

2. Определение потребности в технологическом оборудовании
2.1. Определение уровня автоматизации тп
Рассчитаем уровень автоматизации технологической подсистемы до модернизации и после модернизации.
![]() ,
,
где
![]() - количество подразделения ГАУ;
- количество подразделения ГАУ;
![]() -
сумма уровней автоматизации технологического
оборудования и всех подразделений ГАУ.
-
сумма уровней автоматизации технологического
оборудования и всех подразделений ГАУ.
Рис. 7
![]()
Принимаем общий уровень автоматизации 0,51.
2.2. Определение количества основного технологического оборудования
При разработке структуры автоматического производственного комплекса необходимо знать потребное количество основного и вспомогательного оборудования для обеспечения заданной программы выпуска деталей.
Определить количество основного оборудования, включаемого в автоматический комплекс, можно, исходя из среднего такта выпуска деталей на комплексе.
Средний такт выпуска деталей
![]()
где Фо - номинальный фонд времени работы оборудования , ч. [5]
при односменной работе оборудования Фо=2070 ч.;
при двухсменной работе Фо=4140 ч.;
при трехсменной работе Фо=6210 ч.
Примем двухсменный режим работы
![]()
К - коэффициент использования оборудования принимаем равным общему уровню автоматизации;
Nг - годовая программа выпуска деталей.
Согласно заданию время выполнения
№ операции |
010 |
015 |
020 |
025 |
030 |
|
Время выполнения То, мин |
5 |
6 |
4 |
3 |
1 |
20 |
Определим степень загрузки оборудования
![]()
№ операции |
005 |
010 |
015 |
020 |
025 |
030 |
Кзср |
Коэффициент загрузки, Кз |
0,333 |
0,83 |
0,98 |
0,66 |
0,5 |
0,16 |
0,58 |
Р ис.8
ис.8
Исходя из коэффициентов загрузки принимаем следующее количество оборудования.
№ операции |
005 |
010 |
015 |
020 |
025 |
030 |
Ед. оборудования |
1 |
1 |
1 |
1 |
1 |
1 |
Если используются станки одной марки и степень их загрузки равна или менее 0,5 возможно использование одного станка на родственных операциях
3. Разработка компоновок гпм
При разработке можно использовать как готовые типовые решения автоматизации, так и осуществлять подбор средств обеспечения работы оборудования в автоматическом режиме поэлементно.
3.1. Определение структуры ГПМ для операций 010 и 015, На базе токарного станка модели 16К20ФЗ
Рассмотрим типовые решения его автоматизации [2].
В справочнике приведены несколько вариантов:
1. Комплекс на базе промышленного робота мод. М 101162.01 и станка мод. 16к20фз
Предназначен для токарной обработки заготовок деталей типа валов и фланцев массой до 10 кг.
ПР берет заготовку с тактового стола, загружает станок и затем возвращает обработанную деталь на тактовый стол. Размеры обрабатываемой заготовки, мм:
диаметр:
вала 120
фланца 150
длина:
вала 500
фланца 150
Основные показатели комплекса
Время цикла обработки заготовки, мин 5
Производительность, ил/год ... 42 500
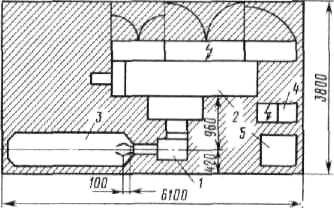
Рис. 4 ГПМ на базе ПР . М10П62.01
1 - ПР мод. М10П62.01 встроенного типа; 2 - токарный с i инок мод. 16К20ФЗ*1, 3 - тактовый стол; 4 — устройства управления ПР; 5 система управления станка.
Рекомендации по применению РТК; РТК 16К20ФЗР132 Н001, РТК 16К20ФЗР132 Н002 и РТК 16К20РФЗР132 Н002 предназначены для обработки валов и фланцев. Обработка ведется за две установки с поворотом заготовок деталей на 180°. РТК 16К20ФЗР232 Н003 и РТК 16К20РФЗР232 Н003 применяют для обработка валов и фланцев с одной стороны. РТК 16К20ФЗР232 Н004 предназначен для обработки валов и фланцев за две установки с поворотом "заготовки. РТК 16К20РФЗР232 Н005 предназначен для обработки фланцев и других патронных деталей за две установки с поворотом на 180е.
Комплектация РТК
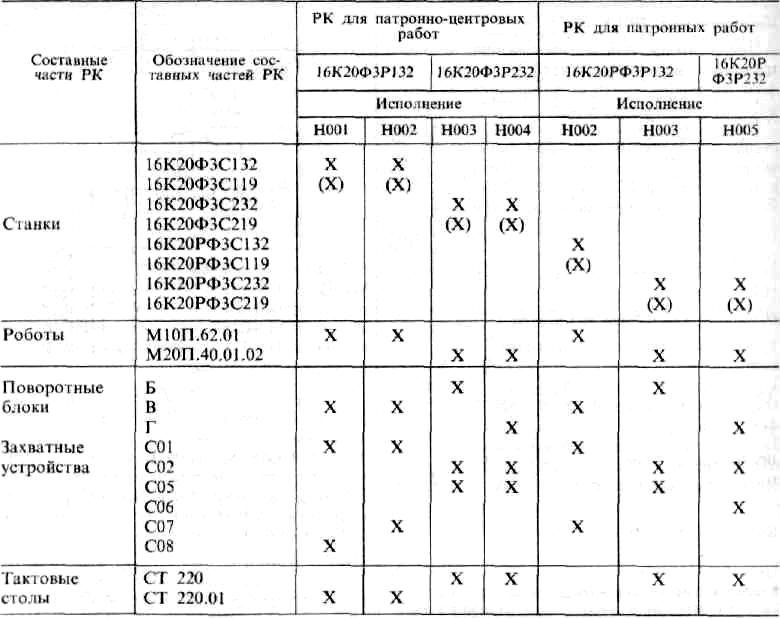
Условные обозначения: X — оборудование и устройства, рекомендуемые к применению; (X) — оборудование и устройства, рекомендуемые к применению условно.