52. Технические требования предъявляемые к установу
Материал — сталь марки 20Х по ГОСТ 4543—71. Допускается замена на сталь других марок с механическими свойствами не ниже, чем у стали марки 20Х.
Твердость — HRC 55...60. Цементировать на глубину 0,8—1,2 мы. Отверстия под штифты от цементации предохранить.
Неуказанные предельные отклонения размеров: отверстий — Н14, валов — h14. Неперпендикулярность поверхности Б относительно поверхности Г —не более 0,005 мм.
Размеры канавок для выхода шлифовального круга —по ГОСТ 8820-69.
Маркировать партию установов одного типоразмера на таре или упаковке с указанием наименования изделия, его обозначения, обозначения настоящего стандарта и товарного знака предприятия-изготовителя.
53. Назначение и технические требования предъявляемые к корпусам.
Корпус приспособления представляет собой элемент, объединяющий в единую конструкцию отдельные части приспособления. К корпусу крепятся установочные, зажимные и прочие элементы. На станок приспособление устанавливается своим корпусом; при этом установочные элементы должны занять относительно режущего инструмента соответствующее положение исходя из рассчитанной точности установки.
Для установки на станок корпус имеет установочное место. Это—одна из важнейших поверхностей корпуса, так как от качества ее выполнения зависит точность установки приспособления на станке.
Форму установочного места определяет форма сопряженной с ним части станка: при установке приспособления на столе установочное место является плоскостью; при установке на шпинделе форма установочного места отвечает форме шпинделя.
Одним из предъявляемых технических требований к корпусам является технологичность его конструкции. Это обусловлено необходимостью удобности присоединенияк корпусу всех составляющих частей приспособления исходя из его служебного назначения.
- Вес корпуса (от него в основном зависит вес приспособления) имеет второстепенное значение. Однако снижение его становится важной задачей, если предусматривается, что во время выполнения операции приспособление нужно будет вручную поднимать, перевертывать и вообще перемещать.
- Устойчивость приспособления должна быть возможно большей. Это требование становится особенно существенным, если приспособление не крепится к столу, как, например, многие из сверлильных приспособлений. Под действием силы резания или толчков приспособление не должно опрокидываться.
- Удобство очистки приспособления от стружки—существенное требование, в значительной степени обеспечиваемое при разработке конструкции корпуса.
- Удобство установки и снятия заготовки — одно из основных эксплуатационных требований, которое тоже зависит от конструкции корпуса.
Неудобство установки и съема некрупных деталей вызывает обычно потерю времени.
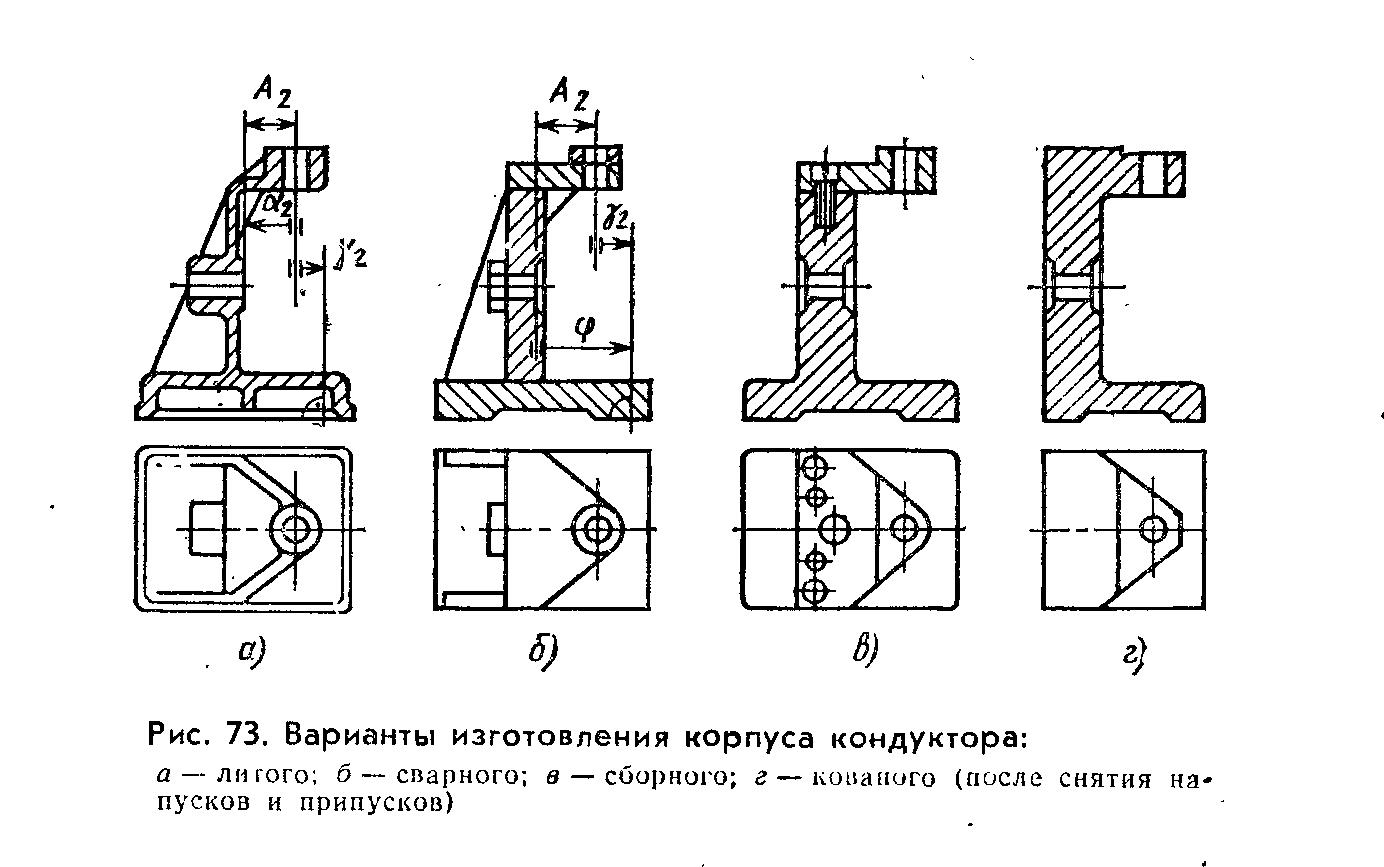
54. Классификация и стандартизация корпусов.
Классификация корпусов:
-литые
- сварные
- сборные
- кованные
Литьем и сваркой изготавливают корпуса сложной формы. Литьем изготавливают корпуса из чугуна.
Их преимущества:
- их легче изготовить и придать требуемую форму;
Недостатки:
-возможность коробления,поэтому после предварительной механич. обработки их подвергают термической обработке.
Сваркой стальной корпус менее сложный в изготовлении, но не менее жесткий, чем чугунный.
Недостатки сварных корпусов:
- деформация при сварке.
Ковкой сортового материала получают корпуса простых конструкций и небольших размеров, жесткость корпусов сборного типа снижается вследствии механической обработки.
Корпуса приспособлений изготавливают литыми из чугуна.кованные и сварные из стали или сборными из отдельных элементов, скрепленными болтами.Чтобы обеспечить достаточную жесткость корпусов без значительного увеличения массы металла их делают с ребрами жесткости.
Литые корпуса являются наиболее технологичными. Они способны выносить вибрации. Применение литых корпусов является предпочтительным. Поэтому они используются в массовом производстве. В единичном и мелкосерийном используются сборные и кованные. Корпуса на столе крепятся с помощью прихватов.