

Комплекс на базе промышленного робота мод. М2оп41.О1 и станка мол. 16к20фз
Предназначен для токарной обработки заготовок деталей типа валов и фланцев массой до 20 кг.
ПР берет заготовку с тактового стола, загружает станок и затем возвращает обработанную деталь на
тактовый стол.
Размеры обрабатываемой заготовки, мм: диаметр:
вала 120
фланца 150
длина:
вала 500
фланца 150
Основные показатели комплекса
Время цикла обработки заготовки, мин . . .10-15
Производительность, шт./год 15 000
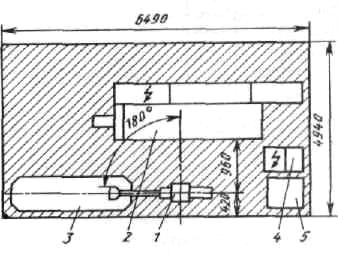
Рис. 5 ГПМ на базе ПР . М20П40.01
I - ПР мод. М20П40.01 напольного типа; 2 токарный станок мол. 16К2ОФЗ; 3 - тактовый стол; 4 — устройства управления ПР; 3 — устройства управления станка
Учитывая наличие двух идентичных станков выберем в качестве типового решения автоматизации комплекс модели АСВР-041.
Описание комплекса мод. АСВР-041
Предназначен для автоматизации технологического процесса токарной обработки заготовок типа «вал» массой до 40 кг в условиях многономенклатурного серийного производства.
В составе комплекса выполняет следующие операции: загрузку станков, выгрузку, межстаночное транспортирование, перебазирование и раскладку заготовок и деталей. Заготовки в магазине располагаются в ориентированном виде. Робот осуществляет поиск деталей в магазине. Комплекс снабжен системой светозащитны.
Размеры обрабатываемой заготовки, мм:
диаметр до 200
длина до 710
Основные показатели комплекса
Время цикла обработки заготовки, 5 - 10 мин
Производительность,.до ... 30000 шт/год
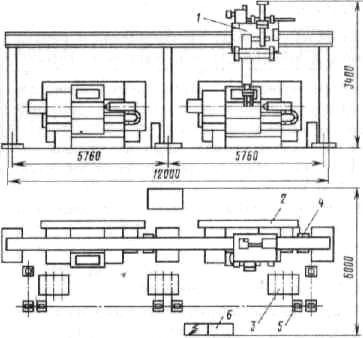
1 - ПР мод. СМ40Ф2.80.01 портального типа; 2 — токарный станок мод. 16К20ФЗ с ЧПУ*1; 3 — магазин; 4 — промежуточная позиция; 5 — система светозащиты; 6 — устройства управления ПР.
Рассчитаем степень его автоматизации
№ п/п |
Наименование функции |
Уровень автоматизации |
Значение |
|
|
Включение оборудования |
автоматизированное |
0,5 |
|
|
Установка заготовки на станке |
автоматическое |
1 |
|
|
Закрепление заготовки |
автоматизированное |
1 |
|
|
Поиск инструмента |
автоматическое |
1 |
|
|
Установка нулевой точки инструмента |
автоматизированное |
0,5 |
|
|
Обработка заготовки |
автоматическое |
1 |
|
|
Контроль обрабатываемой поверхности |
ручной |
0 |
|
|
Контроль режущего инструмента |
ручной |
0 |
|
|
Смена инструмента |
автоматизированное |
0,5 |
|
|
Снятие готовой детали |
автоматическое |
1 |
|
|
Очистка базовой поверхности патрона |
автоматическое |
1 |
|
|
Удаление стружки |
автоматизированное |
0,5 |
|
|
Выключение оборудования |
автоматическое |
1 |
Итого |
9
|
||
![]()
3.2. Определение структуры ГПМ для операций 020 и 025, на базе шлифовальных станков модели 3Т160Ф2
Типовое решение его автоматизации комплекс АСВР-06