

3.2. Расчет предельных зазоров и натягов по известным посадкам
В таблице 14 находятся предлагаемые для студентов варианты заданий для выполнения данного этапа практической работы. Для каждого номинального диаметра, указанного в задании, нужно построить три посадки, указанные в столбце «посадки».
Пример: по указанным в табл. 14 вариантам построить посадки. Определить их тип и параметры, характеризующие эти посадки (примеры приведены в таблице 4).
Найти максимальный и минимальный зазоры (натяги): 18H10/c11, 60H7/is7, 140H7/r6.
Решение:
1.Посадка: 18H10/c11.
Сначала необходимо построить поле допуска для вала: 18c11, затем построить поле допуска для отверстия: 18H10. Из схемы видно, что поле допуска отверстия находится выше поля допуска вала (рис. 11), откуда следует, что посадка с зазором. После этого необходимо указать максимальный и минимальный зазоры.

Рис. 11. Схема полей допусков отверстия и вала в посадке 18 H10/c11
2. Посадка: 60H7/js7.
Аналогично строим поле допуска для вала: 60js7, затем – поле допуска для отверстия: 60H7. Из схемы видно, что поле допуска отверстия пересекается с полем допуска вала (рис. 12, откуда следует, что посадка переходная. После этого необходимо указать максимальные зазор и натяг.
3. Посадка: 140H7/r6.
Строим поле допуска для вала: 140r6, затем – поле допуска для отверстия: 140H7. Из схемы видно, что поле допуска отверстия находится ниже поля допуска вала (рис. 13, откуда следует, что посадка с натягом. После этого необходимо указать максимальный и минимальный натяги.
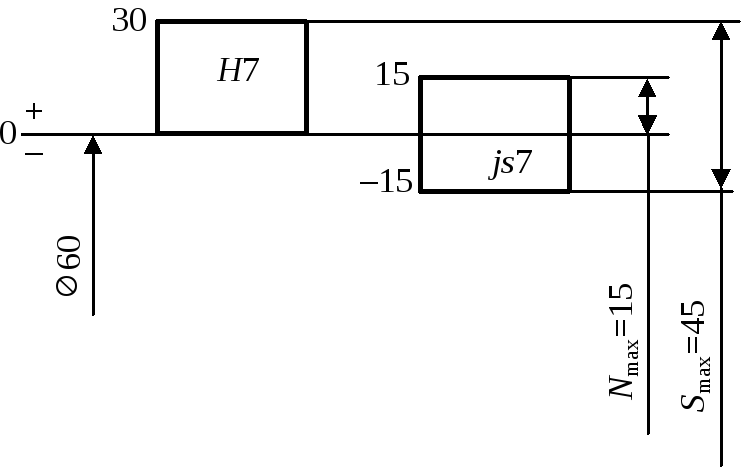
Рис. 12. Схема полей допусков отверстия и вала в посадке 60 H7/js11
EMBED Word.Picture.8
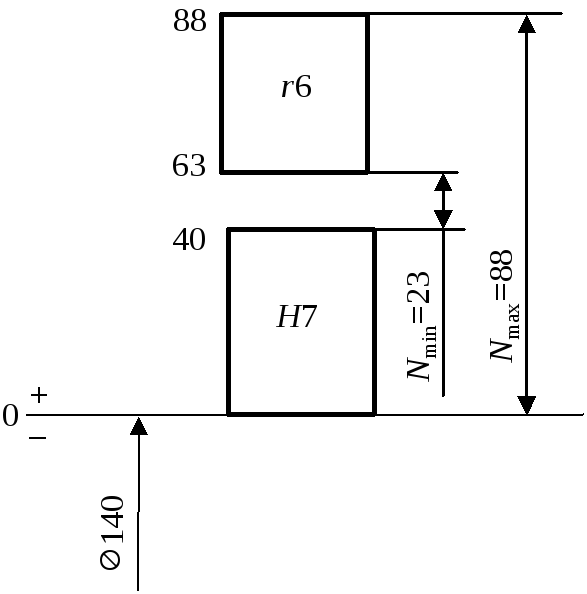
Рис. 13. Схема полей допусков отверстия и вала в
посадке 140 H7/r6
3.3. Определение посадки по известным зазорам и натягам
В таблице 15аходятся предполагаемые для студентов варианты заданий для выполнения данного этапа практического работы. Для каждого диаметра, указанного в варианте задания даны три варианта зазоров и натягов.
Таблица 15
Варианты заданий по определению посадок по известным предельным зазорам и натягам
|
Вариант |
Диаметр, мм |
Smax, min; Nmax, min, (мкм) |
|
1 2 3 |
40 45 48 |
Smax=66, Smin=15 Smax=16, Nmax=25 Nmax=42, Nmin=1 |
|
4 5 |
5 6 |
Smax=24, Smin=4 Smax=16, Nmax=4 Nmax=27, Nmin=5 |
|
6 7 8 |
19 22 26 |
Smax=175, Smin=80 Smax=13, Nmax=20 Nmax=50, Nmin=13 |
|
9 10 11 |
90 95 120 |
Smax=70, Smin=10 Smax=48, Nmax=10 Nmax=76, Nmin=20 |
|
12 13 14 |
130 150 170 |
Smax =145, Smin=40 Smax=115, Nmax=50 Nmax=125, Nmin=50 |
|
15 16 17 |
85 100 105 |
Smax=60, Smin=2 Smax=22, Nmax=35 Nmax=60, Nmin=2 |
|
18 19 20 |
34 36 42 |
Smax=270, Smin=75 Smax=23, Nmax=18 Nmax=42, Nmin=3 |
|
21 22 23 |
53 56 80 |
Smax=170, Smin=80 Smax=28, Nmax=20 Nmax=40, Nmin=2 |
|
24 25 26 |
34 40 48 |
Smax=130, Smin=78 Smax=16, Nmax=25 Nmax=42, Nmin=1 |
|
27 28 |
8 10 |
Smax=20, Smin=5 Smax=13, Nmax=10 Nmax=30, Nmin=3 |
|
29 30 31 |
190 220 250 |
Smax=90, Smin=20 Smax=42, Nmax=35 Nmax=110, Nmin=35 |
|
32 33 |
2 3 |
Smax=55, Smin=14 Smax=8, Nmax=10 Nmax=20, Nmin=2 |
Продолжение табл. 15
|
Вариант |
Диаметр, мм |
Smax, min; Nmax, min, (мкм) |
|
34 35 36 |
36 42 50 |
Smax=110, Smin=40 Smax=25, Nmax=18 Nmax=50, Nmin=10 |
|
37 38 |
5 6 |
Smax=30, Smin=10 Smax=26, Nmax=5 Nmax=30, Nmin=6 |
|
39 40 41 |
125 140 180 |
Smax=210, Smin=85 Smax=14, Nmax=50 Nmax=95, Nmin=30 |
|
42 43 44 |
20 24 30 |
Smax=55, Smin=20 Smax=10, Nmax=23 Nmax=40, Nmin=7 |
|
45 46 47 |
85 105 120 |
Smax=370, Smin=120 Smax=32, Nmax=25 Nmax=100, Nmin=44 |
|
48 49 50 |
53 60 75 |
Smax=200, Smin=100 Smax=30, Nmax=40 Nmax=50, Nmin=7 |
|
51 52 53 |
56 63 80 |
Smax=140, Smin=60 Smax=10, Nmax=40 Nmax=62, Nmin=20 |
|
54 55 |
8 9 |
Smax=47, Smin=25 Smax=8, Nmax=10 Nmax=32, Nmin=7 |
|
56 57 58 |
190 200 220 |
Smax=250, Smin=110 Smax=95, Nmax=25 Nmax=190, Nmin=70 |
|
59 60 61 |
20 26 30 |
Smax=330, Smin=60 Smax=23, Nmax=18 Nmax=40, Nmin=5 |
|
62 63 64 |
56 60 80 |
Smax=50, Smin=3 Smax=28, Nmax=20 Nmax=75, Nmin=35 |
|
65 66 67 |
90 100 110 |
Smax=480, Smin=120 Smax=32, Nmax=25 Nmax=76, Nmin=20 |
|
68 69 70 |
36 42 48 |
Smax=66, Smin=25 Smax=25, Nmax=18 Nmax=60, Nmin=18 |
Продолжение табл. 15
|
Вариант |
Диаметр, мм |
Smax, min; Nmax, min, (мкм) |
|
71 72 73 |
130 150 180 |
Smax=80, Smin=15 Smax=35, Nmax=30 Nmax=135, Nmin=70 |
|
74 75 76 |
85 95 120 |
Smax=215, Smin=70 Smax=46, Nmax=11 Nmax =60, Nmin=2 |
|
77 78 79 |
19 20 26 |
Smax=140, Smin=40 Smax=13, Nmax=1 Nmax=50, Nmin=10 |
|
80 81 82 |
90 100 105 |
Smax=140, Smin=70 Smax=50, Nmax=40 Nmax =93, Nmin=36 |
|
83 84 85 |
130 140 180 |
Smax=80, Smin=10 Smax=27, Nmax=40 Nmax=120, Nmin=50 |
|
86 87 88 |
190 210 250 |
Smax=125, Smin=50 Smax=30, Nmax=34 Nmax=80, Nmin=4 |
|
89 90 91 |
36 40 50 |
Smax=50, Smin=10 Smax=8, Nmax=38 Nmax=70, Nmin=4 |
|
92 93 94 |
125 140 170 |
Smax=145, Smin=103 Smax=37, Nmax=25 Nmax=70, Nmin=3 |
|
95 96 97 |
85 105 110 |
Smax=480, Smin=120 Smax=20, Nmax=35 Nmax=60, Nmin=2 |
|
98 99 100 |
125 130 150 |
Smax=175, Smin=70 Smax=15, Nmax=50 Nmax=70, Nmin=3 |
|
101 102 103 |
19 22 26 |
Smax=95, Smin=40 Smax=20, Nmax=15 Nmax=40, Nmin=7 |
|
104 105 106 |
53 60 75 |
Smax=450, Smin=140 Smax=19, Nmax=30 Nmax=40, Nmin= 2 |
|
107 108 |
2 3 |
Smax=25, Smin=6 Smax=10, Nmax =6 Nmax=21, Nmin=2 |
Окончание табл. 15
|
Вариант |
Диаметр, мм |
Smax, min; Nmax, min, (мкм) |
|
109 110 111 |
190 200 220 |
Smax=70, Smin=17 Smax=30, Nmax=46 Nmax =120, Nmin=30 |
|
112 113 114 |
260 280 300 |
Smax=170, Smin=140 Smax=65, Nmax=18 Nmax=160, Nmin=75 |
|
115 116
|
8 9 |
Smax=50, Smin=10 Smax=8, Nmax=33 Nmax=68, Nmin=5 |
|
117 118 119 |
90 100 110 |
Smax=160, Smin=70 Smax=22, Nmax=12 Nmax=60, Nmin=2 |
|
120 121 122 |
38 42 48 |
Smax=50, Smin=10 Smax=8, Nmax=33 Nmax=68, Nmin=5 |
|
123 124 125 |
260 280 300 |
Smax=640, Smin=190 Smax=80, Nmax = 35 Nmax=126, Nmin=40 |
|
126 127 |
9 10 |
Smax=38, Smin=3 Smax=15, Nmax=20 Nmax=28, Nmin=1 |
|
128 129 130 |
90 100 120 |
Smax=180, Smin=74 Smax=55, Nmax=20 Nmax=76, Nmin=20 |
Пример: по приведенным в вариантах (табл. 15 максимальным или минимальным зазорам (натягам) построить посадку в системе отверстия:
1 – для 100: Smax=260 мкм, Smin=115 мкм
2 – для 30: Nmax=50 мкм, Nmin=13 мкм
3 – для 70: Smax=18 мкм, Nmax=23 мкм
Решение:
Для 100: Smax=260 мкм, Smin=115 мкм
Известно, что допуск посадки – сумма допусков отверстия и вала, составляющих соединение, а с другой стороны, это есть разность большего и меньшего зазоров в посадке с зазором, т.е.:
ТП = Тотв. + Твала = Smax – Smin = 260 – 115 = 145 мкм
Далее предполагаем, что отверстие и вал изготовлены с одинаковой точностью: Тотв. = Твала = ТП/2 = 145/2 = 72,5 мкм. По табл.7 определяем, какому квалитету соответствует эта точность:
IT8=54 мкм, IT9=87 мкм, т.е., детали могут быть изготовлены либо по 8-му, либо по 9-му квалитетам.
Если и отверстие, и вал будут изготовлены по 8-му квалитету, то допуск их посадки:
ТП = IT8 + IT8 = 54 + 54 = 108 мкм,
если они будут изготовлены по 9-му квалитету, то:
ТП = IT9 + IT9 = 87 + 87 = 174 мкм,
а если одна из деталей будет изготовлена по 8-му квалитету, а другая – по 9-му, то:
ТП = IT8 + IT9 = 54 + 87 = 141 мкм, что соответствует ближайшему значению допуска посадки данного по заданию.
Поэтому принимаем, что отверстие изготовлено по 9-му квалитету, а вал – по 8-му. Т.к. требуется построить посадку в системе отверстия, то отложив H9, (рис. 14) одбираем вал. Его поле допуска будет находиться ниже нулевой линии, поэтому основное отклонение вала определяется из табл. 8 по ближайшему требуемому минимальному зазору Smin=115 мкм и соответствует ближайшему отклонению d: ei=–120 мкм. Отложив от основного отклонения допуск вала по 8-му квалитету, строим поле допуска для вала d9. Максимальный зазор при этом составляет 261 мкм, ближайший к требуемому Smax=260 мкм.

Рис. 14 Cхема полей допусков отверстия и вала в
посадке 100 H8/d11
2. Для 30: Nmax=50 мкм, Nmin=13 мкм
Как и в первом случае, допуск посадки – сумма допусков отверстия и вала, составляющих соединение, а с другой стороны, это есть разность большего и меньшего натягов в посадке с натягом, т.е.:
ТП = Тотв. + Твала = Nmax – Nmin = 50 – 13 = 37 мкм
Далее предполагаем, что Тотв. = Твала = ТП/2 = 37/2 = 18,5 мкм. По табл. 7определяем, какому квалитету соответствует эта точность:
IT6=13 мкм, IT7=21 мкм, т.е., детали могут быть изготовлены либо по 6-му, либо по 7-му квалитетам. Если и отверстие, и вал будут изготовлены по 6-му квалитету, то допуск их посадки: ТП = IT6 + IT6 = 13 + 13 = 26 мкм,
если они будут изготовлены по 7-му квалитету, то:
ТП = IT7 + IT7 = 21 + 21 = 42 мкм,
а если одна из деталей будет изготовлена по 6-му квалитету, а другая – по 7-му, то:
ТП = IT6 + IT7 = 13 + 21 = 34 мкм, что соответствует ближайшему значению допуска посадки данного по заданию. Поэтому принимаем, что отверстие изготовлено по 7-му квалитету, а вал – по 6-му. Т.к. требуется построить посадку в системе отверстия, то, отложив H7, (рис. 15) подбираем вал. Его поле допуска будет находиться выше нулевой линии, поэтому основное отклонение вала определяется из табл. 9 по ближайшему требуемому минимальному натягу Nmin=13 мкм и определяется как сумма величин верхнего отклонения отверстия и минимального натяга: ei = ES + Nmin = 21 + 13 = 34 мкм. По таблице это соответствует ближайшему отклонению s: ei=35 мкм. Отложив от основного отклонения допуск вала по 6-му квалитету, строим поле допуска для вала s6. Максимальный натяг при этом составляет 48 мкм, ближайший к требуемому Nmax=50 мкм.

Рис. 15. Cхема полей допусков отверстия и вала в
посадке 30 H7/s6
3. Для 70: Smax=18 мкм, Nmax=21 мкм
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение, а с другой стороны, это есть сумма максимального натяга и зазора в переходной посадке, т.е.:
ТП = Тотв. + Твала = Smax + Nmax = 18 + 21 = 39 мкм.
Если отверстие и вал изготовлены с одинаковой точностью, то: Тотв. = Твала = ТП/2 = 39/2 = 19,5 мкм. По табл. 7 определяем, какому квалитету соответствует эта точность:
IT6=19 мкм, IT7=30 мкм. Если и отверстие, и вал будут изготовлены по 6-му квалитету, то допуск их посадки:
ТП = IT6 + IT6 = 19 + 19 = 38 мкм,
если они будут изготовлены по 7-му квалитету, то:
ТП = IT7 + IT7 = 30 + 30 = 60 мкм,
а если одна из деталей будет изготовлена по 6-му квалитету, а другая – по 7-му, то:
ТП = IT6 + IT7 = 19 + 30 = 49 мкм. Ближайшему значению исходного допуска посадки соответствует первый случай. Поэтому принимаем, что и отверстие, и вал изготовлены по 6-му квалитету. Отложив на схеме H6, (рис. 16) подбираем вал. Его поле допуска будет пересекаться с полем допуска отверстия (это могут быть отклонения js, k, m, n), поэтому основное отклонение вала определяется из табл. 9 как ближайшее значение, соответствующее требуемому максимальному зазору Smax=18 мкм и определяется как разность величин верхнего отклонения отверстия и максимального зазора:
ei = ES – Smax = 19 – 18 = 1 мкм.
По таблице это соответствует ближайшему отклонению k: ei=2 мкм. Отложив от основного отклонения допуск вала по 6-му квалитету, строим поле допуска для вала k6. Максимальный натяг при этом составляет 21 мкм, ближайший к требуемому Nmax=20 мк.

Рис. 16. Схема полей допусков отверстия и вала в
посадке 60 H6/k6