

9.2. Основные элементы приспособлений. Стандартизация приспособлений и их элементов.
В присп. основными являются следующие элементы:
Установочные, для установки заг-ки, для напр-ния инстр-та и контроля его положения, а также вспомог-ые устр-ва и корпуса присп-ний.
(1). Уст-ные элементы обеспечивают реализацию схемы базирования заг-ки согласно операционного эскиза на данную операцию. К ним относятся: 1. установка заг-ки на плоские технолог. базы:
- установочные штыри;
- установочные планки а)-плоские; б)-с пазами.
(2). Прихваты – это элементы, которые непосред-но контактируют с заг., передавая на неё силу закрепления:
- планки, (+)-планка может быть усилителем, простота, удобство и быстро уст-ся; (-)- приходится увел-ть корпус присп-ния;
- Г-образные прихваты. (+)-всё компактно, находится в зоне заг-ки. - двухместные прихваты .
(3). Силовые механизмы – это уст-ва, которые позволяют преобразовывать исходную силу непосредственно на прихваты присп-ния или заг-ку. К этим механизмам относят:
а) клиновые механизмы. (+)-простота констр-ии, быстродействие, в определённых условиях могут быть самотормозящие; (-)- относительно небольшой коэф-ент преобр-ния исходной силы в зажимную. б) эксцентриковые механизмы. (+)- быстродействие, простота конструкции. в) рычажные механизмы
г) рычажно-шарнирные д) винтовые механизмы зажима (+)-большой коэф-т преобр-ния исходной силы в зажимную; самотормозящие; (-)-небыстродействующие.
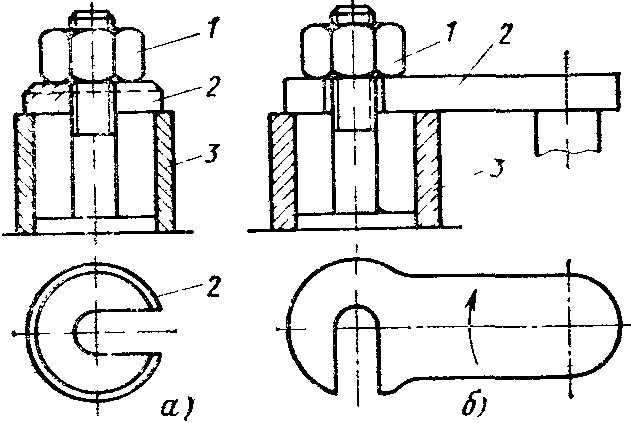
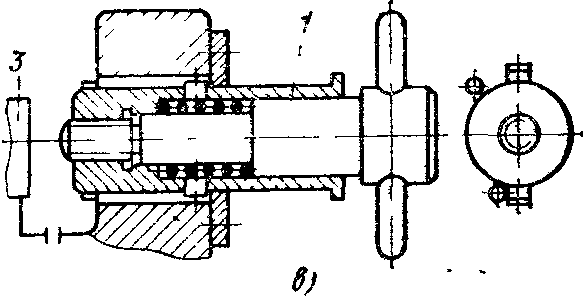
Рис,. Быстродействующие винтовые зажимы
На рис. 47 показаны некоторые конструкции быстродействующих зажимов. Наиболее прост винтовой зажим с разрезной шайбой (рис. а) или откидной разрезной планкой (рис. б). После ослабления гайки / (или планки) шайба 2 сдвигается и заготовка,снимается через гайку; диаметр последней должен быть меньше диаметра отверстия в заготовке. Применяют также плунжерные устройства (рис. в). Они позволяют отводить зажимной элемент / на большое расстояние от заготовки 3 и крепить ее поворотом стержня на малый угол.
(4). Приводы: они могут быть ручными механизированными (используют энергию сжатого воздуха, жидкости под давлением, эл-маг. явления и т.п. для закрепления заг-ки).
Механизированные признаки делят на:
- пневматические; - гидравлические; - электромагнитные; - вакуумные; - инерционные; - от элементов движ-ся частей станка.
(5). Корпус присп-ия объединяет все элементы в единую конструкцию. К корпусам предъявляют следующие требования:
- должно обладать достаточной жёсткостью и прочностью;
- обеспечивать надёжную установку присп. на станке;
- должно обладать высокой технологичностью в изгот-нии;
- форма корпуса должна исключать скапливание стружки, СОЖ в элементах присп-ния; - для тяжёлых присп-ний необх-мо предусматривать на корпусе установку рым-болтов для удобства транспорт-ки; - для точной ориентации присп-ния относительно станка или реж-го инстр-та на корпусе должны предусматриваться установочные шпонки.
Стандартизация приспособлений и их элементов включает в себя обобщение и корректировку ранее выпушенных нормалей. К нормализации приспособлений относятся нормализация их общих конструктивных и размерных элементов. Целью нормализации являются установление размерных рядов на элементы и узлы приспособлений, определение габаритных и присоединительных размеров, нормализации конструктивных элементов (резьб, шпоночных соединений). установление посадок для применяемых сопряжений и допусков на основные детали. Нормализации также подвергают детали специальных приспособлений (установочные элементы, детали зажимных устройств, корпуса приспособлений н их элементы) и их заготовки (отливки, поковки), а также узлы зажимных систем (пневмоцилнндры, пневмокамеры. гндроцнлнндры). Узлы вспомогательных устройств (делительные и поворотные механизмы, фиксаторы, выталкиватели).
Билет № 10