

Порядок выполнения работы
Внести в табл. 4.1 обозначение отверстия, для которого предназначены калибры. Если калибры замаркированы по системе ОСТ, то необходимо заменить поля допусков на систему ЕСДП по приложению XI.
Построить схему полей допусков отверстия и калибров для него.
Определить наибольший и наименьший предельные размеры отверстия и проставить их на схеме полей допусков. Предельные отклонения находят по табл. 2 приложения I.
Подсчитать предельные размеры калибров по значениям Z, H и У, приведенным в табл. 16.2 (см. задачу 16, с. 119):
наибольший предельный размер Р-ПР dmaxР-ПР= Dmin+Z + H/2 ;
наименьший предельный размер Р-ПР dmin Р-ПР= Dmin+Z - H/2 ;
размер с учетом износа Р-ПР dизн Р-ПР= Dmin–y;
наибольший предельный размер Р-НЕ dmaxР-НЕ= Dmax+ H/2;
наименьший предельный размер Р-НЕ dmin Р-НЕ = Dmax- H/2.
Определить размеры рабочего проходного калибра (Р-ПР) по схеме, приведенной на рис. 4.6.
Таблица 4.1
|
Размер отверстия |
Обозначение калибра |
Размер блока плиток |
Предельные размеры калибра по стандарту, мм |
Результаты измерений, мкм |
Измеренные размеры калибра, мм |
Заключение о годности | ||||||||
|
Сечения, перпендикулярные к оси | ||||||||||||||
|
Наибольший |
Наименьший |
С учетом износа |
А-А |
В-ВI |
С-С |
Наибольший |
Наименьший | |||||||
|
Направление
| ||||||||||||||
|
1-1 |
2-2 |
1-1 |
2-2 |
1-1 |
2-2 | |||||||||
|
|
Р-пр |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р-НЕ |
|
|
|
|
|
|
|
|
|
|
|
|
| |
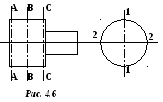
Подобрать блок плиток, размер которого равен наименьшему предельному размеру отверстия, и притереть одну из его измерительных поверхностей к столу. Отстопорить винт 1 (см. рис. 4.2), вращением поддерживающей гайки 11 опустить кронштейн 10 до тех пор, пока измерительный наконечник миниметра не коснется верхней свободной поверхности блока. Постепенным вращение гайки 11 стрелку миниметра довести до нулевого деления шкалы. Кронштейн 10 закрепить винтом 1. Окончательно установить стрелку миниметра на нуль путем вращения винта микроподачи 3. Проверить нулевую установку прибора, приподнимая и опуская два-три раза наконечник прибора при помощи арретира; удалить со столика блок, приподняв наконечник арретира, и поместить на его место калибр-пробку; произвести измерения в сечения по схеме, приведенной на рис. 4.6, и занести результаты в табл. 4.1. Действительный размер калибра равен сумме размера блока и показаний прибора с учетом знака отклонения.
Измерения производить следующим образом. Плотно прижать двумя пальцами пробку к столу и обкатать под измерительным наконечником. Наибольшее показание прибора будет соответствовать отклонению размера пробки от размера настройки.
Определить размеры рабочего непроходного калибра (Р-НЕ).
Подобрать блок плиток, размер которого равен наибольшему предельному размеру отверстия, настроить прибор на нуль и измерить калибр Р-НЕ так же, как и Р-ПР калибр. Результаты измерений занести в табл. 4.1.
Сравнить действительные размеры калибров с соответствующими допустимыми размерами по стандарту и дать заключение о их годности.
Отчет по работедолжен содержать цель работы, схему измерения, схему полей допусков, результаты измерений (см. табл. 4.1) и заключение о годности Р-ПР и Р-НЕ калибров.