

2.3 Технология перегрузки меди в оао “нмтп”
В данном параграфе необходимо рассмотреть рабочую технологическую карту перегрузки меди в ОАО “НМТП” (см. таблицу 2.3).
Описание технологического процесса.
При выполнении каждой операции необходимо руководствоваться соответствующим разделом инструкции ТСПВР.
Цветные металлы поступают в порт в крытых вагонах, полувагонах, крупнотоннажных контейнерах и на автомобилях. Отдельные грузовые места представляют собой пакеты из чушек и листов, слитки “Т”-образной формы, цилиндры на поддонах, пачки и т.д.
ГОСТ 21399-75 “Пакеты транспортные чушек, катодов и слитков цветных металлов” регламентирует размеры и массу пакетов.
Рекомендованные способы строповки и формирования крановых “подъёмов”:
1. Пакеты алюминия в чушках массой пакета 0,7 - 1,3 т - от 1 до 8 пакетов:
из 4-х пакетов (2 в плане в 2 яруса по высоте) перегрузка стропами (см. рисунок 2.11);
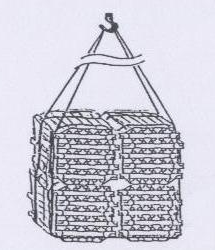
Рисунок 2.11 - Строповка 4–х пакетов алюминия в чушках
из 2 - 6-ти пакетов в ряд перегрузка стропами “в люльку” (см. рисунок 2.12);

Рисунок 2.12 - Строповка 6-ти пакетов алюминия стропами
из 8-ми (2 по ширине 4 по длине) перегрузка подвеской (см. рисунок 2.13).
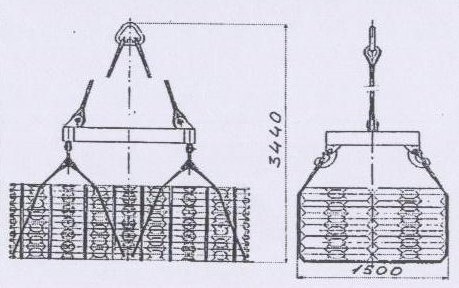
Рисунок 2.13 - Строповка 8-ми пакетов алюминия подвеской
2. Пакеты цинка в чушках массой пакета 1,1 - 1,3 т - от 1 до 4-х пакетов:
из 2-х установленных вплотную друг к другу или один на другой или из 4-х сформированных на кондукторе в 1 ярус, перегрузка двумя парами стропов (см. рисунок 2.14);
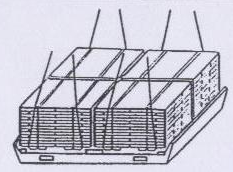
Рисунок 2.14 - Строповка 4-х пакетов цинка на кондукторе
из 4-х в ряд вплотную друг к другу двумя стропами или из 6 - 8 мест (3 - 4 в плане 2 яруса по высоте) двумя стропами.
3. Пакеты медных катодов, никеля массой пакета 1,5 - 2 т - от 1 до 6 пакетов:
из 2 - 3-х пакетов установленных вертикально друг на друга;
из 4-х (2 в плане в 2 яруса по высоте) или из 6-ти (2 в плане в 3 яруса по высоте) см. рисунок 2.15.

Рисунок 2.15 - Строповка 6-ти пакетов меди (никеля)
4. Пакеты свинца в чушках массой пакета 1,0 - 1,6 т - от 1 до 4-х пакетов:
из 2-х - 4-х установленных в ряд вплотную друг к другу;
из 3-х сформированных на гребенчатом поддоне в 1 ярус (см. рисунок 2.16) при массе пакета не более 1035 кг, если масса пакета от 1036 до 1555 кг, то допускается перегружать на поддоне не более 2-х пакетов;
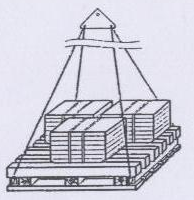
Рисунок 2.16 - Строповка 3-х пакетов свинца на поддоне
из 4-х пакетов с помощью подвески (поддона из металла) для свинца (см. рисунок 2.17).
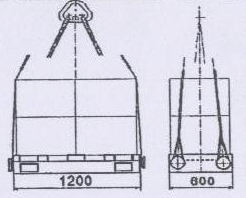
Рисунок 2.17 - Подвеска для пакетов свинца
5. Слитки алюминия “Т” образные массой 0,6-1,1 т, от 1 до 8 мест в “подъёме”:
из 2-4-х мест установленных вертикально (см. рисунок 2.18);
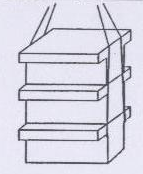
Рисунок 2.18 - Строповка 3-х Т-образных слитков
2 в плане в 2 яруса или из 6 - 8 мест (2 в плане в 3 - 4 яруса по высоте) (см. рисунок 2.19).
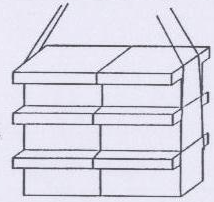
Рисунок 2.19 - Строповка 6 Т-образных слитков
“Т” образные слитки имеющие с одного торца выступ (выпуклость), а с другого впадину, при формировании “подъёма” надо устанавливать друг к другу выступом к впадине или впадиной к впадине.
6. Алюминий в цилиндрах на поддонах под термоусадочной плёнкой массой до 1,25 т - по 4 пакета с использованием кассеты г/п 6 т для перегрузки бумаги. Допускается перегружать по одному пакету крановым вилочным захватом г/л 1,6 т или двумя стропами “в люльку”.
7. Слитки с проушинами (рымами) массой 0,5 - 3,0 т от одного до 8 мест в зависимости от веса слитка, количества крюков на распорной раме (балке), грузоподъёмности крана и условий работы (см. рисунок 2.20, рисунок 2.21).
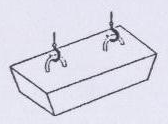
Рисунок 2.20 - Слиток с рымами

Рисунок 2.21 - Строповка 4-х слитков стропами 4СК
8. Пачки жести массой 1 - 2 т - от 1 до 6 мест аналогично меди:
из 3-х пачек установленных вертикально друг на друга;
из 4-х - 2 в плане в 2 яруса по высоте;
из 6-ти - 2 в плане в 3 яруса по высоте (см. рисунок 2.22).
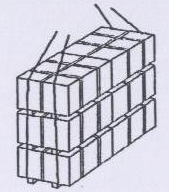
Рисунок 2.22 - Строповка 6-ти пачек металла
9. Проволока медная (катанка) на крестообразных поддонах массой 3,0 - 3,2 т диаметром 1,6 м - по 1 месту захватом крановым вилочным г/п 4 т (см. рисунок 2.23) или перегружать с использованием кассеты для бумаги г/п 10 т по два - три грузовых места установленных вертикально без смещения или с использованием площадки для стали в рулонах г/п 36 т по четыре (два в плане и два по высоте). При окончании погрузки трюма в просвет люка допускается производить строповку синтетическими стропами «в люльку» под несущие брусья, при этом на причале поддон должен быть установлен на прокладки для возможности свободно заводить стропы.
Рисунок 2.23 - Строповка медной проволоки на поддонах крановым вилочным захватом
Допускается формировать крановые “подъёмы” и стропить иное количество грузовых мест конкретного груза, так же допускается перегружать цветные металлы с помощью кассеты для перегрузки бумаги или площадки для стали в рулонах. В этом случае производитель работ перед началом работы инструктирует стропальщиков каким образом формировать крановый «подъём» и производить строповку или сколько грузовых мест устанавливать на кассету для бумаги или на площадку для стали о чём делает запись в технологическом плане обработки судна.Подработку упаковки груза, связанную перекантовкой пакета производить на мягкой поверхности покрытой брезентом или мягкой деревянной сепарацией.
Рассмотрим вагонную (автотранспортную) операцию.
В крытом вагоне расформирование штабеля (ТС 1, 2, 6, 7) производится вертикальными рядами погрузчиком с вилочным или боковым захватом. Для выгрузки свинца рекомендуется использовать съёмную каретку к АП г/п 1,5 - 1,8 т с двумя вилами конической формы длиной равной ширине пакета свинца.
При захвате груза в крытом вагоне или в автомашине вилы АП вводятся:
под выступы нижнего ряда чушек пакетов алюминия, цинка, свинца; под боковые приливы «Т» образных слитков;
между листами (в пространство, образованное разделительными брусками или полосами) медных катодов, никеля либо под нижний слой листов пакета;
под пачку вдоль салазок (прокладок) пачек жести;
между настилами поддона при выгрузке груза на поддонах. Медную проволоку на крестообразных поддонах выгружают по одному пакету АП г/п 4 т с вилочным захватом, длина вил должна быть не менее 1,4 м.
Водитель АП подъезжает к пакету, захватывает груз и приподнимает на высоту 0,2 - 0,3 м. Убедившись в надежности захвата груза аккуратно, исключая деформацию груза и сохраняя целостность упаковки вывозит груз из вагона или из машины на рампу (на стол-рампу) (в дальнейшем рампа). На рампе пакеты или слитки формируются в "подъемы" для подъёма краном (ТС 1, 2) или для внутрипортового транспортирования погрузчиком (ТС 6, 7).
Разгрузка полувагонов или автомашин с открытым верхом производится краном, как правило, по одному грузовому месту. Если позволяют условия работы допускается производить строповку одним из способов, указанным в РТК.
Выгрузку металлов из крупнотоннажных контейнеров производить аналогично выгрузке из вагонов или крытых автомобилей. Для въезда в контейнер устанавливать мостик.
Рассмотрим внутрипортовую транспортную операцию.
Внутрипортовое транспортирование груза производится АП с вилочным или боковым гидравлическим (для алюминия) захватом или тягачами на ролл-трейлере.
АП одновременно перевозят следующее количество грузовых мест металла:
пакеты алюминия в чушках -1-2 пакета вилочным погрузчиком или от 1 до 4-х пакетов погрузчиком с боковым гидравлическим захватом;
слитки «Т» образные - высотой до 400 мм включительно - от 1 до 5 мест, высотой свыше 400 мм от 1 до 4 мест, слитки устанавливать вертикально один над другим без смещения;
пакеты цинка - 2 или 4 места (два в плане в 1 - 2 яруса по высоте) вилочным погрузчиком или по 4 пакета на кондукторе;
пакеты медных катодов, никеля, пачки жести - от 1 до 3-х мест установленных вертикально вилочным погрузчиком;
пакеты свинца, слитки с рымами - по 2 - 4 места на поддоне (на гребенчатом деревянном или на металлическом;
алюминий в цилиндрах на поддонах под термоусадочной плёнкой 1-2 пакета вилочным погрузчиком;
проволока медная (катанка) на крестообразных поддонах по 1 или 2 пакета установленных один на другой без смещения АП с вилами длиной не менее 1,4 м соответствующей грузоподъёмности.
Транспортировка на ролл-трейлерах осуществляется с помощью тягача. Водитель должен следить, чтобы при движении платформа груженого ролл-трейлера была в горизонтальном положении.
Установка грузовых мест на ролл-трейлер производится устойчиво в один - два яруса по высоте. Допускается пачки жести устанавливать в три яруса, слитки «Т» образные высотой до 400 мм включительно - до 4-х ярусов.
Способ установки должен исключать возможность развала груза при транспортировании.
При неустойчивом положении груза на ролл-трейлерах производится его крепление или (и) увязка поясами либо уменьшается количество ярусов по высоте.
Транспортирование пакетов (слитков) может производиться автопогрузчиками на плоских поддонах в количестве, не превышающем грузоподъемность поддона.
Рассмотрим складскую операцию.
Формирование и расформирование штабеля пакетов (пачек, слитков и т.д.) цветных металлов производиться автопогрузчиками или краном.
Допускаемая высота складирования цветных металлов при формировании (расформировании) штабеля механизмами без участия людей (см. таблицу 2.4).
Таблица 2.4 Формирование штабеля
|
Наименование груза |
Высота штабеля |
Способ формирования штабеля |
|
Пакеты алюминия в чушках |
3 яруса |
В верхнем ярусе с боков штабеля делать уступ в пол пакета, первый и последний ряды штабеля высотой 2 пакета (см. рисунок 2.24) |
|
Слитки алюминия Т-образные высотой более 600 мм |
6 ярусов |
В стопку друг на друга без смещения, при необходимости укладывать прокладки для устойчивости штабеля |
|
Тоже до 600 мм |
8 ярусов | |
|
Пакеты алюминия на поддонах под термоус. пленкой |
3 яруса |
В верхнем ярусе с боков штабеля делать уступ в пол пакета, первый и последний ряд штабеля высотой 2 пакета (см. рисунок 2.25) |
|
Пакеты цинка, свинца, катодов меди, никеля |
4 яруса |
В верхнем ярусе с боков штабеля делать уступ в пол пакета, первый и последний ряд штабеля высотой 3 пакета |
|
Жесть в пачках |
4 яруса |
В стопку друг на друга без смещения |
|
Слитки с встроенными проушинами |
3 яруса |
Каждый слиток верхнего яруса укладывается между двух нижележащих слитков |
|
Проволока медная на крестообразных поддонах |
3 яруса |
В стопку друг на друга без смещения |
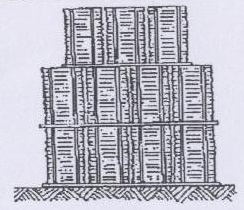
Рисунок 2.24 - Штабель пакетов алюминия
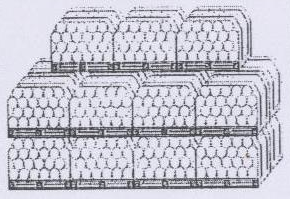
Рисунок 2.25 - Штабель алюминия на поддонах
При работе АП с захватом УЗР штабель формируют ровными рядами по 2 пакета по ширине:
первая стопка "подъема " устанавливается на высоту в 2 пакета;
рядом с первой стопкой устанавливается вторая с минимально возможным разрывом; и т.д. формируется первый поперечный ряд;
вплотную к первому ряду устанавливать второй поперечный ряд: на высоту 3 пакета;
так же формируются последующие поперечные ряды.
Формирование штабеля погрузчиком с вилочными захватами производится аналогично, но ряды устанавливаются вплотную друг к другу на всю ширину штабеля. При формировании штабелей, в том числе слитков, в ряде случаев для выравнивания штабеля и создания ему большей устойчивости между "подъемами" каждого яруса укладываются деревянные прокладки по всей ширине штабеля, в поперечном направлении. Необходимость укладки прокладок и их толщину определяет производитель работ. При формировании штабеля из катодов меди, никеля, алюминия установка деревянных прокладок под нижний ярус не обязательна.
Слитки алюминия Т-образной формы формируются в штабель автопогрузчиками с вилочными захватами или краном. Слитки устанавливать плотными рядами высотой исходя из допускаемой нагрузки на причал, технической возможности а/погрузчика и устойчивости штабеля. При формировании штабеля из слитков, имеющих с торцов выступы и впадины, слитки друг к другу надо устанавливать выступом к впадине (см. рисунок 2.26).
Рисунок 2.26 - Штабель Т-образных слитков
Формирование и расформирование штабеля краном производится поярусно, погрузчиком - вертикальными рядами.
При нахождении людей на штабеле высота складирования пакетов алюминия в чушках, меди, никеля, цинка, свинца - 2 яруса.
При формировании штабеля необходимо учитывать и не превышать допускаемую нагрузку на 1 кв.м складской площади.
Рассмотрим кордонную операцию.
Из полувагона, с рампы, со стола-рампы или со склада, находящихся в зоне действия портального крана, цветные металлы подаются в трюм краном.
Используемые ГЗП и количество мест в «подъёме» определяет производитель работ.
При транспортировании цветных металлов на причал на ролл-трейлерах грузине места снимаются краном непосредственно с ролл-трейлера либо автопогрузчик сгружает металл с ролл-трейлера и формирует крановые «подъёмы» на причале, второй способ, как правило, применяется при работе судовым краном.
Строповку металла крановыми ГЗП на причале (ролл-трейлере, складе) производят двое докеров согласно ТСПВР.
Рассмотрим судовую операцию.
Загрузка подпалубного пространства.
Крановщик по команде сигнальщика подает «подъём» в трюм и вывешивает на высоте 0,2 - 0,3 м над пайолом. Док-механизаторы выходят в подпалубного пространства, разворачивают груз и производят отстроповку.
Водитель трюмного АП захватывает груз и транспортирует под палубу.
В подпалубном пространстве груз погрузчиком укладывается плотными рядами. Подпалубное пространство загружается по высоте, исходя из технических характеристик трюмных АП и транспортной характеристики груза. При необходимости между ярусами укладываются прокладки из досок для повышения устойчивости штабеля.
После загрузки подпалубного пространства погрузчики убираются из трюма.
Укладка грузовых мест в просвете люка производится краном послойно по всей площади люка до высоты груза в подпалубном пространстве.
При использовании стропов докеры снимают по одному огону каждого стропа с крюков крана или подвески, и крановщик по команде сигнальщика осторожно извлекает стропы из-под груза. При необходимости используются для извлечения стропов крючья (багорки) и вертикальные прокладки из досок.
Пакеты первого яруса устанавливаются на деревянные прокладки толщиной не менее 25 мм.
Для увеличения высоты штабеля в трюме на ранее погруженный металл опускают фальшпайол, а на него погрузчик, который продолжает загрузку подпалубного пространства трюма.
Установка, перемещение и использование фальшпайолов согласно ТСПВР.
Высота трюмного штабеля зависит от высоты трюма и допускаемой нагрузки на пайол.
Требования безопасности.
На работающих возможно воздействие следующих опасных факторов:
опасность обрыва обвязок пакетов чушек, катодов и развал пакета на отдельные чушки, катоды;
опасность развала штабеля;
защемление пальцев при сдвиге пакетов, чушек друг относительно друга при формировании или расформировании штабеля, формировании рассыпавшихся пакетов;
движущиеся погрузчики, тягачи.
Заводку стропов при расформировании штабеля производить с помощью крючьев.
Формирование пакетов в случае их развала производить в ботинках с металлическими носками.
Нахождение людей на штабеле при его формировании или расформировании погрузчиками - запрещается.
Пакеты со слабыми обвязками, деформированные складируются отдельно и загружаются в трюм на поддонах или на кассете для бумаги.
“Т” образные слитки установленные торцевыми выступами друг к другу поднимать краном запрещается.
Стропы из синтетических или растительных материалов разрешается использовать только со специальными защитными чехлами (приспособлениями), на основе резины с металлопроволочным кордом, которые предохраняют стропы от повреждения или применять другие меры для предотвращения повреждения стропов. Запрещается расформирование пакетов дня крепления груза чушками в трюме. Другие особые меры безопасности в каждом конкретном случае определяет производитель работ.
Таким образом, была рассмотрена технология перегрузки меди в ОАО “НМТП”. Производительность труда по вариантам работ была приведена для рабочих смен продолжительностью 7,5 часа.
Данный технологический процесс перегрузки меди был отражен в следующих технологических операциях: вагонная, автотранспортная, внутри портовая транспортная операция, складская, кордонная и передаточная операции, судовая операция. В каждой рассматриваемой технологической операции подробным образом был описан технологический процесс перегрузки меди с использованием необходимых грузозахватных приспособлений.
В следующей главе дипломной работе необходимо сравнить и обосновать выбор технологии перегрузки меди в ОАО “НМТП” и произвести расчет эффективности выбранной технологии. Достижение максимальной интенсивности ПРР обуславливается, в первую очередь, выбором и применением оптимальной в данных условиях технологии обработки грузов.
Наиболее эффективной технологией является такая, при которой объём перегрузочных работ наибольший, а затраты рабочей силы, материально-технических средств и времени на выполнение работ – наименьшие. Оптимизация должна достигаться за счет экономически целесообразной концентрации перегрузочной техники и рабочей силы на каждом поставленном на обработку судне, с учетом применения наиболее совершенных технологических процессов погрузки-выгрузки и максимального совмещения грузовых и вспомогательных операций.