

Продолжительность, мин Операции
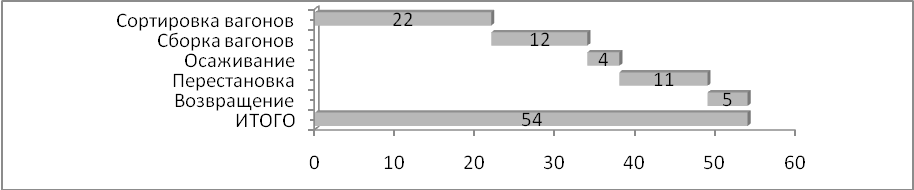
Рисунок 1.2 – График окончания формирования двухгруппного состава на одном пути
Продолжительность,
мин Операции
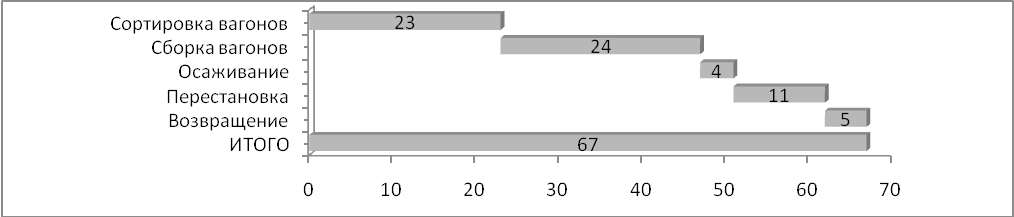
 Рисунок
1.3 – График окончания формирования
состава из четырех групп
Рисунок
1.3 – График окончания формирования
состава из четырех групп
Операции Продолжительность,
мин
 Рисунок
1.4 – График окончания формирования
состава из пяти групп
Рисунок
1.4 – График окончания формирования
состава из пяти групп
Операции Продолжительность,
мин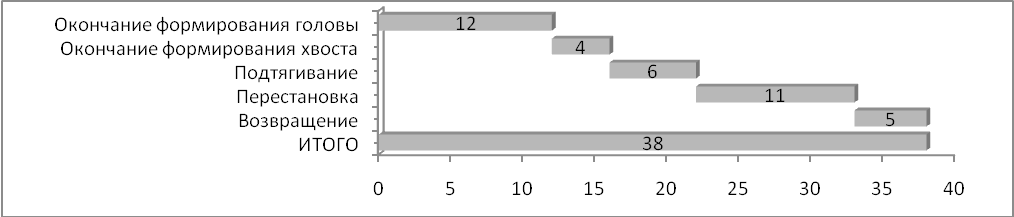
Продолжительность,
мин Операции
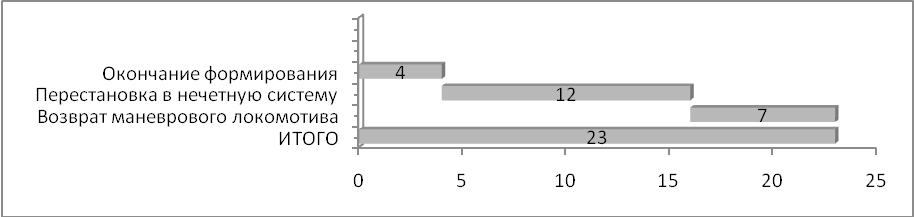 Рисунок
1.6 – График окончания формирования
углового состава
Рисунок
1.6 – График окончания формирования
углового состава
-
Определение числа маневровых локомотивов на вытяжках
Число маневровых локомотивов на вытяжках в базовом варианте задается из условия, что бы коэффициент загрузки локомотивов операциями формирования составов не превышал 0,85.
Мв
=
![]() ,
(1.22)
,
(1.22)
где ψдоп – загрузка локомотива дополнительными операциями;
Твр – время простоя локомотива по враждебности.
Для определения суммарного количества локомотиво-минут воспользуемся таблицей.
Таблица 1.7 Определение затрат локомотиво-минут на окончание формирования составов каждой категории
|
Категория поезда |
Затраты лок-мин на ОФ одного состава |
Число составов данной категории |
Общие затраты лок-мин |
|
одногруппный |
31,7 |
37 |
1172,9 |
|
многогруппный (5групп) |
66,68 |
1,4 |
66,68 |
|
многогруппный (4группы) |
64,12 |
0,9 |
64,12 |
|
угловой |
19,98 |
6 |
119,88 |
|
2-группный на 1пути |
54.68 |
3,5 |
191,38 |
|
2-группный на 2путях |
35,65 |
8 |
285,2 |
|
ИТОГО |
|
|
1900,2 |
Исходя из полученной суммы затрат локомотивоминут, определим количество необходимых нам локомотивов (округляем в большую сторону):
![]()
Таким образом на вытяжках работают 2 локомотива.
-
Расчет маневровых параметров для определения времени на одну перестановку вагонов на вытяжки
Расчет величины маневровых параметров для определения времени на одну перестановку на вытяжки целесообразно представить в виде таблицы.
Таблица 1.8 Расчет маневровых параметров на одну перестановку вагонов на вытяжки
|
Наименование маневровых операций |
Число вагонов в маневровом составе |
Длина полурейса, м |
Величина параметров, мин |
|
|
ав |
b в |
|||
|
холостой рейс с вытяжки на сортировочный путь |
- |
350 |
1,21 |
- |
|
перестановка вагонов с сортировоч-ного пути на вытяжку |
18 |
620 |
1,56 |
0,03 |
|
перестановка вагонов с вытяжки на другой сортировочный путь |
18 |
620 |
1,56 |
0,03 |
Продолжение таблицы 1.8
|
Наименование маневровых операций |
Число вагонов в маневровом составе |
Длина полурейса, м |
Величина параметров, мин |
|
|
ав |
b в |
|||
|
холостой рейс с сортировочного пути на вытяжку |
- |
350 |
1,21 |
- |
|
И т о г о |
|
|
5,54 |
0,06 |
-
Технология обработки поездов своего формирования и транзитных
На станции Н сформированные и транзитные поезда обрабатываются на путях приемоотправочного парка (ПОП2). Специализация путей парка ПОП2 приведена в таблице 1.9.
Таблица 1.9 Специализация ПОП2
|
ПОП2 |
3,4,5,7,8,9,10,11,12 |
для приема и отправления транзитных поездов с А и Г и отправления поездов своего формирования на Б и В |
|
6 |
ходовой |
Сформированные поезда и транзитные обрабатываются одними и теме же бригадами.
1.5.1 Описание технологии обработки поездов своего формирования и транзитных
В ПОП2 с составами своего формирования транзитными выполняются операции:
- Технический осмотр или текущий безотцепочный ремонт вагонов;
- Коммерческий осмотр и устранение коммерческих неисправностей;
- Сдача документов локомотивной бригаде;
- Прицепка поездного локомотива;
- Опробование автотормозов.
О перестановке в ПОП2 ДСП извещает работников ПТОВ, ПКО с указанием путей. В процессе перестановке оператор СТЦ из телетайпного поста проводит проверку номеров вагонов в сформированном составе и передает их в СТЦ.
После перестановки ДСП по оповестительной или телефонной связи предъявляет оператору ПТОВ состав к техническому обслуживанию с указанием номера пути, количества вагонов в составе, номер головного и хвостового вагонов и время отправления поезда.
Работники ПТО, оградив состав сигналами, проводят технически осмотр и ремонт вагонов. Технический осмотр и ремонт вагонов проводится одновременно несколькими группами работников входящих в состав бригад. При обнаружении неисправности работники ремонтники наносят меловые отметки, а идущие следом слесари производят ремонт. Параллельно производят осмотр тормозов и их ремонт, после устранения неисправностей приступают к опробованию тормозов. После ремонта меловые отметки удаляют. Одновременно проводится коммерческий осмотр. О готовности состава в коммерческом отношении докладывают ДСП.
Пока эти операции выполняются, в СТЦ завершается подборка документов на вагоны, завершение оформления ТНГЛ. Документы конвертируются и отсылаются в ПОП2 к ДСПП. После отправления поезда ДСП передает дежурному диспетчеру номер и индекс поезда, вес число вагонов, наличие в составах вагонов с негабаритными грузами.
-
Определение количества групп в бригаде и числа бригад в парке отправления
Для расчета на ЭВМ продолжительности обработки сформированных и транзитных составов и простоя составов в ожидании в обработки _пределяяется минимальное необходимое число групп в бригадах ПТОВ и число бригад в ПОП2, занятых обработкой сформированных и транзитных поездов.
NгрПО
=
![]() = 5,8
≈
6 (1.23)
= 5,8
≈
6 (1.23)
Обработкой составов в ПОП2 занимаются 2 бригады состоящие из трех групп.
-
Система обеспечения составов поездными локомотивами и локомотивными бригадами
Тяговое обслуживание на прилегающих к станции Н участков осуществляется локомотивами и бригадами депо приписки Н, В и Г.
Схема участков обращения локомотивов и локомотивных бригад приведена на рисунке 1.7.
Условные обозначения:
 -
обращение локомотивов;
-
обращение локомотивов;
 -обращение
бригад.
-обращение
бригад.
Рисунок 1.7- Схема обращения локомотивов и локомотивных бригад
На станции Н производится отцепка поездных локомотивов от всех транзитных и разборочных поездов для технического осмотра.
-
Описание применяемой на станции «Н» СОСЛИБ
Из-за несовпадения моментов явки на работу локомотивных бригад и моментов выхода локомотивов с ПТОЛ1 со смотровых канав возникают простои поездных локомотив и локомотивных бригад в ожидании друг друга.
Из-за несовпадения моментов готовности составов с моментами выдачи локомотивов с бригадами из ПТОЛ1 возникают простои составов в ожидании локомотивов и ожидание локомотивов с бригадами в ожидании составов. Поэтому для снижения простоя на станции Н принимают следующую СОСЛИБ:
- Число выдачи локомотивов и локомотивных бригад планируется на 15-30% больше числа обеспечиваемых составов;
- На станции Н создается технологический резерв локомотивов (ТРЛ) и технический резерв локомотивных бригад (ТРБ).
Такой резерв создается из локомотивов и бригад подготовленных и явившихся в период отсутствия составов. Число локомотивов и локомотивных бригад в технологическом резерве в течение изменяется от 0 до установленного максимального уровня Sл и Sб соответственно.