

15. Обробка заготовок на розточувальних верстатах
15.1. Призначення і типи розточувальних верстатів. На розточувальних верстатах свердлять, розточують і розвертають отвори, підрізують торцеві площини, фрезерують плоскі й фасонні поверхні тощо. Розточувальні верстати мають горизонтально або вертикально розміщений шпиндель, який здійснює обертальний (головний) рух, а також рух осьової подачі. Різальний інструмент (свердла, зенкери, розвертки, фрези, державки з різцями тощо) закріплюють у конічному отворі шпинделя безпосередньо або за допомогою перехідних втулок.
Розточувальні верстати поділяють на горизонтально-розточувальні, координатно-розточувальні та ін.
15.2. Горизонтально-розточувальні верстати є найпоширенішим типом верстатів цієї групи. Вони призначені для виконання різних розточувальних робіт, головним чином у складних і великих деталях в одиничному і серійному виробництві.
На рис.17 показано загальний вигляд горизонтально-розточувального верстата.
На станині 1 розміщено стояк 2, по вертикальних напрямних якого переміщується шпиндельна бабка 3. Головним рухом верстата є обертання горизонтального шпинделя б або планшайби 4 з розміщеним на ній радіальним супортом 5 з різцем. Рух подачі може передаватися інструменту або заготовці.
Подача інструмента може здійснюватися переміщеннями шпинделя 6 уздовж осі (s0), шпиндельної бабки 3 по вертикальних напрямних (sв) і супорта 5 з різцем по радіальних напрямних планшайби (sp). Одночасно з шпиндельною бабкою по вертикальних напрямних стояка 7 може переміщуватися люнет 8, який підтримує встановлені в шпинделі розточувальні оправки (борштанги).
При обробці різцем широких торцевих поверхонь використовують планшайбу 4 з супортом 5. Незалежне обертання шпинделя і планшайби з радіальним супортом забезпечує одночасне розточування і обробку площин різцем.
Рис.17.
Загальний
вигляд горизонтально-розточувального
верстата
Заготовку встановлюють на поворотному столі 11, який розміщується на каретці 10, що переміщується в поперечному напрямі. Каретка 10 розміщена на полозках Я які здійснюють поздовжній рух по напрямних станини.
На горизонтально-розточувальних верстатах можна виконати такі операції: свердління, зенкерування і розвертання отворів (рис.18, а), розточування отворів великого діаметра (рис.18, б), розточування одночасно кількох отворів різцями, закріпленими в борштанзі (рис.18, в), обточування і підрізання пластинчастим різцем і фрезерування поверхонь (рис.18, г...е) тощо.
15.3. Координатно-розточувальні верстати призначені для обробки точних отворів, осі яких мають бути на певній, точно витриманій відстані одна від одної або від базових поверхонь. Сучасні кординатно-розточувальні верстати забезпечені оптичними ділильними пристроями, які дають змогу переміщувати стіл, траверсу і розточувальну головку верстата з точністю до 0,001 мм. Застосовують ці верстати в основному для остаточної обробки отворів у деталях точних приладів і в інструментальних цехах при обробці точних пристроїв, кондукторів і штампів. Координатно-розточувальні верстати розміщують в ізольованих приміщеннях, де підтримується стала температура.

Рис. 18. Обробка деталей на горизонтально-розточувальних верстатах
Двостояковий координатно-розточувальний верстат (рис.19) має станину 1, траверсу 3, яка переміщується по вертикальних напрямних стояків 2, розточувальну головку 4, що переміщується по напрямних траверси і має шпиндель 5, якому надаються обертання і осьова подача, стіл 7, який переміщується в повздовжньому напрямі і на якому розміщено поворотний стіл 6. верстат може вести обробку деталей у полярній і координатній системах координат.
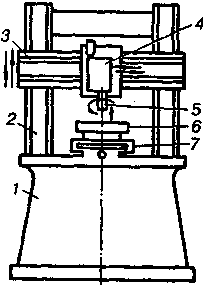
Рис. 19.Координатно-розточувальний верстат