

Определение прокаливаемости стали
Прокаливаемостью называется способность стали получать при закалке структуру мартенсита или троостит-мартенсита, а следовательно, и высокую твердость на ту или иную глубину по сечению детали. Толщина закаленного поверхностного слоя зависит как от характера закалочной среды, так и от природы стали.
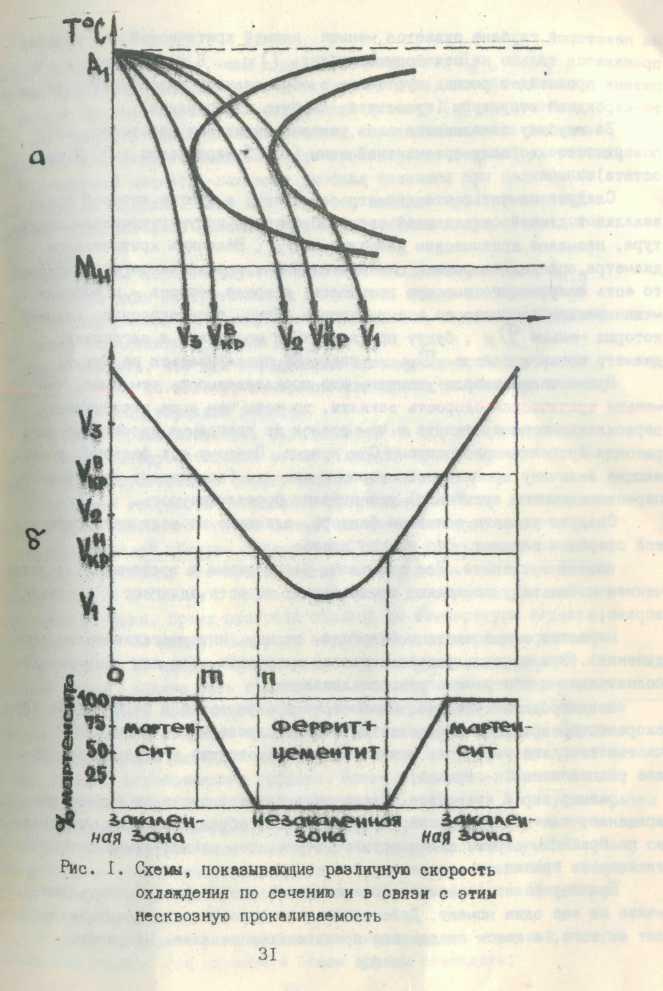
Необходимо помнить, что при охлаждении стали ниже эвтектоидной температуры (Ac1). ayстенит становится неустойчивым и претерпевает превращения, характер которых зависит от скорости охлаждения. Если действительная скорость охлаждения стали будет превышать верхнюю критическую скорость закалки (рис.1), то сталь получит мартенситную структуру. Более медленное охлаждение, но со скоростью больше нижней критической приводит к образованию троостито - мартенситной структуры, а еще более медленное охлаждение приводит к переходу всего аустенита в феррито - цементитную смесь.
При закалке стального изделия скорость охлаждения по его сечению резко неоднородна и распределяется по сечению так, как показано на рисунке 1. Если действительная скорость охлаждения на некоторой глубине окажется меньше нижней критической, то изделие прокалится только на некоторую глубину. В этом случае в сердцевине произойдет распад аустенита с образованием пластинчатой феррито - карбидной структуры (троостита, сорбита или перлита). За глубину закаленного слоя условно принимают расстояние от поверхности до полумартенситной зоны (50 % мартенсита + 50 % троостита).
Диаметр заготовки, в центре которой после закалки в данной охлаждающей среде образуется полумартенситная структура, называют критическим диаметром. Величина критического диаметра определяет размер сечения изделия, прокаливающегося насквозь, то есть получающего высокую твердость, а после отпуска - и высокие механические свойства по всему сечению. Заготовки, диаметр которых меньше Дк, будут прокаливаться насквозь, а заготовки, диаметр которых больше Дк, насквозь прокаливаться не будут.
Прокаливаемость тем выше, чем меньше критическая скорость закалки, то есть чем выше устойчивость переохлажденного аустенита и чем правее на диаграмме изотермического распада аустенита расположены С - кривые. Поэтому все факторы, уменьшающие величину критической скорости закалки (повышающие устойчивость переохлажденного аустенита) увеличивают прокаливаемость. Основные факторы, влияющие на величину критической скорости закалки:
- Состав аустенита. Все элементы, растворимые в аустените (за исключением кобальта), замедляют превращение, то есть сдвигают С - кривые вправо;
- Нерастворенные частицы (карбиды, оксиды, интерметаллические соединения). Эти частицы ускоряет распад аустенита, так как являются дополнительными центрами перекристаллизации;
- Неоднородный аустенит быстрее превращается в перлит, так как скорость превращения определяется в этом случае менее насыщенной честью твердого раствора, а чем меньше в аустените углерода, тем левее расположены С - кривые;
- Размер зерна аустенита. Увеличение размера зерна замедляет превращение, так как центры перекристаллизации образуются преимущественно по границам зерен, а чем крупнее зерно, тем меньше суммарная протяженность границ.
Действительная скорость охлаждения зависит от того, в каком охладителе производится закалка. Например, масло охлаждает медленнее, чем вода. Следовательно, Дк.м.<Дк.в. Чтобы не ставить прокаливаемость в зависимость от способа охлаждения вводят понятие идеальный критический диаметр. Это диаметр максимального сечения, прокаливающегося насквозь в идеальной жидкости, отнимающей тепло с бесконечно большой скоростью.
Критический диаметр - важная и удобная величина при назначении марки стали на изделие. Если нужно, чтобы изделие при термической обработке прокаливалось насквозь, следует выбрать такую сталь, чтобы Дк<Дизд.
Для определения прокаливаемости применяют следующие методы: по излому, измерение твердости по сечению закаленного бруска, метод торцевой закалки.
По излому прокаливаемость определяется на образце сечением 20 - 20 мм из инструментальной стали с низкой прокаливаемостью. Закаленному слою соответствует фарфоровидная часть излома.
Измерением твердости определяют прокаливаемость на дисках, вырезанных из закаленного бруска длиной не менее четырех диаметров.
Метод торцевой закалки согласно ГОСТ 5657-69 является основным. Прокаливаемость определяют на стандартных образцах. Образец нагревают до температуры закалки стали данной марки. Время прогрева образца до температуры закалки составляет 30 - 50 минут. Выдержка образца при температуре закалки после нагрева - 30 минут. При нагреве торец образца, подлежащий охлаждению водой, должен быть предохранен от окисления и обезуглероживания. Если нагрев производят в печи без контролируемой атмосферы, то образец помещают в стальной цилиндрический стакан с крышкой. Торцом, предназначенным для охлаждения, образец ставят на графитовую пластину или на слой отработанного графита. Время с момента извлечения образца из печи до начала охлаждения не должно превышать 5 секунд. Образец должен находиться под струей воды до полного охлаждения (не менее 10 минут). Температура воды должна быть в пределах от 5 до 25°С. Закалка образца производится в специальной установке, состоящей из держателя образца и сопла. Установка должна соответствовать следующим основным требованиям:
а) образец должен устанавливаться вертикально: торцовой поверхностью над соплом. Оси образца и сопла должны совпадать;
в) высота струи в процессе охлаждения образца должна быть постоянной;
г) вода должна касаться только торца образца, не омывая его цилиндрической поверхности.
Для замера твердости по всей длине закаленного образца сошлифовывают две диаметрально противоположные площадки.
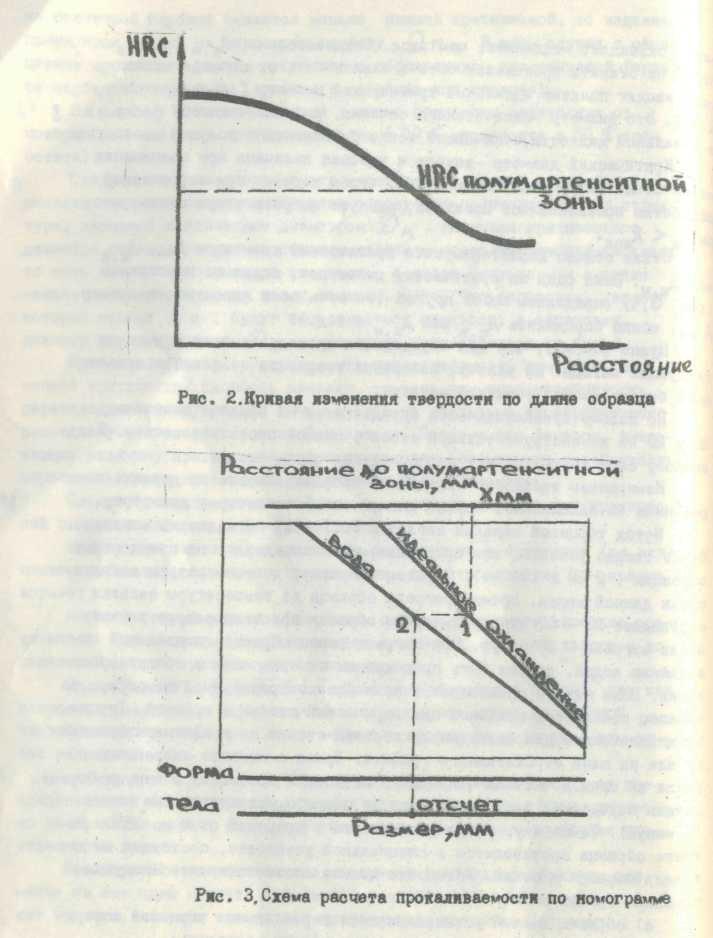
Для построения кривой прокаливаемости стали на сошлифованных площадках производят замер твердости по Роквеллу - HRC ). Замер твердости начинают на расстоянии 1,5 мм от закаленного торца в осевом направлении. Первые 16 замеров от торца образца производят с интервалом 1,5 мм, а затем - через 3 мм. По этим данным строят график зависимости твердости от расстояния до торца (рис. 2). Взяв из таблицы значение твердости полумартенситной зоны, соответствующее содержанию углерода в исследуемой стали, определяют расстояние (рис. 2) до полумартенснтной зоны. Определив это расстояние, можно по номограмме (рис.3,) найти критический диаметр цилиндирической детали (с различным, отношением высоты к диаметру), шара или параллелепипеда для различных условий охлаждения.
В верхней части номограммы(рис. 3) даны две шкалы I и 2, характеризующие расстояние от охлажденного торца образца. Для определения наибольшего диаметра (называемого критическим) детали, прокаливающейся полностью с образованием мартенситной структуры, используют шкалу I, а для определения наибольшего диаметра для полумартенситной зоны (50 % мартенсита и 50 % троостита) - шкалу П. Схема пользования номограммой приведена на рисунке 3. На шкале I или соответственно шкале П находят расстояние от торца до конца мартенситной или полумартенситной зоны, найденное экспериментально для данной стали, Из этой точки опускают перпендикуляр до пересечения с линией по номограммы (точка I на рис.3), указывающей идеальное охлаждение. Из этой точки проводят горизонтальную линию влево до пересечения с линией номограммы (точка 2), соответствующей нужной в искомом случав среде охлаждения (вода, масло, воздух). Затем из точки 2 опускают перпендикуляр на шкалу "размер, мм" (в нижней части номограммы). В точке пересечения читается ответ - наибольший диаметр образца, прокаливающегося полностью в выбранной закалочной жидкости.