

52.Объемно-послойная кристаллизация
Объёмно послойная кристаллизация .Чаще всего наблюдается , когда t° перепад по сечению отливки отнесенный к интервалу кристаллизации > 1 . Интервал кристаллизации меньше чем разница t° , меньше чем на поверхности и в центре отливки .
При объёмно-послойной кристаллизации могут возникнуть , как раковины , так и пористость.
Раковины возникают в самом горячем месте , вокруг пористость , на периферии слой плотного Me. Для одного и того же сплава с постоянным интервалом кристаллизации соотношение между объемом раковины и пористостью может меняться в зависимости от t° перепада.
На схеме (1) t° перепад соответствует литью в песчаноглинистую или керамическую форму .
На схеме (2) показано затвердевание отливки в кокиле .В этом случае да же такие широко интервальные сплавы (как оловянная бронза) могут затвердеть с образованием большой концентрированной усадочной раковиной .
избавится от усадочной раковины можно путём расширения пористой зоны .т Это значит для данного сплава надо выбрать соответствующий технологический процесс t° пов-ти отливки и формы должна быть высокой , a t° в центре отливки снижается путём заливки с меньшим перегревом расплава . Если же по условиям заказа пористость не допускается , тогда нужно стремиться к условиям соответствующим схеме (2) :
Высокая интенсивность теплоотвода с min t° Тпов. и высокая t° в центре за счет перегрева расплава.
53. Плавка металлов и сплавов
В зависимости от марки сплава могут использоваться различные плавильные устройства . Наиболее универсальной явл. тигельная - индукционная плавильная печь .
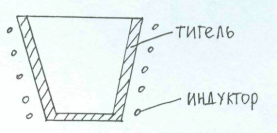
Тигель изготавливают из огнеупорного материала
Индуктор - спираль из медной водоохлажденной трубки. К спирали подводится ток строго определенной частоты , который зависит от диаметра тигля .
Для плавки не железных сплавов (медные , алюминиевые , цинковые)
исп. графитовые , графито- шамотные тигли В таких тиглях (электропроводных) от индуктора наводится вторичный ток (токи Фуко ) с выделением Джоулевого тепла. За счет теплопередачи нагревается и плавится шихта .
Сплавы Fe (сталь , чугун) обычно плавят в керамических тиглях (кремнезема ,глинозема
и д.р.) . Вторичный ток выделяется непосредственно в магнитных кусках шихты и после их расплавления в жидкой ванне . Такая прямая передача тепла очень интенсивна и весь процесс плавки может занимать несколько минут .
Для плавки различных Me. могут
использоваться защитные флюсы . Так для плавки медных сплавов используется молотый древесный уголь, реже пылевидный графит.
Процесс плавки может происходить путем соединения чистых компонентов: латунь - 1
медь и 2 куска цинка, чтобы не выгорал.
В ряде случаев переплавляют возврат. Однако в том и в другом случае используют
присадки: модификаторы, раскислители, дополнительная лигатура.
Помимо индукционных тигельных применяются индукционно-канальные печи.

1 - обычная обработка трансформатора
2 - Fe сердечник трансформатора
3 - кольцевой тигель - вторичная обработка трансформатора
4 - расплав .
В такой печи можно плавить любой Me. и сплав используя керамический кольцевой
тигель ,
В редких случаях используются дуговые электрические печи 2-х типов :
1 - печи прямого действия когда дуга горит между электродами и шихтой .
2 - дуга горит между двумя электродами , а тепло к шихте от дуги передается излучением
Для плавки сравнительно легкоплавких сплавов (Al , Zn и др.) широко применяют электрические печи сопротивления .

1 - плавильный тигель из любого материала.
2 - нагреватель - элемент сопротивления.
3 - теплоизоляция
4 - расплав.