2. Технологическая часть
2.1. Краткое описание цеха прокатки широкополочных балок
Универсальный балочный стан предназначается для производства двутавровых балок с параллельными гранями полок из углеродистых и низколегированных сталей по ТУ-14-2-24-72 и отдельных крупногабаритных спецпрофилей в пределах предусмотренной проектом характеристики оборудования.
Техническая характеристика:
|
l. Bec прокатываемых заготовок, т |
2-18,8 |
|
2. Сечение заготовок, мм |
180×450 - 450×1000 |
|
3. Длина заготовок, м |
3,6 - 11,4 |
|
4. Марки сталей, катаемых на стане: а) углеродистые с пределом прочности, кг/мм2 47 с пределом текучести, кг/мм2 24 б) легированные с пределом прочности, кг/мм2 54 с пределом текучести, кг/мм2 40 |
|
|
47 | |
|
24 | |
|
54 | |
|
40 | |
|
5. Сечение балок, мм |
100×200 - 400×1000 |
|
6. Максимальная длина выкатываемых полос, м |
100 |
|
7. Длина готовых балок, м 6 - 30 в том числе получаемых на пилах горячей резки, м |
6 - 30 12 - 30 |
|
8. Производительность стана, т/год |
1700000 |
|
9. Минимальный расчетный цикл прокатки одной полосы, с |
50 |
Состав цеха. В состав оборудования цеха входят пять укрупнённых участков:
• нагревательные печи
• рабочая линия стана
• участок сборки и перевалки клетей
• пилы горячей резки
• холодильники
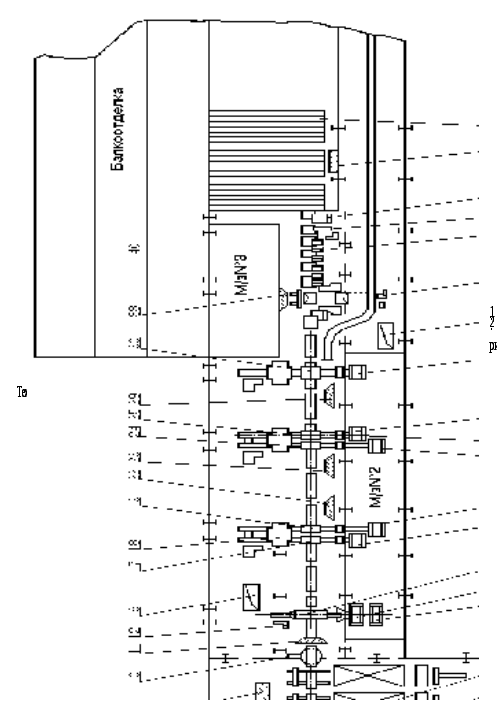
• балкоотделка
Участок нагревательных печей оборудован загрузочными стеллажами, рольгангами, печными толкателями, устройствами для выдачи нагретых заготовок, стеллажом недокатов со сталкивателем и одной установкой сбива окалины. Участок обеспечивает приём заготовок с адьюстажа машины непрерывного литья заготовок (МНЛЗ), транспортировку заготовок к нагревательным печам, посад заготовок в печи, нагрев в соответствии с температурным режимом, выдачу заготовок из печей, сбив окалины гидросбивом, подачу нагретых заготовок к рабочим линиям стана, а также возврат недогретых заготовок, либо недокатов в пролёт адьюстажа МНЛЗ.
Участок рабочих линий стана включает в себя обжимную реверсивную клеть «1300» с манипуляторами, кантователями, рабочими и раскатными рольгангами, промежуточную и предчистовую группы клетей в составе универсальной и вспомогательной клетей каждая, чистовую универсальную клеть, подъёмные столы с направляющими линейками, транспортные рольганги и установки сбива окалины. Участок обеспечивает прокатку нагретых заготовок по утверждённым схемам прокатки до получения требуемого двутавра или колонного профиля в соответствии с ГОСТом, с периодическим сбивом с них окалины водой высокого давления.
Участок сборки и перевалки клетей включает в себя: плитовины рабочего участка клетей, промежуточные плитовины, плитовины и балки участка разборки и сборки участка разборки и сборки клетей, эстакаду, устройство для перевалки клетей, передаточную и перевалочную тележки, выдвижные и переходные мостики, площадки для обслуживания и траверсы для смены горизонтальных и вертикальных валков. Участок сборки и перевалки клетей служит для установки универсальных и вспомогательных клетей в линии прокатки стана, для смены, обслуживания, разборки и сборки.
Участок пил горячей резки состоит из двух стационарных и четырех передвижных пил, передвижных рольганговых секций с управляемыми бортами, скипового подъёмника, устройства для подачи обрезков в скип, клеймителя и стационарных рольгангов перед и за пилами. Участок обеспечивает порезку раскатов на штанги мерной или нормальной длины согласно заказам, клеймение и маркировку штанг и удаление обрези в вагоны.
Участок холодильников включает в себя три двухсекционных стеллажа-холодильника, оборудованные шлепперами и кантователями, подводящими и отводящими рольгангами. Участок обеспечивает приём поступающих с пил горячей резки порезанных раскатов, охлаждение их в положении «стоя на полке» и выдачу холодных балок в положении «лежа на боку» на рольганги балкоотделки.
Участок балкоотделки включает в себя правильные машины с горизонтальными и вертикальными роликами, линии осмотра балок в потоке, горизонтально-правильные прессы, пилы холодной резки, рольганги, стеллажи, и другое вспомогательное оборудование. Участок обеспечивает правку проката, осмотр, доотделку и выдачу балок на склад для складирования или погрузки в вагоны.
Спецификация к рис.2.1 приведена в табл.2.1.
Таблица 2.1
Технологический состав цеха
|
№ поз. |
Наименование | |
|
1 |
Рольганги | |
|
2 |
Загрузочное устройство | |
|
3 |
Пульт управления 1 (ПУ-1) | |
|
4 |
Пульт управления 2 (ПУ-2) | |
|
5 |
Толкатель печной | |
|
6 |
Нагревательная печь | |
|
7 |
Устройство для безударной выдачи металла | |
|
8 |
Сталкиватель недокатов | |
|
9 |
Пульт управления 3 (ПУ-3) | |
|
10 |
Гидросбив окалины | |
|
11 |
Пульт управления 4 (ПУ-4) | |
|
12 |
Перевалочное устройство | |
|
13 |
Верхний электродвигатель - 5250 кВт 65-100 об/мин | |
|
Продолжение таблицы 2.1
| ||
|
14 |
Нижний электродвигатель 5250 кВт 65-100 об/мин | |
|
15 |
Обжимная клеть «1300» | |
|
16 |
Яма окалины № 1 | |
|
17 |
Вспомогательная клеть №1 (ВК-1) | |
|
18 |
Устройство для перевалки клетей | |
|
19 |
Главная универсальная клеть №1 (ГУК-1) | |
|
20 |
Электродвигатель 3600 кВт 80-150 об/мин | |
|
21 |
Электродвигатель 8500-770 кВт 63-110-120 об/мин | |
|
22 |
Пульт управления 5 (ПУ-5) | |
|
23 |
Пульт управления 6 (ПУ-6) | |
|
24 |
Главная универсальная клеть №2 (ГУК-2) | |
|
25 |
Вспомогательная клеть №2 (ВК-2) | |
|
26 |
Электродвигатель 6500 кВт 80-150 об/мин | |
|
27 |
Электродвигатель 3600 кВт 100-250 об/мин | |
|
28 |
Шестерная клеть | |
|
29 |
Пульт управления 7 (ПУ-7) | |
|
30 |
Чистовая универсальная клеть | |
|
31 |
Электродвигатель 4500 кВт 80-150 об/мин | |
|
32 |
Яма окалины №2 | |
|
33 |
Пульт управления 8 (ПУ-8) | |
|
34 |
Скиповый подъёмник | |
|
35 |
Пила горячей резки | |
|
36 |
Клеймовочная машина | |
|
37 |
Маркировщик балок | |
|
38 |
Пульт управления 9 (ПУ-9) | |
|
39 |
Холодильник | |
|
40 |
Пульт управления 10 (ПУ-10) | |