

17. Погрешность закрепления и приспособления.
Погрешность закрепления – это разность между наибольшей и наименьшей проекцией смещения измерит. базы на направление выполняемого размера при приложении к заготовке сил закрепления.
Погрешность закрепления может быть равна 0, когда зажимное усилие хоть велико, но постоянно по величине. В этом случае смещение или деформацию загот. можно учесть соотв. настройки реж. инструм. на выполняемый размер.
Постоянство зажимного усилия, а следоват. и деформ. заготовки при закреплении можно обеспеч. путем примен. зажимных устройств с использ. силовых приводов: пневматического, гидравлического, пневмогидравлических, ваккумных.
Большое влияние на погрешн. закрепления оказыв. форма и габаритные размеры обраб. загот., точность и чистота базовых поверхн. конструкции приспособл. и постоянства сил зажима. Погрешн. приспособл.представляет собой сумму погрешн. изготовл. приспособл. и погрешн. закрепления. Погрешность изготовл. приспособл. зависит от погрешн. изготовл. сборки установочных и других элементов приспособлений, а также погрешн. установки на станке и погрешн. полож. заготовки.
![]()
В справочниках суммарная величина погрешностей закрепления и приспос. приводится в зависимости от след. факторов:
от габаритов и размеров заготовки;
от состояния поверхн. загот. сопрягаемой с установочными или опорными элементами
от типов приспос. (с ручным или механизир. электроприводом)
18. Погрешность базирования и выбор технологических баз.
Погрешность – это отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого.
Погрешность базирования – это наибольшая разность предельных отклонений проекций измерительной базы по направлению выдерживаемого размера.
Погрешность базирования =0, при совпадении технологической и измерительной базы.

Заготовка подлежит обработке в размер А и Б или В и К и имеет габаритные размеры С и Н. При обработке в размер А нижняя плоскость заготовки явл. технологической базой и т.к. выдерживается размер А от этой же поверхности, то она явл. измерит. базой, т.е. погрешность базирования =0.
если обработка ведется для размера В, то технол. базой явл. нижняя поверхность заготовки, а измерительной базой верхняя поверхн. Положение верхней поверхн. регламентированного допуском на размер С согласно приведенной формулировке о погрешности базирования погрешность базирования допуску.
19. Типовые схемы установки заготовок в приспособление.
Типовые схемы установки заготовки определ. способы базирования детали и их закрепление.
Схема 1: Базирование по 3-ём плоскостям.
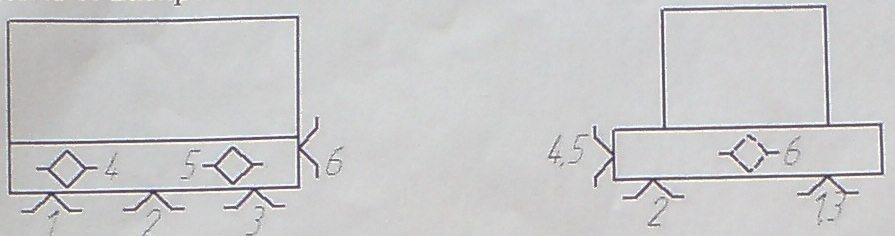
Схема 2: Базирование по 2-ум отверстиям и торцу детали.
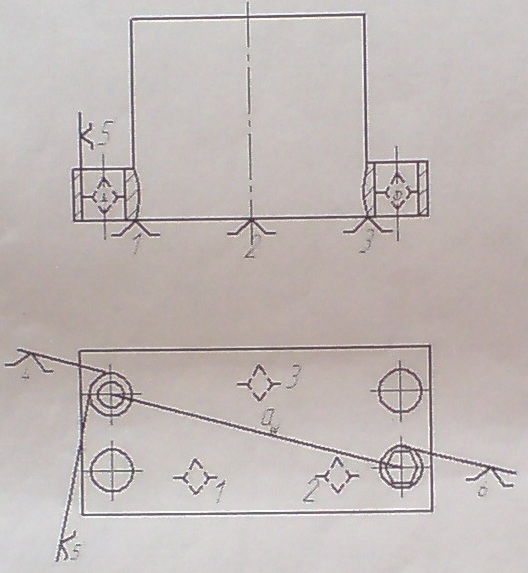
Схема 3: Базирование по наружной поверхности (в призме).
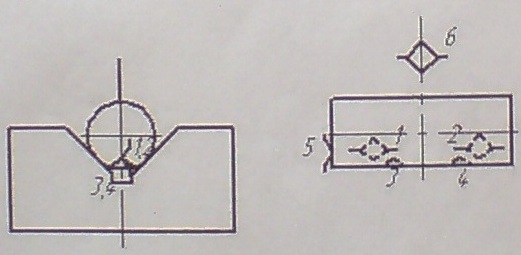
Схема 4: Установка цилиндр. деталей в кулачки самоцентрир. патрона.
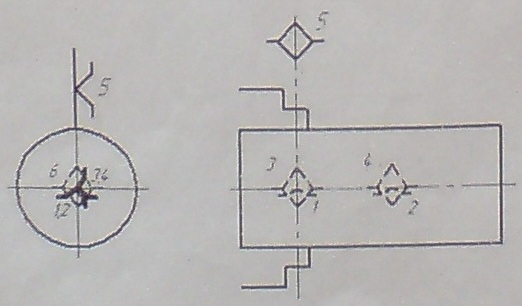
Схема 5: Установка деталей типа втулка в центрах.
21. Классификация элементов приспособления и их назначение.
Станочные приспособления состоят из следующих элементов:
элементы и устройства, сочетающие в себе функции установочных и зажимных;
силовые приводы или механизмы;
элементы, служащие для направления движения или определения положения режущего инструмента при обработке;
корпусные приспособления;
элементы и механизмы;
крепежные детали.