

Изображение полей допусков сопрягаемых деталей, образующих посадки с зазором.
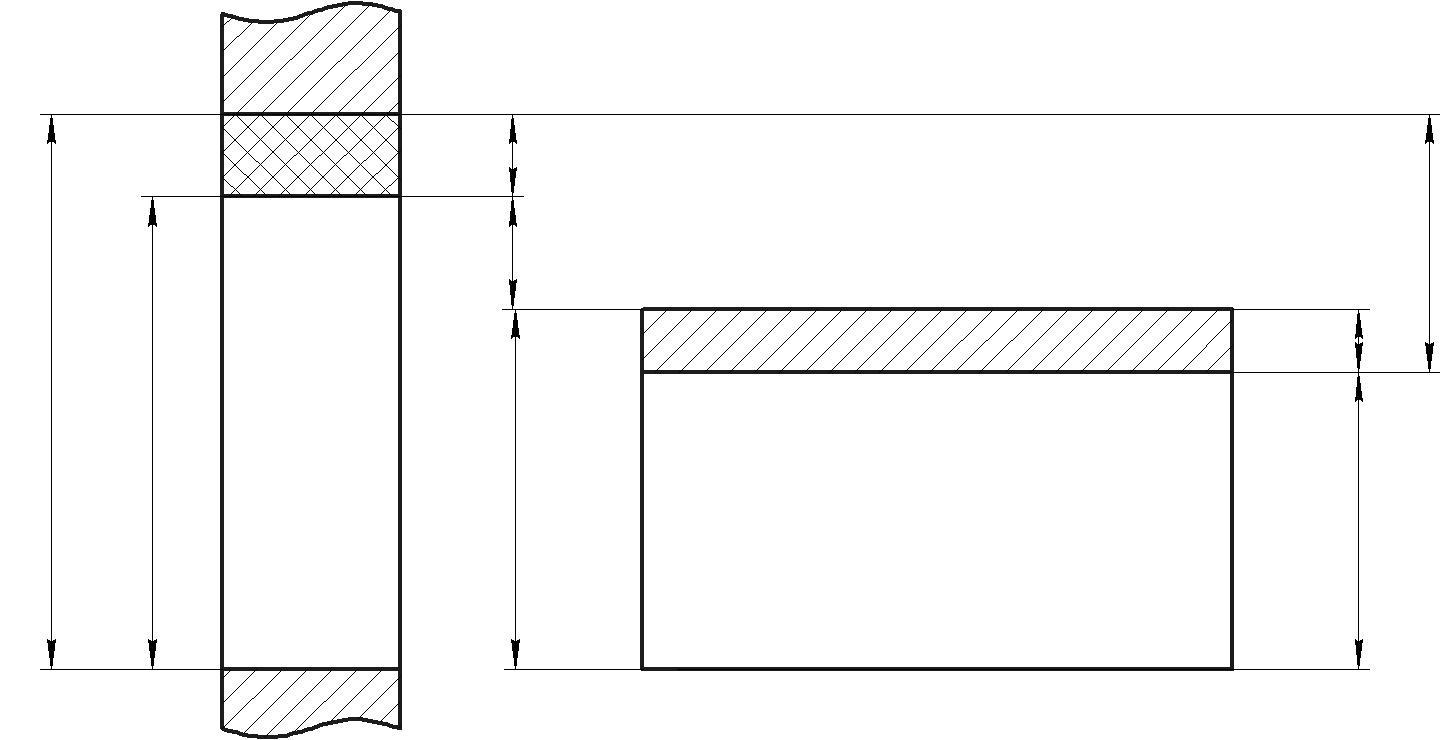








Dн=dн
Smax=Dmax – dmin =ES – ei
Smin=Dmin – dmax =EI – es
Ts=Smax – Smin = TD + Td
Точность посадки определяется точностью сопрягаемых деталей, т.е. допуск посадки равен сумме допусков отверстия и вала
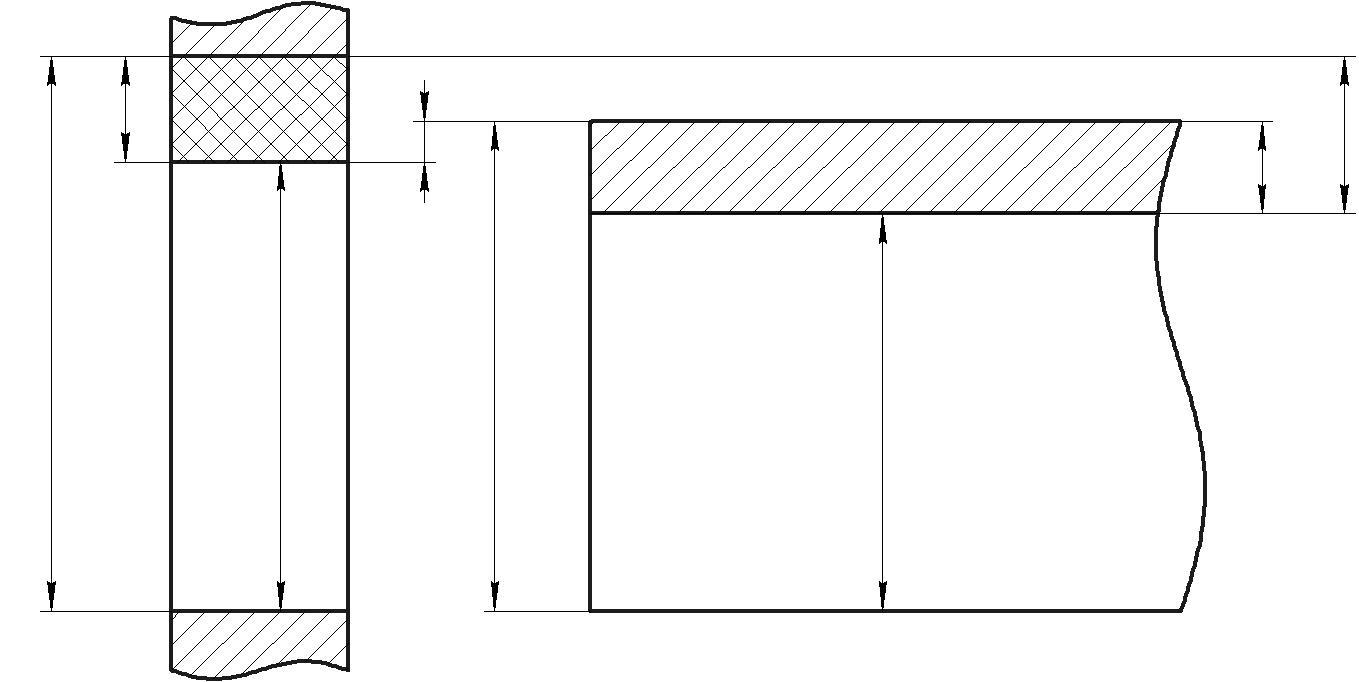
И
 зображение
полей допусков сопрягаемых деталей,
образующих посадки с натягом.
зображение
полей допусков сопрягаемых деталей,
образующих посадки с натягом.







Nmax=dmax – Dmin =es – EI
Nmin=dmin – Dmax =ei – ES
TN=Nmax – Nmin = TD + Td
Изображение полей допусков сопрягаемых деталей, образующих переходные посадки.








D=d
Smax=Dmax – dmin =ES – ei
Nmax=dmax – Dmin =es – EI
TР=Smax + Nmax = TD + Td
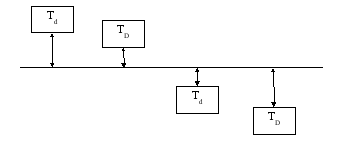
Упрощенная схема полей допусков трех групп посадок.
Зазор
TD Td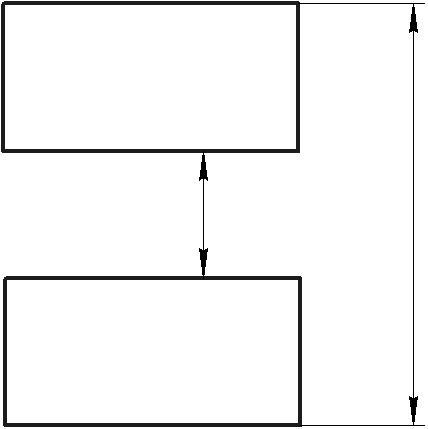


Переходные
Td
TD
Td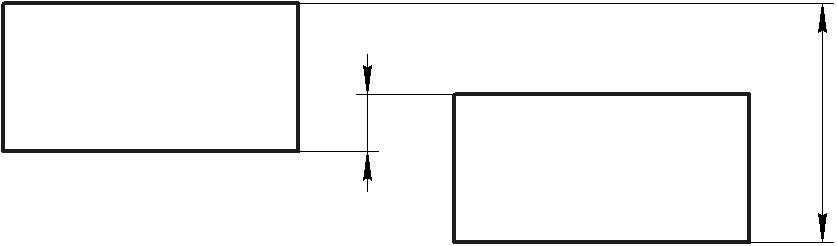


Натяг
TD


Классификация свободных размеров:
1) Охватывающий – это размер который при обработке в обе стороны увеличивается
1


Внутренний, отверстие.
2) Охватываемый – это размер, который при обработке уменьшается в двух сторон.
2



Наружный, вал.
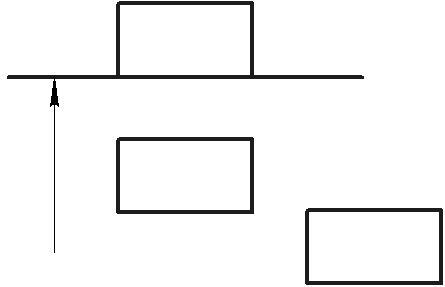
3) Ни охватываемый, ни охватывающий – это размер который с одной стороны уменьшается, а с другой стороны увеличивается.
3





Открытый, уступ.
4) Прочий – это размер не ограниченный с обеих сторон поверхностями
4
4
4
R
Единая система допусков и посадок. (ЕСДП)
Первый принцип ЕСДП характеризуется двумя равноправными и равнозначными системами: система отверстия (СА) и система вала (СВ).
Система отверстия (СА) – это такая система, в которой при одном и том же номинальном размере, одной и той же точности изготовления предельные размеры отверстия остаются неизменными, а необходимые зазоры и натяги достигаются за счет изменения предельных размеров вала.
Система вала (СВ) – это такая система, в которой при одном и том же номинальном размере, одной и той же точности изготовления предельные размеры вала остаются неизменными, а необходимые зазоры и натяги достигаются за счет изменения предельных размеров отверстия.
О
ES=+TD es=0
EI=0 DH
=
Dmin 0 0 H d
=
dmax ei=
-Td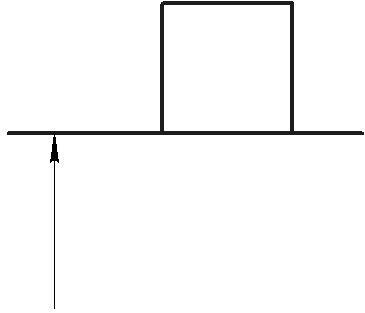
О
0
h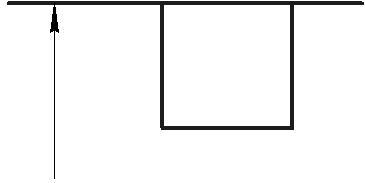
Схема трех групп посадок в двух системах
Система отверстия.
Посадка с зазором.
H
Td
Td
Dн
=
dн
0
Smin
h
0
Переходные посадки.
H
Td
Td
Dн
=
dн
0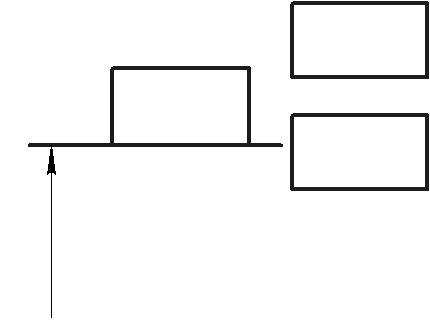
Посадки с натягом.
Td
Td
H
Nmin
Dн
=
dн
0

С
TD
TD
Dн
=
dн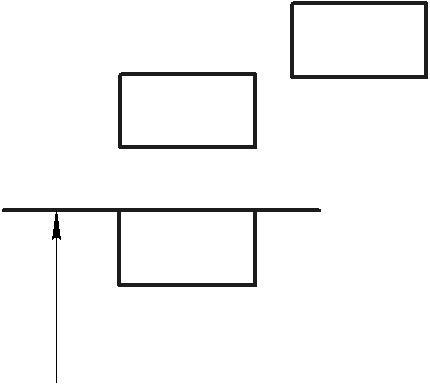
Переходные посадки.
h
TD
TD
Dн
=
dн
0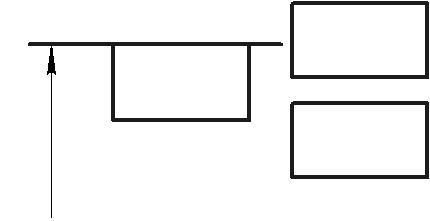
Посадки с натягом
0
h
TD
TD
Dн
=
dн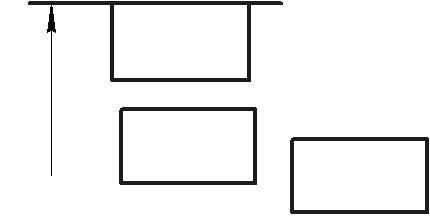
H
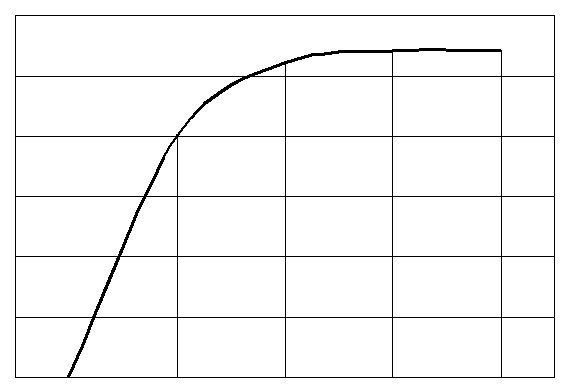
∆ погрешность
изготовления
Размер,
мм![]()





Диапазоны размеров.
В каждом диапазоне выведены формулы для зависимости погрешностей изготовления от размера. В каждом диапазоне своя единица точности. Для диапазона от 1 до 500 мм эксперементально определили
С=0,3
– 0,55; X=2,5
– 3,5 тогда i
= 0,45![]() сг+0,001dсг
Где i
– единица точности (мкм);
сг+0,001dсг
Где i
– единица точности (мкм);
dсг – средне геометрическое значение размера в заданном интервале; T=a∙i; а – количество или число единиц точности
Число
единиц точности не может быть случайной
цифрой. Значения выбираются из ряда
геометрической прогрессии со знаменателем
![]() ≈1,6
и могут составлять:
≈1,6
и могут составлять:
|
А |
7 |
10 |
16 |
25 |
40 |
64 |
100 |
160 |
Каждому определенному значению а присвоен порядковый номер и их назвали квалитетами
|
Квлитет |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
Третий принцип. Квалитеты
Квалитеты задают уровень точности размеров каждому квалитету соответствует строго определенное число единиц точности, выбранное из ряда геометрической прогрессии. Квалитеты существуют с 0,1; 0; 1; 1; 2; по18 – ый.
Квалитеты с 13 до 18 используются для свободных размеров
С 12 по 5 – посадки
С 4 по 3 – калибры
С 2 по 1 – эталон, меры
С 0 по 0,1 – квалитет используется для обозначения точности при магнитных и оптических способах измерения.
Четвертый принцип. Интервалы размеров.
Для
удобства пользования и составления
таблиц диапазон размеров от 1 – 500 мм
разбит на 13 интервалов, так что бы
допуски рассчитанные по границам
интервала отличались от допуска
среднегеометрических значений ![]() не больше чем на 5%
не больше чем на 5%
Существуют следующие интервалы:
1. До 3 мм
2. Свыше 3 до 6 мм
3. Свыше 6 до 10 мм
4. Свыше 10 до 18 мм включительно
5. Свыше 18 до 30 мм
6. свыше 30 до 50 мм и так далее
Пятый принцип. Температура измерения.
Нормальная температура измерения равна +20 °С. Если измерения при другой температуре, то нужно вносить поправку на коэффициент теплового расширения детали. Поэтому лучше производить измерения в термостате.
Шестой принцип. Основное отклонение
Одно из двух предельных отклонений, ближайшее к нулевой линии называется основным.
Основное отклонение для отверстия – обозначаются заглавными буквами латинского алфавита, для валов – строчные буквы латинского алфавита.
Седьмой принцип. Поля допусков.
Обозначение полей допусков образуется сочетанием основного отклонения (буквы) и квалитета (цифры).
Примеры:
∅40 P7 – номинальный диаметр 40 миллиметров, посадочное отверстие, СВ, посадка с натягом, 7 квалитет.
∅50 к6 – номинальный диаметр 50 миллиметров, посадочный вал, СА, посадка переходная, 6 квалитет.
∅60 H12 – номинальный диаметр 60 миллиметров, основное отверстие, СА, основная деталь, 12 квалитет.
∅70 h10 – номинальный диаметр 70 миллиметров, СВ, основная деталь, 10 квалитет.
Разрешенные к применению поля допусков, для уменьшения номенклатуры режущего и мерительного инструмента, объединены в отборы: основной, дополнительный, специальный.
Основные отборы – поля допусков, применяемые без ограничений. В нем выделены предпочтительные, применяемые в первую очередь.
Дополнительный отбор включает поля допусков, применение которых обоснованно расчетом.
Специальный отбор составлен из полей допусков, применяемых в специальных обговоренных случаях. Например для шпонок или пластмасс.
Восьмой принцип. Посадки
Обозначение
посадок осуществляется в виде дроби.
В числителе поле допуска отверстия, в
знаменателе поле допуска вала.
![]() ;
;![]() ;
;![]() ;
;![]()
Скользящей называется посадка, образованная сочетанием полей допусков основного вала и отверстия. Существует в обеих системах. Smin=0
Комбинированные
посадки ![]() образуются сочетанием полей допусков
разных систем и квалитетов. Они образуются
сами собой, вынужденно. Их применение
должно быть обоснованно. Теоретически
возможно любое сочетание полей допусков
из основного отбора, но назначать
посадки следует из таблиц «Рекомендуемые
посадки». Лучше – предпочтительные.
образуются сочетанием полей допусков
разных систем и квалитетов. Они образуются
сами собой, вынужденно. Их применение
должно быть обоснованно. Теоретически
возможно любое сочетание полей допусков
из основного отбора, но назначать
посадки следует из таблиц «Рекомендуемые
посадки». Лучше – предпочтительные.
Способы обозначение посадок на чертежах:
1.Условный
2. Числовой
3. Смешанный
Условный.
В
Способ
используется в массовом и серийном
производстве для полей допусков из
основного отбора
Отверстие ∅30 Н7
Сборка
∅30![]()
Числовой.
В
Используется
в индивидуальном производстве и
ремонте, контроль универсальными
измерительными инструментами:
штангенциркуль и микрометр.![]()
Отверстие
![]()
Сборка
∅30 ![]()
Смешанный.
Вал
∅30
к6 ![]()
Отверстие
∅30
Н7![]()
Сборка
∅30
Смешанный способ используется в трех случаях исключениях:
1. Когда поле допуска не из основного отбора (из специального);
2
∅200 ![]()
.
![]()
3. Когда свободный размера уступ имеет несимметричное поле допуска.