

Расчет Обратная задача
Исходные данные:
Упрощенный чертеж представлен на рис.3.
Необходимо найти
параметры замыкающего звена
![]() :
:![]() ,
,![]() ,
,![]() (по
формулам 1 – 4).
(по
формулам 1 – 4).
![]() мм
мм
![]() мм
мм
![]() мм
мм
Таким образом,
замыкающее звено
![]() .
.
Линейная размерная цепь изображена на рис.4.
Прямая задача
Исходные данные:
В качестве
замыкающего звена принят размер
![]() ;
упрощенный чертеж вала представлен на
рис.5.
;
упрощенный чертеж вала представлен на
рис.5.
![]() мм
мм
![]() мм
мм
Определяем значения полей допусков составляющих размеров по формуле (5)
,
![]() ;
m
= 3
;
m
= 3
![]() мм
мм
Рассчитываем для заданных номинальных размеров значения a по формуле(6) и ближайшее стандартное значение и квалитет по таблице.
 .
.
По таблице принимаем
![]() .
Это значение соответствует 9 квалитету.
.
Это значение соответствует 9 квалитету.
Для размеров
![]() определяем поля допусков выбранных
размеров:
определяем поля допусков выбранных
размеров:
![]()
![]() 100.8
400-(86,8+100,8)=212,4 =212,4
100.8
400-(86,8+100,8)=212,4 =212,4
По полученным полям допусков назначаем предельные отклонения составляющих размеров для охватывающих поверхностей, как для основных отверстий, т.е. со знаком плюс; для охватываемых – как для основных валов, т.е. со знаком минус:
Линейная размерная цепь изображена на рис.6.
7. Оценка точности размеров калибров – скоб и калибров – пробок
При массовом выпуске изделий широко применяются инструменты жесткой конструкции – предельные калибры (рис.1): пробки для контроля отверстий и скобы для контроля валов. Калибры не имеет отсчетных для определения размеров, с их помощью можно только установить, выполнен ли действительный размер детали в пределах допуска или нет.
Для этого калибры изготавливают по предельным размерам проверяемой детали. Так для отверстия диаметром 30+0,021 одна сторона пробки (удлиненная) будет иметь номинальный размер 30 мм и называться проходной ПР, а другая сторона пробки(укороченная) будет иметь номинальный размер наибольшего отверстия, т.е. 30,021 мм. Эта сторона пробки называется непроходной и обозначается НЕ, она может входить только в деталь, имеющую завышенный размер отверстия. Такие детали бракуются.
Процесс контроля деталей заключается в простой сортировке их с помощью двух предельных калибров на три группы: годные детали, размер которых находится в пределах допускаемого (ПР проходит, а НЕ не проходит); брак неисправимый, когда размер вала больше допустимого , а размер отверстия меньше допустимого (ПР не проходит); брак неисправимый, когда размер у вала занижен, а у отверстия завышен (НЕ проходит).
Калибры-скобы для валов чаще всего применяют односторонние предельные целые или двусторонние листовые. На калибры наносятся следующие обозначения(маркировка): номинальный размер контролируемой детали, обозначение поля допуска детали и квалитет точности, цифровые величины предельных отклонений детали в миллиметрах, обозначение сторон калибра – проходная ПР и непроходная НЕ. Для проходных калибров в стандартах предусмотрены допуски на изготовление и износ, а непроходные – только допуски на изготовление. Стандартные отклонения на изготовление и износ калибров отсчитывают от предельных размеров валов и отверстий; для проходных скоб – от наибольшего предельного размера вала, а для проходных пробок – от наименьшего предельного размера отверстия; для непроходных калибров, наоборот, - от наименьшего размера вала и наибольшего размера отверстия.
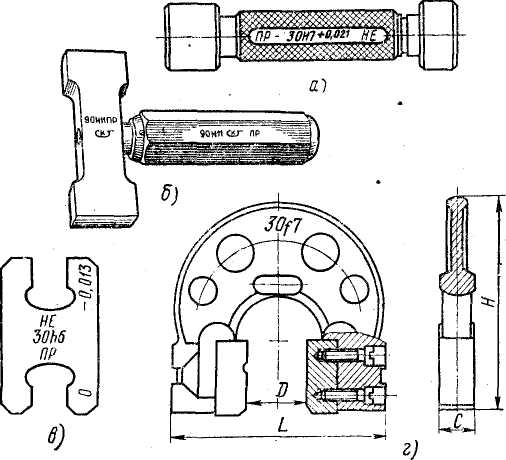
Рис.1. Предельные калибры - пробки и скобы.
Стандарт предусматривает особый порядок определения предельных (исполнительных) размеров проходных размеров, что видно из схем расположения полей допусков на детали (Н7и f7) и калибры (рис.2). Приведенные обозначения Z, H,Y и их числовые значения(в мкм) взяты из таблицы (приложение 1), Z и Z1 – это отклонения середины поля допуска на изготовление проходных валов (Z для отверстия и Z1 для вала) относительно наименьшего размера отверстия Dmin и наибольшего предельного размера вала Dmax; H и H1 – допуски на изготовление проходных и непроходных калибров (для отверстия H и вала H1); Y и Y1 – допустимые выходы изношенного калибра за границу поля допуска соответственно для отверстия и вала.
Формулы для подсчета предельных размеров рабочих калибров приведены в таблице 3.
Таблица 5
Формулы для определения предельных размеров рабочих калибров.
Сторона калибра и размер |
Номинальный размер изделия до 180 мм |
|
Калибр - пробка |
Калибр - скоба |
|
Проходная сторона Наибольший |
D
+ Z +
|
Dmax
— Z +
|
Наименьший |
Dmin +Z - |
Dmax — Z - |
Изношенный |
D — Y |
Dmax
— Y |
Непроходная сторона Наибольший |
Dmax + |
Dmin — |
Наименьший |
Dmax — |
D
—
|
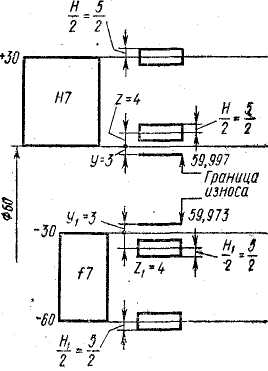
Рис. 2. Схема расположения полей допусков на калибры.
Порядок выполнения работы
1) Получить от преподавателя калибры (скобу и пробку).
2) Начертить схему расположения допусков и предельных отклонений калибров и обозначить на ней значения по прототипу (рис.1).
3) Рассчитать по формулам таб.3 предельные и исполнительные размеры проходной и непроходной стороны калибров. Значения Z, Y, H и Z , Y , H принимать по таблице 4.
Таблица 6
Допуски и отклонения на калибры (для IT6< IT7< IT 8); по Z, Y, H
для отверстий и по Z , Y , H для валов
Интервалы размеров |
Квалитеты |
Допуски и отклонения, мкм |
||||||
обозначения |
||||||||
для отверстий |
для валов |
|||||||
Z |
Y |
H |
Z |
Y |
|
|||
св.10 до 18 |
6 7 8 |
2 2,5 4 |
1,5 2 4 |
2 3 3 |
2 2,5 4 |
2,5 2 4 |
3 3 5 |
|
Св.18 до 30 |
6 7 8 |
2 3 5 |
1,5 3 4 |
2,5 4 4 |
3 3 5 |
3 3 4 |
4 4 6 |
|
Св.30 до 50 |
6 7 8 |
2,5 3,5 6 |
2 3 5 |
2,5 4 4 |
3,5 3,5 6 |
3 3 5 |
4 4 7 |
|
Продолжение таблицы 6 |
||||||||
Св.50 до80 |
6 7 8 |
2,5 4 7 |
2 3 5 |
3 5 5 |
4 4 7 |
3 3 5 |
5 5 8 |
|
Св. 80 до 120 |
6 7 8 |
3 5 8 |
3 4 6 |
4 6 6 |
5 5 8 |
4 4 6 |
6 6 10 |
|
Св.120 до 180 |
6 7 8 |
4 6 9 |
3 4 6 |
5 8 8 |
6 6 9 |
4 4 6 |
8 8 12 |
|
Св. 180 до 250 |
6 7 8 |
5 7 12 |
4 6 7 |
7 10 10 |
7 7 12 |
5 6 7 |
10 10 14 |
|