

3. Методика выполнения работы
3.1. Последовательность этапов работы
1. В качестве задания получить у преподавателя вариант сопрягаемых поверхностей.
2. Рассчитать и построить схемы полей допусков для размеров контролируемых поверхностей: вала и отверстия, а так же номинальных размеров калибра-пробки и калибра-скобы.
3. Выполнить эскизы рабочих калибров для контроля размеров отверстия и вала, проставить номинальные размеры с допусками и маркировку калибров.
3.2. Содержание отчета
1. Наименование и цель работы.
2. Описание вариантов заданий текстом.
3. Схемы полей допусков для размеров контролируемых поверхностей вала и отверстия, а так же номинальных размеров калибра-пробки и калибра-скобы.
4. Эскизы рабочих калибров для контроля размеров отверстия и вала.
Практическое занятие № 5
РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ МЕТОДОМ ПОЛНОЙ ВЗАИМОЗАМЕНЯЕМОСТИ
1. Цель занятия
Ознакомиться с методикой расчета сборочной линейной цепи методом полной взаимозаменяемости.
2. Краткая теоретическая часть
2.1. Основные термины и определения размерных цепей
Размерная цепь – совокупность размеров, непосредственно участвующих в решении поставленной задачи и образующих замкнутый контур. Эти размеры координируют взаимное расположение поверхностей или осей одной или нескольких деталей в процессе их обработки, сборки или измерения.
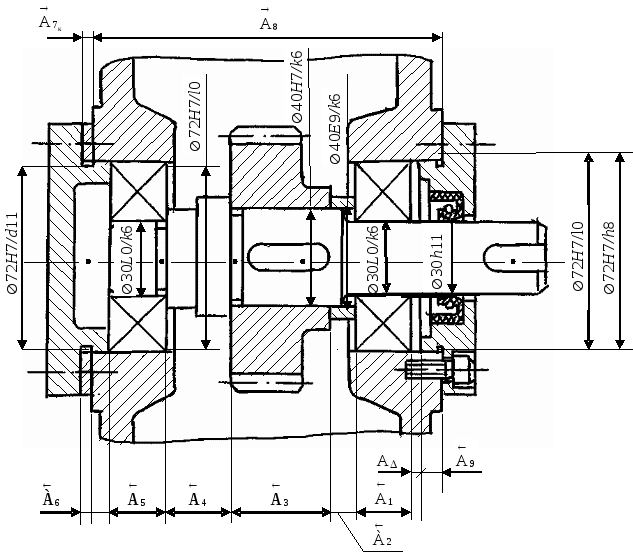
На рис.24 показан эскиз узла редуктора (а) и схема размерной цепи с компенсирующим звеном (б).
Размеры, образующие размерную цепь, называются звеньями размерной цепи. Все звенья принято обозначать прописными буквами русского алфавита и индексом, обозначающим номер звена (А1, Б1…), если они образованы линейными размерами и строчными буквами греческого алфавита , , … (кроме букв , , , , ), если они составляют угловые размеры.
Одно из звеньев цепи называется замыкающим – это такое звено, которое является исходным при постановке задачи или получается в размерной цепи последним в результате ее решения при изготовлении деталей, сборке или измерении. Обозначается оно с использованием индекса (А, В, …).
Все звенья размерной цепи, кроме замыкающего, называются составляющими и делятся на увеличивающие и уменьшающие.
Увеличивающим
звеном
размерной цепи называется такое звено,
с
увеличением которого замыкающее звено
увеличивается. Обозначение звена на
схемах –
![]() .
.
Уменьшающим
звеном
размерной цепи называется такое звено,
с увеличением
которого замыкающее звено уменьшается
(![]() ).
).
Если увеличивающие и уменьшающие звенья определены правильно, то направление стрелок над буквами будет указывать движение в одном направлении по замкнутому контуру размерной цепи.
а)

б)
Рис. 24.Эскиз узла редуктора (а) и схема размерной цепи с компенсирующим звеном (б)
2.2. Основные соотношения размерных цепей
Перед построением размерной цепи, нужно выявить замыкающее звено и установить его допуск. Допуск замыкающего звена устанавливается из условий нормального функционирования механизма. Например, в размерной цепи (рис. 24) замыкающим звеном А является тепловой зазор между торцом наружного кольца подшипника и крышкой, который должен быть достаточным для компенсации теплового расширения вала.
При построении размерных цепей необходимо учитывать их основные свойства:
Размерная цепь должна быть замкнутой.
Размер любого звена сборочной цепи должен относиться к элементам конкретной детали. Исключением является замыкающее звено. Оно всегда соединяет элементы разных деталей.
Цепь должна быть составлена наикратчайшим способом, т.е. деталь своими элементами должна входить в размерную цепь только один раз.
Сущность расчета размерной цепи заключается в определении допусков и предельных отклонений всех звеньев, исходя из требований конструкций и технологии.
Основное уравнение линейной размерной цепи, обеспечивающее ее замкнутость:
![]() ,
(1)
,
(1)
где
А,
![]() – номинальные значения замыкающего,
увеличивающих и уменьшающих звеньев;
– номинальные значения замыкающего,
увеличивающих и уменьшающих звеньев;
j – 1, 2 … n + p – номер звена;
n, p – числа увеличивающих и уменьшающих звеньев соответственно.
Для определения соотношений между допуском замыкающего звена и допусками составляющих звеньев размерной цепи, необходимо рассчитать предельные размеры замыкающего звена Аmax и Аmin, а затем его – допуск ТА (как разность наибольшего и наименьшего предельных значений):
![]() (2)
(2)
![]() (3)
(3)
 (4)
(4)
Обозначив общее число звеньев в размерной цепи, включая замыкающее звено, через m, а (n + p = m – 1) – число звеньев без него, окончательно получим:
![]() (5)
(5)
Из формулы (5) видно, что увеличение числа звеньев и допуска каждого звена в размерной цепи приведет к снижению точности замыкающего звена. Поэтому для достижения наибольшей точности замыкающего звена при конструировании машин, проектировании технологических процессов и измерении нужно соблюдать принцип кратчайшей размерной цепи. Уменьшение числа звеньев позволяет увеличить их допуски при том же значении допуска замыкающего звена и тем самым снизить стоимость их изготовления.
Аналогичным образом можно найти предельные отклонения замыкающего звена: верхнее Еs(A) , нижнее Еi(A), координату середины поля допуска Еm(A).
![]() (6)
(6)
![]() (7)
(7)
![]() (8)
(8)
Существуют следующие методы достижения заданной точности замыкающего звена (решение размерных цепей):
метод полной взаимозаменяемости (расчет на максимум-минимум);
метод неполной взаимозаменяемости (вероятностный метод);
метод пригонки;
метод регулирования;
При выборе метода обеспечения заданной точности замыкающего звена возможно большое количество вариантов сочетаний допусков составляющих звеньев при выполнении уравнения 5. Чисто математическими методами это уравнение решить невозможно. Поэтому допуск замыкающего звена необходимо распределить между составляющими звеньями цепи, учитывая требование минимальной себестоимости изготовления сборочной единицы (для чего нужно знать технологию и трудоемкость изготовления детали на данном предприятии). Распределение допуска замыкающего звена между составляющими звеньями производят различными способами. Один из способов – это способ допуска одного квалитета, который основывается на том, что все звенья размерной цепи выполнены с одинаковой точностью, что обеспечивает минимальную себестоимость изготовления этого узла.
Частным случаем способа равных квалитетов является способ равных допусков. Среднее значение допуска, равного для всех звеньев рассчитывается по формуле:
![]() (9)
(9)
Но при большом колебании номинальных размеров составляющих звеньев такой подход не корректен, т.к. возникнет необходимость большие детали с большими размерами (корпуса, валы и т.д.) изготавливать с более точными квалитетами. Поэтому для обеспечения минимальной себестоимости изготовления узла расчет размерной цепи следует производить способом допусков одного квалитета (одинаковой точности). Допуски звеньев, назначенные по одному квалитету, должны удовлетворять условию:
![]() (10)
(10)
Учитывая, что допуск любого размера равен: Т = k i, и для допусков всех звеньев цепи число единиц допуска (k) будут одинаковы (т.к. все размеры выполняются по одному квалитету), формулу (5) можно записать:
ТА
= k1
i1
+ k2
i2
+ … + km–1
im–1;
![]() .
.
Окончательно:
 .
(11)
.
(11)
Сопоставляя затем вычисленное значение kср с числом единиц допуска (табл. 5), определяют средний квалитет допусков составляющих звеньев цепи.