

1.3.4. Станок 6р11
На операции 030 используется станок 6Р11 – вертикально-фрезерный.
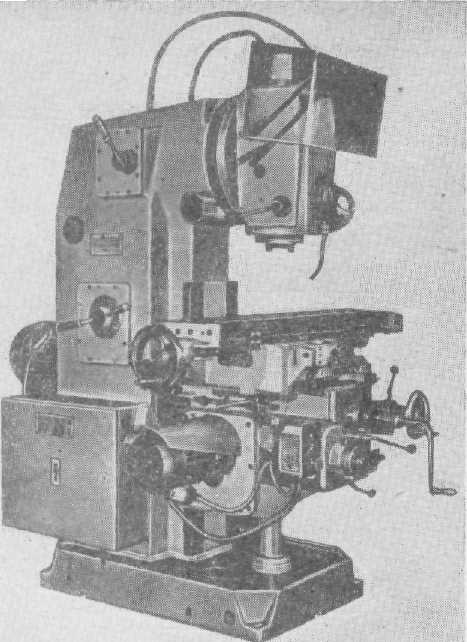
Станок вертикально-фрезерный консольный модель 6Р11
Станок предназначен для фрезерования разнобразных изделий из черных и цветных металлов, обработка производится торцовыми, концевыми и специальными фрезами.
Класс точности станка Н.
Вращение шпинделя и подача стола осуществ-ются от отдельных электродвигателей через кору скоростей и коробку подач.
Стол может совершать быстрые перемещения рабочие подачи в продольном, поперечном и вер-кальном направлениях.
Механический привод стола и привод вручную сблокированы.
Выключение механического перемещения стола может производиться упорами или вручную. Торможение шпинделя обеспечивается электромагнитной муфтой.
Повышенная мощность электродвигателей и жесткость станка, широкий диапазон скоростей шпинделя и подач стола обеспечивают высокопроизводительную обработку изделий на скоростных режимах резания.
Год исполнения установочной серии—1971.

ОСНОВНЫЕ ДАННЫЕ
Размеры рабочей поверхности стола, мм . 1000X250
Наибольшее перемещение стола, мм:
продольное 630
поперечное 200
вертикальное 350
Электродвигатель привода главного движения:
мощность, кВт . ' . . . ■ . 5,5
частота вращения, об/мин . . . 1450 подач:
мощность, кВт 1,5
частота вращения об/мин . . . 1400 Насос для охлаждающей жидкости:
тип Х14-22М
производительность, л/мин ... 22
Габарит станка, мм 148ПХ199ОХ2360 I
Масса станка, кг 2360
Табл. 1.5.
Расчет коэффициента автоматизации станка модели 6Р11
№ п/п |
Наименование функции |
Уровень автоматизации |
Значение |
|
|
Включение оборудования |
ручное |
0 |
|
|
Установка заготовки на станке |
ручная |
0 |
|
|
Закрепление заготовки на станке |
ручное |
0 |
|
|
Обработка заготовки |
автоматизированная |
0,5 |
|
|
Контроль обрабатываемой поверхности |
ручной |
0 |
|
|
Контроль режущего инструмента |
ручной |
0 |
|
|
Смена инструмента |
ручная |
0 |
|
|
Очистка базовой поверхности стола |
ручная |
0 |
|
|
Удаление стружки |
ручная |
0 |
|
|
Выключение оборудования |
ручная |
0 |
ИТОГО: |
0,5 |
||
![]()
Учитывая низкий уровень автоматизации и то что станок не автоматизирован его не возможно использовать в составе ГПС без глубокой модернизации.
Возможные варианты действий:
вынести фрезерную операцию за пределы ГАУ в отдельную, не автоматизированную позицию
заменить используемое оборудование на автоматизированное, например 6Р11Ф3-1 или 6Р13РФ3
Произведенм замену используемого оборудование на его аналог или 6Р13РФ3
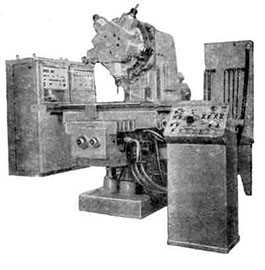
6Р13РФ3. Станок вертикальный консольно-фрезерный с ЧПУ и револьверной головкой
Станки предназначены для многооперационной обработки деталей сложной конфигурации из стали, чугуна, цветных и легких металлов, а также других материалов. Наряду с фрезерными операциями на станках можно производить точное сверление, растачивание, зенкерование и развертывание отверстий
Технические характеристики:
Характеристика |
Наименование |
Длина рабочей поверхности стола, мм |
1600 |
Ширина стола, мм |
400 |
Наибольшее перемещение по осям X,Y,Z, мм |
1000_400_380 |
Серия |
1975 |
Снятие |
1984 |
Замена |
6Т13МФ4-1 |
ЧПУ |
Н33-1М |
Точность |
Н |
Мощность, кВт |
7,5 |
Габариты, мм |
3200x2500x2450 |
Масса, кг |
6900 |
При замене оборудования требуется пересчет коэффициента автоматизации!!!
Рассчитаем коэффициент автоматизации для 6Р13Ф3
Табл. 1.4.
Расчет коэффициента автоматизации станка модели 6Р13РФ3
№ п/п |
Наименование функции |
Уровень автоматизации |
Значение |
|
|
Включение оборудования |
ручное |
0 |
|
|
Установка заготовки на станке |
ручная |
0 |
|
|
Закрепление заготовки на станке |
ручное |
0 |
|
|
Обработка заготовки |
автоматическое |
1 |
|
|
Контроль обрабатываемой поверхности |
ручной |
0 |
|
|
Контроль режущего инструмента |
ручной |
0 |
|
|
Смена инструмента |
ручная |
1 |
|
|
Очистка базовой поверхности стола |
ручная |
1 |
|
|
Удаление стружки |
ручная |
1 |
|
|
Выключение оборудования |
ручная |
1 |
ИТОГО: |
5 |
||
![]()
Данное оборудование не смотря на ограниченные инструментальные возможности может использоваться в составе ГПС после дооснащения его обеспечивающими системами:
подачи заготовок
контроля изделий и инструмента
удаления отходов.