся печи косвенного нагрева (рис. 4, б), где часть энергии дуги между двумя электродами передается металлу излучением. Сравнительно низкие температуры металла препятствуют применению этих печей для переплава черных металлов, они используются в основном в цветной металлургии.
Общая продолжительность выплавки стали в дуговых электропечах вместимостью 5-100 т составляет 3.5-6.5 ч.
Сравнение отдельных способов производства стали показывает, что выход годного металла в электропечах составляет 92-93 %, в конвертерах с комбинированной продувкой – 91-92%, в обычных конвертерах с продувкой сверху и мартеновских печах – 90 %, в двухванных печах и мартеновских печах с продувкой кислородом – 87-88 %.
Узкие пределы колебаний химического состава стали, регулирование макро – и микроструктуры сплавов, повышение прочностных и пластических свойств металла, ужесточение допусков на размеры проката – эти мероприятия обеспечивают увеличение выпуска продукции машиностроения при неизменном производстве стали.
Современная техника предъявляет высокие требования к производимой стали. Кислородные конвертеры, мартеновские печи, обычные электропечи не обеспечивают получения стали высокого качества. Поэтому усиленно развиваются внепечные методы рафинирования металла.
Развиваются способы выплавки специальных качественных материалов из шихтовых материалов. К металлургическим агрегатам, предназначенным для этих целей, относятся плазменно-дуговые печи с огнеупорной футеровкой (керамическим тиглем), открытые и вакуумные индукционные печи и электронно-лучевые плавильные установки.
Влияние холодной пластической деформации на структуру и свойства металлов.
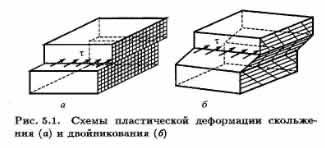
Пластическая деформация в кристалле осуществляется путем сдвига одной его части относительно другой. Сдвиг вызывают касательные напряжения, когда их значение превышает критическое τ.
Имеется две разновидности сдвига: скольжение и двойникование. При скольжении одна часть кристалла смешается параллельно другой части вдоль плоскости, называемой плоскостью скольжения или сдвига (рис. 5.1, а). Двойникование представляет собой перестройку части кристалла в новое наложение, зеркально симметричное к его переформированной части (рис. 5.1, б).
В результате холодного пластического деформирования металл упрочняется, изменяются его физические свойства. Наклепанный металл запасает 5 - 10 % энергии, затраченной на деформирование. Запасенная энергия тратится на образование дефектов решетки (плотность дислокаций возрастает до 10^9-10^12 см^-2) и на упругие искажения решетки. Свойства наклепанного металла изменяются тем сильнее, чем больше степень деформации.

При деформировании увеличиваются прочностные характеристики (твердость, σв, σ0,2, σупр) и понижаются пластичность и ударная вязкость (δ, ?, KCU). Металлы интенсивно наклёпываются в начальной стадии деформирования, затем при возрастании деформации механические свойства изменяются незначительно (рис. 5.11). С увеличением степени деформаций предел текучести растет быстрее временного сопротивления. Обе характеристики у сильно наклепанных металлов сравниваются, а удлинение становится равным нулю. Такое состояние наклепанного металла является предельным; при попытке продолжить деформирование металл разрушается. Путем наклепа твердость и временное сопротивление удастся повысить в 1,5-3 раза, а предел текучести в 3 - 7 раз. Металлы с ГЦК решеткой упрочняются сильнее металлов с ОЦК решеткой. Среди сплавов с ГЦК решеткой сильнее упрочняются те, у которых энергия дефектов упаковки минимальна (например, интенсивно наклёпываются аустенитная сталь, никель, а алюминий упрочняется незначительно).
Из-за неоднородности деформации в объеме металла различны изменения плотности, что служит причиной появления остаточных напряжений как растягивающих, так и сжимающих.
С увеличением деформации повышается удельное электросопротивление (максимально на 6 %), а у ферромагнетиков, к которым относится большинство сталей, понижаются магнитная проницаемость и остаточная индукция, возрастает коэрцитивная сила.
Наклеп понижает плотность металла из-за нарушения порядка в размещении атомов при увеличении плотности дефектов и образовании микропор. Уменьшение плотности используют для увеличения долговечности деталей, которые при эксплуатации подвержены переменным нагрузкам. С этой целью применяют поверхностное пластическое деформирование детали с помощью обдувки дробью или обработки специальным инструментом. Наклепанный слой стремится расшириться, встречая сопротивление со стороны ненаклепанных участков детали. В результате в этом слое возникнут напряжения сжатия, а под ним, па большем расстоянии от поверхности, появятся напряжения растяжения. Сжимающие напряжения в поверхностном слое замедляют зарождение усталостной трещины и тем самым увеличивают долговечность деталей.
Наклепанные металлы легче корродируют и склонны к коррозионному растрескиванию. Образование текстуры деформации вызывает анизотропию свойств.
Несмотря на снижение пластичности, наклеп широко используют для повышения прочности деталей, изготовленных методами холодной обработки давлением. Снижение пластичности при наклепе улучшает обрабатываемость резанием вязких и пластичных материалов (латуней, сплавов алюминия и др.).