

1. Анализ исходных данных
1.1. Анализ детали «Вал».
Деталь «Вал» с габаритными размерами: длина L= 175 мм, максимальный диаметр D= 70 мм относится к классу деталей типа «тела вращения».
«Вал» изготавливается из стали конструкционной легированной марки 40Х (ГОСТ 4543-71).
Масса детали 2 кг, масса заготовки 3 кг.
1.2. Анализ технологического процесса изготовления детали «Вал».
Для получения исходной заготовки используется отрезной станок 8Б72. Основные формообразующие операции, выполняются на токарном оборудовании станок 16К20Ф3. Для их окончательной обработки используются шлифовальные станки марки 1Т160. Для формирования шпоночного паза используется фрезерный станок марки 6Р11.
1.3. Анализ оборудования, используемого в технологическом процессе.
Для определения структуры ГАУ необходимо изучить возможности технологического оборудования, используемого существующем типовом ТП и проанализировать применимость использования данного оборудования в условиях гибкого автоматизированного производства.
1.3.1. Станок 8б72
На заготовительной операции 005 используется отрезной станок 8Б72 – (8 тип станка разрезные) механическая ножовка. Предназначена для холодной резки металла диаметром до 250 мм под углом 90 градусов
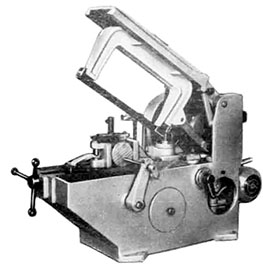
Технические характеристики:
Характеристика |
Наименование |
ОКП |
381762 |
Наибольший диаметр заготовки, мм |
250 |
Длина отрезаемой заготовки наибольшая, мм |
350 |
Серия |
1977 |
Замена |
8725 |
ЧПУ |
- |
Класс точности |
Н |
Мощность, кВт |
1,5 |
Габариты, мм |
1660x750x900 |
Масса, кг |
655 |
Для не автоматизированного оборудования расчет коэффициента автоматизации может не производится.
Табл. 1.2.
Расчет коэффициента автоматизации станка модели 8Б72
№ п/п |
Наименование функции |
Уровень автоматизации |
Значение |
|
|
Включение оборудования |
ручное |
0 |
|
|
Установка заготовки на станке |
ручная |
0 |
|
|
Закрепление заготовки |
ручное |
0 |
|
|
Обработка заготовки |
автоматическое |
1 |
|
|
Контроль обрабатываемой поверхности |
ручная |
0 |
|
|
Контроль режущего инструмента |
ручная |
0 |
|
|
Смена инструмента |
ручная |
0 |
|
|
Снятие готовой детали |
ручная |
0 |
|
|
Удаление стружки |
ручная |
0 |
|
|
Выключение оборудования |
ручная |
1 |
Итого |
2
|
||
![]()
Учитывая, что станок не автоматизирован (и имеет низкий уровень автоматизации) - его не возможно использовать в составе ГПС без глубокой модернизации.
Возможные варианты действий:
вынести заготовительную операцию за пределы ГАУ в отдельную, не автоматизированную заготовительную позицию
заменить используемое оборудование на автоматизированное
разработать схему глубокой модернизации имеющегося оборудования.
Учитывая, что операция 005 является первой по ходу технологического процесса принимаем решение вынести ее в отдельную не автоматизированную заготовительную позицию.