

Средства и методы измерений и контроля шпоночных и шлицевых соединений.
Проверка
размеров шпоночных соединений
в индивидуальном производстве
осуществляется универсальным
измерительным инструментом, а в массовом
и крупносерийном производствах —
специальными калибрами (рис. 66). Ширину
пазов проверяют пластики с проходной
и непроходной сторонами. Размер D
+ t2
контролируют пробкой со ступенчатой
шпонкой, а глубину паза вала (размер t1)
— кольцевым калибром, снабженным
стержнем с проходной и непроходной
ступенями. Симметричность расположения
пазов относительно осевой плоскости
во втулке проверяют пробкой со ш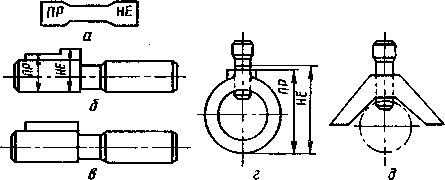 понкой,
у вала — накладной призмой с контрольным
стержнем.
понкой,
у вала — накладной призмой с контрольным
стержнем.
Рис. 66. Средства контроля шпоночных соединений:
а - пластина; б — пробка со ступенчатой шпонкой; в — пробка со шпонкой; г — кольцевой калибр со стержнем; д — призма
Контроль шлицевых соединений проводят комплексными проходными калибрами: втулки проверяют калибрами-пробками, валы — калибрами-кольцами. В случае необходимости контролируют поэлементно с использованием непроходных калибров или универсальных приборов. Поэлементно проверяются диаметры валов, отверстий, толщину шлицев вала и ширину впадин отверстия.
При использовании комплексных калибров втулка считается годной, если калибр-пробка проходит, а диаметры и ширина впадины не выходят за максимальные предельные размеры. Вал считается годным, если калибр-кольцо проходит, а диаметры и толщина шлица не выходят за максимальные предельные размеры. Если длина шлицевого вала или втулки превышает длину комплексного калибра, то предельные отклонения от параллельности сторон шлицев вала и пазов втулки относительно оси центрирующей поверхности не должна превышать 0,03 мм на длине 100 мм.
Средства и методы измерений отклонений формы и расположения поверхностей.
Отклонением формы поверхности или профиля называют отклонение формы реальной поверхности (профиля) от формы номинальной поверхности (профиля).
Основные виды отклонений формы и их условное обозначение можно узнать в справочных материалах. Контроль точности формы поверхностей производят универсальными и специальными измерительными средствами. К универсальным средствам измерения относятся:
1. Линейки поверочные по ГОСТ 8026-75 нескольких типов:
лекальные с двусторонним скосом типа Л длиной 80, 125, 200, 320 и 500 мм, класс точности 0 и 1;
лекальные трехгранные (ЛТ) длиной 200, 320 и 500 мм, класс точности 0 и 1;
лекальные четырехгранные (ЛЧ) длиной 200, 320 и 500 мм, класс точности 0 и 1;
прямоугольного сечения, имеющие широкую рабочую поверхность (ШП) длиной 250, 400 и 630 мм, класс точности 0, 1 и 2;
двутаврового сечения (ШД) длиной 630, 1000 и 1600 мм, класс точности 0, 1 и 2; длиной 2000, 2500, 3000 и 4000 мм, класс точности 1 и 2;
мостики (ШМ) длиной 400, 630, 1000 и 1600 мм, класс точности 0, 1 и 2; длиной 2000, 2500 и 3000 мм, класс точности 11 и 2;
угловые трехгранные (УТ) длиной 400, 630 и 1000 мм, класс точности 0, 1 и 2.
2. Плиты поверочные и разметочные по ГОСТ 10905-75 размерами 160x160, 250x250 и 400x250, класс точности 00, 0, 1 и 2; размерами 400x400, 630x400, 630x630 и 1000x630, класс точности 00, 0, 1, 2 и 3; размерами 1000x1000, 1600x1000, 2000x1000 и 2500xI600, класс точности 0, 1, 2 и 3.
3. Угольники 90° различных типов.
4. Синусные линейки по ГОСТ 4046-80, имеющие столик, установленный на двух роликах, под один из которых подкладывают блок мерных плиток для установки линейки на требуемый угол к плоскости поверочной плиты. Выпускаются с расстоянием между центрами роликов 100 и 200 мм при диаметре роликов соответственно 20 и 30 мм.
5. Механические угломеры по ГОСТ 5378-66 двух типов с ценой деления нониусной шкалы 2': 1-й тип - для контроля углов от 0 до 90° с угольником и от 90 до 180° без угольника; 2-й тип - для контроля наружных углов от 0 до 180° и внутренних от 40 до 180°.
6. Уровни брусковые для контроля горизонтального расположения поверхностей и рамные для контроля горизонтального и вертикального расположения поверхностей (ГОСТ 9392-75) с ценой деления для различных типов от 0,02 до 0,2 мм/м.
Измерение расположения поверхностей
Отклонением расположения поверхности, оси, профиля называют отклонение реального расположения поверхности (оси, профиля) от номинального расположения без учета отклонения формы рассматриваемых и базовых поверхностей (прямых профилей). Основные виды отклонений расположения и их условное обозначение приведены в справочных таблицах.
Предельные отклонения формы и расположения на чертежах указываются в прямоугольной рамке, разделенной на две или три части: в первой помещается условный знак отклонения; во второй - величина отклонения или, если допуск относится к ограниченному участку длины либо поверхности, дробь, где в числителе величина отклонения, в знаменателе - базовая длина или площадь измерения в мм; в третьей части - буквенное обозначение базы (баз), если это необходимо. Кроме того, предельные отклонения формы и расположения могут указываться текстом в технических условиях.
Основные виды отклонений формы поверхностей и способы контроля
Вид отклонения
|
Способы контроля |
Отклонение от прямолинейности - наибольшее расстояние от точек реального профиля до прилегающей прямой. Частными видами отклонения от прямолинейности является выпуклость и вогнутость |
1. Лекальной линейкой и щупом. 2. Рычажно-механическими приборами при их перемещении вдоль направления измерения. Деталь и стойку прибора устанавливают на поверочную плиту |
Отклонение от плоскостности - наибольшее расстояние от точек реальной поверхности до прилегающей плоскости. |
1. Лекальной линейкой и щупом. 2. Рычажно-механическими приборами при их перемещении в различных направлениях. 3. Поверочными плитами и линейками на краску |
Отклонение от круглости - наибольшее расстояние от точек реального профиля до прилегающей окружности. Частными видами отклонения от круглости являются овальность и огранка |
1. На кругломерах. 2. В кольце, внутренний диаметр которого равен диаметру прилегающей окружности. При измерении вращают либо кольцо с закрепленной в нем измерительной головкой, либо деталь. 3. Замеряют наибольший и наименьший диаметры сечения и находят их полуразность |
Отклонение профиля продольного сечения — наибольшее расстояние от точек образующих реальной поверхности, которые лежат в плоскости, проходящей через ее ось, до соответствующей стороны прилегающего профиля. Частными видами отклонения профиля продольного сечения являются конусообразность, бочкообразность и седлообразность |
Рычажно-механическими приборами при их перемещении вдоль образующих в различных продольных сечениях. Конусо-, бочко- и седлообразность измеряют двухконтактным прибором путем нахождения полуразности наибольшего и наименьшего диаметров, измеренных в одном продольном сечении |
Условные обозначения допусков формы и расположения поверхностей
Вид допуска |
Знак |
1. Допуски формы |
|
Прямолинейности |
|
Плоскостности |
|
Круглости |
|
Цилиндричности |
|
Профиля продольного сечения |
|
2. Допуски расположения |
|
Параллельности |
|
Перпендикулярности |
|
Наклона |
|
Соосности |
|
Симметричности |
|
Позиционный |
|
Пересечения осей |
|
3. Суммарные допуски и расположения и формы |
|
Биения радиального, торцевого или в заданном направлении |
|
Биения полного радиального или торцового |
|
Формы заданного профиля |
|
Формы заданной поверхности |
|