

4.1.4 Кинематическая схема вертикально-сверлильного станка модели 2н118
Новая конструкционная гамма вертикально-сверлильных станков с индексом Н по сравнению с ранее выпускаемыми станками (модернизация А) имеет более удобное расположение рукояток управления скоростями и улучшенную систему смазки.
Кинематическая схема станка приведена на (рис. 4.9). Главное движение (вращение шпинделя) осуществляется от вертикально расположенного электродвигателя (К = 1,7 кВт; п = 1420 мин —1). Коробка скоростей с помощью двух тройных блоков зубчатых колес сообщает шпинделю девять различных значений скорости вращения. Через зубчатую передачу 2-38 движение передается на вал I. Зубчатые пары 3-37, 4-36 и 5-35 передают движение на вал IX, а потом — на VIII вал, изготовленный в виде полой гильзы с внутренним шлицевым отверстием, вдоль которого перемещается шпиндель VII (движение передается коле- сами 35-34, 34-32 и 30-31).
Движение подачи передается на гильзу шпинделя через зубчатые колеса 29-6, тройной блок 28-7 или 27-10, или 26-12. Дальше движение снимается двойным блоком через пары 12-11 или 8-9 и через передачу 13-18, муфту (не показана), червячную пару 19-23 - - на реечное колесо 24, а потом на рейку 25, нарезанную на пиноли шпинделя (т = 2,5 мм). Коробка подач обеспечивает получение шести различных подач.
Вспомогательные движения, обеспечивающие перемещение вдоль колонны сверлильной головки с расположенными внутри ее коробками скоростей, подачи шпинделя и механизма подач осуществляются вращением соответствующей рукоятки через червячную 17-14 и реечную 15-16 пары. Вертикальное перемещение стола производится вручную поворотом рукоятки через коническую 21-22 и винтовую 20 пары.
Главным движением на станке является вращательное движение шпинделя с режущим инструментом, передающееся от электродвигателя через сменную пару зубчатых колес 2-38 и через два тройных блока коробки скоростей, обеспечивая девять различных значений частот вращения. Зубчатая пара колес 2-38 может быть заменена другой парой с меньшим или большим передаточным отношением, и, таким образом, меняется диапазон час- тот вращения в сторону уменьшения или увеличения.
Общее уравнение кинематического баланса привода главного движения станка модели 2Н118 имеет вид:
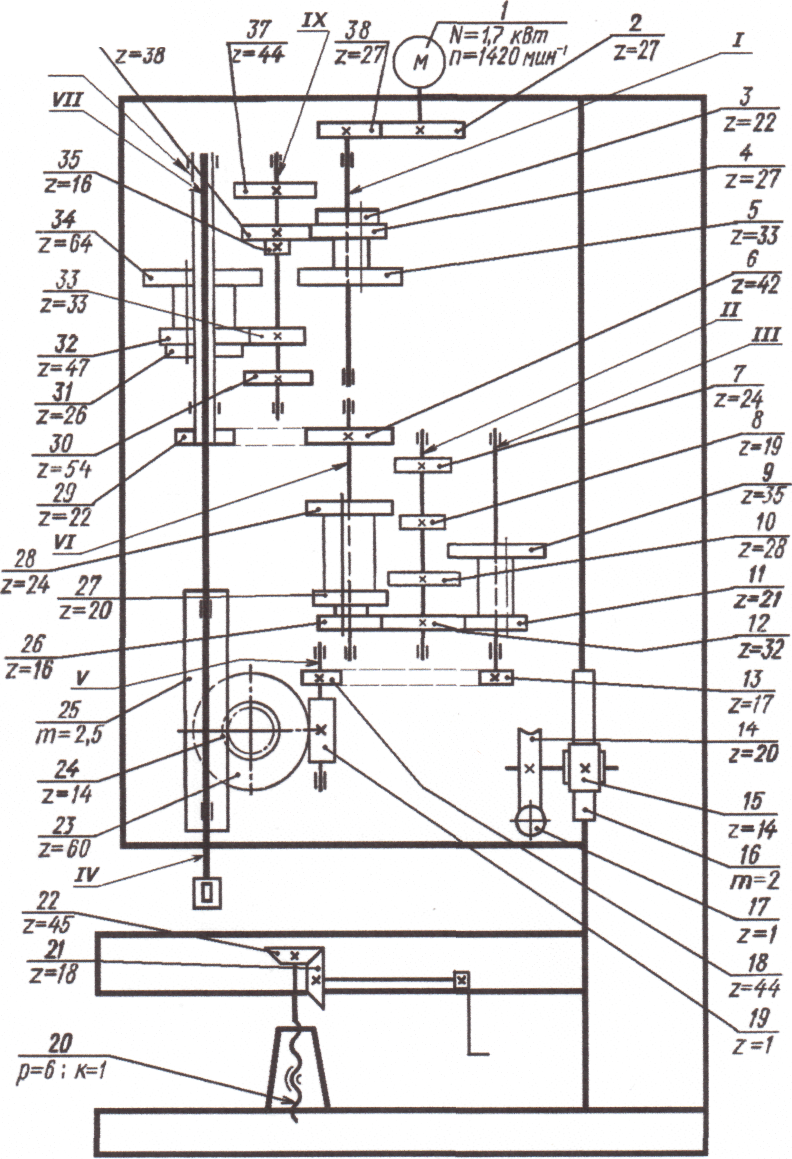
Рисунок 4.9 — Кинематическая схема станка 2Н118
4.3 Технические параметры станка
4.3.1 Частоты вращения шпинделя
Коробка скоростей станка 2Н118 обеспечивает 9 частот вращения шпинделя. При настройке станка можно получить следующие частоты вращения шпинделя: 180; 250; 355; 500; 710; 1000; 1420; 2000; 2800 мин'1.
4.3.2 Подачи
Допустимое усилие подачи до 5499 Н, а крутящий момент -- до 785,6 кНм. Станок приспособлен для единичного и серийного выпуска продукции. Табличные значения величин подач: 0,1; 0,14; 02; 0,28; 0,4; 0,56 мм/об.
4.3.3 Основные технические данные станка
Наибольший диаметр сверления по стали 45, мм 18
Конус Морзе шпинделя № 2
Наибольшее осевое перемещение шпинделя, мм 150
Вылет шпинделя, мм 200
Наибольшее перемещение шпиндельной головки, мм 300
Наибольшее вертикальное перемещение стола, мм 350
Электродвигатель 1,7 кВт/1420мин~]
Вывод: изучил устройство и функции вертикально-сверлильного станка модели 2Н118