4.1.2 Основные узлы, назначение и область применения вертикально-сверлильного станка модели 2н118
Станок выполнен по компоновке типа «агрегат» и состоит из следующих узлов (рис. 4.3): плита 1, колонна 3, стол 7, с механизмом его наладочного перемещения вверх-вниз 8, сверлильная головка 4 (коробка скоростей, коробка подач, шпиндель 6); штурвал ручного перемещения шпинделя 5, электронасос и система охлаждения 2, электрооборудование. На фундаментную плиту устанавливается колонна, по направляющим которой перемещаются стол и сверлильная головка. Эти узлы имеют только установочные перемещения. Внутри колонны или снаружи размещается электроаппаратура.
В сверлильной головке монтируются основные узлы станка: коробка скоростей, коробка подач, шпиндель, механизм подач. Смазка механизмов осуществляется от шестеренчатого насоса.
Механизм подач приводится в движение от коробки подач через пару шестерен и осуществляет. 1) ручной подвод инструмента к детали; 2) включение рабочей подачи; 3) ручное опережение подачи, выключение рабочей подачи; 4) ручной отвод шпинделя вверх; 5) ручную подачу для нарезания резьбы.
Торможение шпинделя осуществляется совместным торможением постоянным и переменным током -- динамическим торможением и противовключе-нием. Из соображений безопасности для обслуживающего персонала время торможения до полной остановки вращения шпинделя у вертикально-сверлильного станка должно составлять доли секунды. Практически, остановка шпинделя должна происходить мгновенно после нажатия на кнопку «стоп».
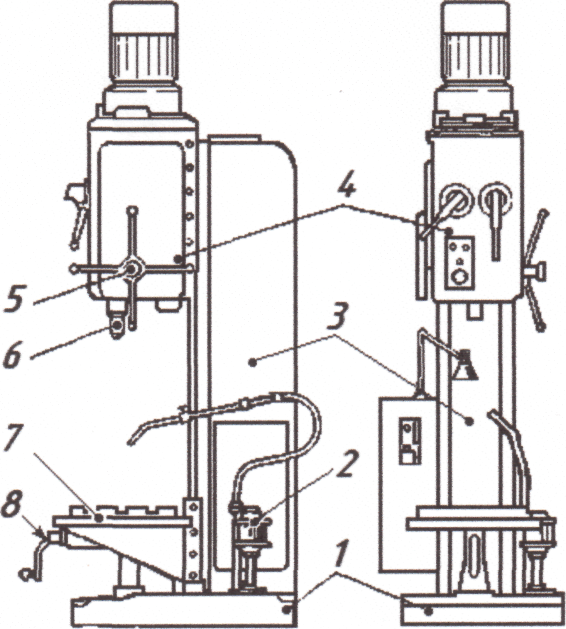
Рисунок 4. 3 — Основные узлы
вертикально-сверлильного станка модели
2Н118
Сверлильная головка, внутри которой смонтированы коробки скоростей и подач, вместе со шпинделем может перемещаться вертикально вдоль колонны по рейке с т = 2 мм, вертикальное перемещение производится вручную с помощью рукоятки через червячную пару 17-14 и реечную передачу 15-16 (рис. 4.9).
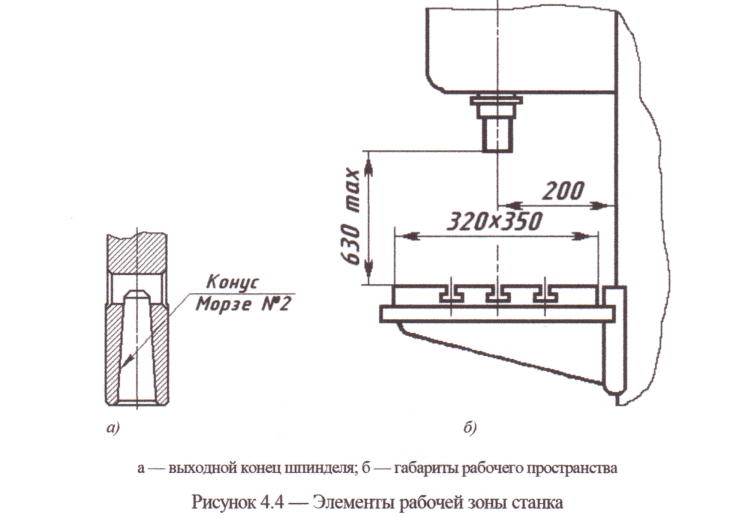
На фундаментной плите 1 (рис. 4.3, б) монтируется электронасос. В плите имеется полость для охлаждающей жидкости. Стол станка размером 320 х 350 мм имеет три Т-образных паза (рис. 4.4, б). Перемещается по направляющим колонны при помощи винтовой передачи 20 и двух конических зубчатых колес 21-22 (рис. 4.9. см. с. 74).
 Универсальный
ВСС модели 2Н118 с условным диаметром
сверления 18 мм
предназначен для выполнения следующих
операций: сверления, рассверливания,
нарезания резьбы и подрезки торцов
ножами.
Универсальный
ВСС модели 2Н118 с условным диаметром
сверления 18 мм
предназначен для выполнения следующих
операций: сверления, рассверливания,
нарезания резьбы и подрезки торцов
ножами.
4.1.3 Устройство вертикально-сверлильного станка модели 2н118
4.1.3.1 Механизм подачи
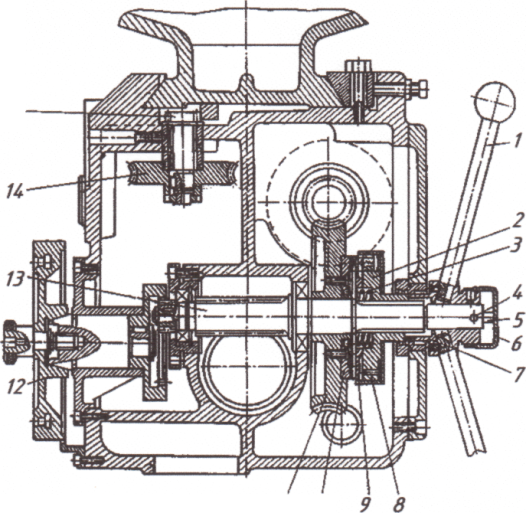
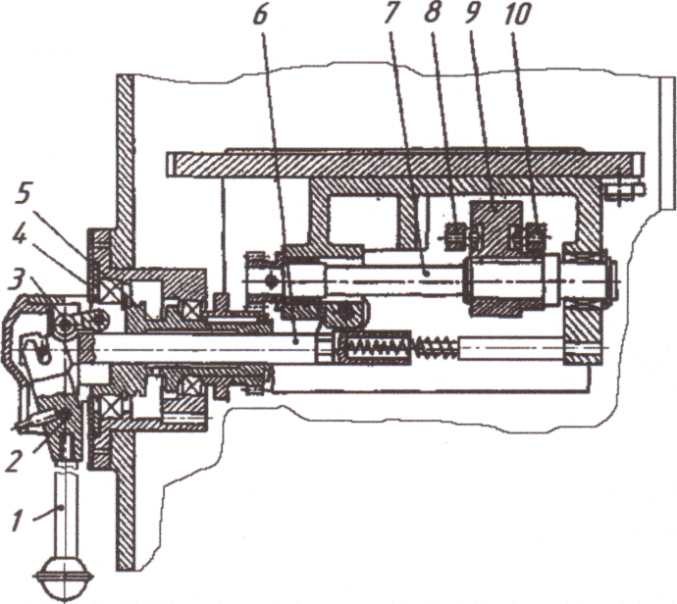
Механизм подачи (рис. 4.5) является составной частью сверлильной головки. Он приводится в движение от коробки подач и предназначен для выполнения следующих операций: ручного подвода инструмента к детали, включения рабочей подачи, ручного опережения подачи, выключения рабочей подачи, ручного отвода шпинделя от дета- ли, ручной подачи, используемой при нарезании резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 1 на себя поворачивается кулачковая муфта 7, которая через обойму-полумуфту 2 вращает вал-шестерню 13 реечной передачи. Происходит ручная подача шпинделя. Когда инструмент подходит к детали, на валу-шестерне 13 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 7. Обойма- полумуфта 2 перемещается влево вдоль вала, сжимая пружину 3 до тех пор, пока торцы кулачковых муфт 2 и 7 не станут друг против друга. В этот момент кулачковая муфта 7 поворачивается относительно вала-шестерни 13 на 20°. Этот угол ограничен пазом в муфте 7 и штифтом 4. На обойме полумуфты 2 установлен двухсторонний храповой диск 9, связанный с ней собачками 8. При перемещении обоймы-полумуфты зубья диска 9 входят в зацепление с зубьями диска 10, соединенного с червячным колесом 11. В результате вращение от червяка передается на реечное колесо и происходит механическая подача шпинделя.
При вращении штурвала с выключенной механической подачей собачки 8, установленные в обойме-полумуфте 2, проскакивают по зубьям внутренней стороны диска 9, вследствие чего ручная подача опережает механическую. Ручное выключение подач штурвалом осуществляют поворотом его в обратную сторону на 20° относительно вала-шестерни 13. При этом зуб муфты 7 встает против впадины обоймы-полумуфты 2. Благодаря наклону зубьев дисков 9 и 10 и действию пружины 3 обойма-полумуфта 2 смещается вправо и разъединяет диски; механическая подача прекращается.
При нарезании резьбы подачу шпинделя нужно осуществить вручную. Для этого необходимо штурвалом 1 выключить механическую подачу и затем колпачок 6 переместить вдоль оси вала-шестерни 13 влево. При этом шрифт 5 передает крутящий момент от кулачковой муфты 7 на реечный вал 13.
Для отсчета глубины сверления служит лимб, расположенный на барабане 12, где имеется круговой Т-образный паз для установки кулачков автоматического реверса шпинделя и отключения подачи.
 Рисунок
4.5 — Механизм подач сверлильной головки
(разрез в горизонтальной плоскости
по оси штурвала ручной подачи шпинделя)
Рисунок
4.5 — Механизм подач сверлильной головки
(разрез в горизонтальной плоскости
по оси штурвала ручной подачи шпинделя)
4.1.3.2 Механизм переключения подач
Органы управления переключением подач и скоростей расположены на передней панели сверлильной головки. Переключение подач производится одной рукояткой (рис. 4.6) через рычажную систему, которая перемещает вилки, связанные с блоками зубчатых колес. Для этого рукоятку надо повернуть вокруг горизонтальной и вертикальной осей так, чтобы указатель остановился против обозначения нужной подачи.
Для наладки станка на нарезание резьбы с реверсом шпинделя на нужной глубине надо:
а) установить патрон с метчиком в шпинделе, а деталь - - на столе станка;
б) опустить шпиндель до упора инструмента в деталь;
в) лимб на сверлильной головке установить так, чтобы против указа- теля находилась цифра, соответствующая глубине обработки;
г) кулачок с буквой «Р» на лимбе закрепить так, чтобы его правый торец совпадал с соответствующей риской на лимбе;
д) после включения вращения шпинделя метчик вручную вводится в от верстие. Через 2-3 оборота ручная подача не нужна. После достижения метчиком заданной глубины шпиндель автоматически реверсируется и метчик выходит из отверстия.
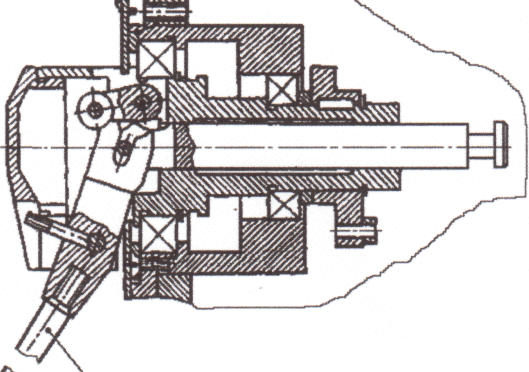
Рисунок 4.6 — Механизм переключения подач
4.1.3.3 Механизм переключения частоты вращения шпинделя
Переключение блоков зубчатых колес коробки скоростей осуществляется одной рукояткой 1 (рис. 4.7), которая имеет четыре фиксированных положения при повороте вокруг вертикальной оси по окружности и три положения при повороте вокруг горизонтальной оси рукоятки. Станок модели 2Н118 имеет 9 частот вращения шпинделя станка от 180 до 2800 мин"1.
Поворотом рукоятки 1 приводят во вращение ступицу 5 и далее через пару зубчатых колес — вал 7, на котором 7 смонтирован двусторонний торцовый кулачок 9, в пазы которого входят два ролика с осями, закрепленными на рычагах 8 и 10. Этими рычагами с помощью штанг и вилок переключения включаются передвижные блоки.
Для переключения тройного блока зубчатых колес валику 6 сообщают поступательное перемещение. Поворотом рукоятки 1, установленной на оси 2, с помощью штифта 3 валик 6 перемещается вдоль оси и посредством штанги передвигает тройной блок. Включаемые скорости отсчитываются по шкале 4. Положение рукоятки 1 при переключении ограничивается двумя фиксаторами.
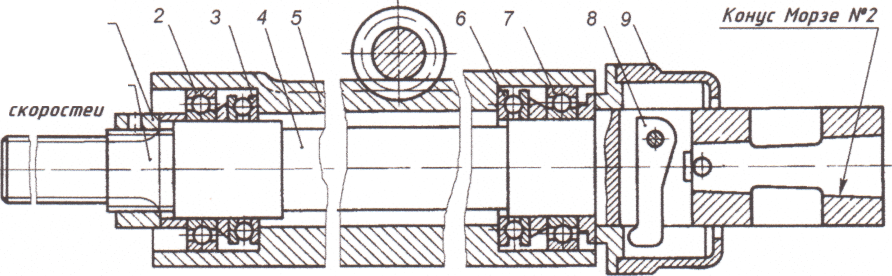
Конструкция шпиндельного узла вертикально - сверлильного станка
Опоры шпинделя 4 смонтированы в гильзе 5 (рис. 4.8). В радиальном направлении шпиндель удерживается шарикоподшипниками 2 и 7. Основную осевую нагрузку воспринимает упорный подшипник 6, а вес шпинделя - - подшипник 3. Предварительный натяг в подшипниках 3 тб регулируют гайкой 1. Шлицевой хвостовик шпинделя получает вращение от коробки скоростей. Рейка, нарезанная на гильзе 5, сообщает шпинделю движение подачи. Рычаг 8 служит для выталкивания инструмента из шпинделя и действует при подъеме шпинделя штурвалом резко до конца вверх, когда втулка 9 упирается в корпус сверлильной головки.
Выходной
бал коробки_