ТИ
.docГОСТ 3.11.05-84 Форма 5а
|
|
|
|
|
|
1880.01200.00095 |
24 |
|||||||||||||||||||||||||||
|
|
|
1880.25200.00111 |
|||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||
|
7.4 Участок сварочных и наплавочных работ.
7.4.1 Участок должен быть оборудован приспособлениями и технологической оснасткой согласно таблице 5. План расстановки оборудования показан на рисунке 3. Номера позиций оборудования заимствованы из рисунка 1.
Таблица 5.
|
|||||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
Дубл. |
Взам. |
Подл. |
||||||||||||||||||||||||||||||
|
|
ТИ |
|
55 |
||||||||||||||||||||||||||||||
ГОСТ 3.11.05-84 Форма 5а
|
|
|
|
|
|
1880.01200.00095 |
25 |
||||
|
|
|
1880.25200.00111 |
||||||||
|
|
|
|
|
|||||||
|
13 - Приспособление для установки и приварки полочки в корпусе автосцепки; 14 - Сварочный стол; 15 - Приспособление для закрепления деталей автосцепки при наплавке; 16 - Шкаф электросушильный; 17 - Полуавтомат сварочный; 18 - Сварочное оборудование; 19 - Стенд для сварочных работ на корпусе автосцепки; 20 - Установка для наплавки и обработки автосцепок УНА-2; 21 - Фильтровентиляционный агрегат; 29 - Рольганг
Рисунок 3
7.4.2 На сварочном столе (поз 14) и на приспособлении (поз. 15) производят наплавочные работы на деталях автосцепного устройства. На стенде поз. 19 производится заварка трещин и наплавочные работы на корпусе автосцепки, наплавочные работы на тяговых хомутах.
|
||||||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
||||||||
|
|
|
|
||||||||
|
|
|
|
||||||||
|
|
|
|
||||||||
|
|
|
|||||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
Дубл. |
Взам. |
Подл. |
|||||||
|
|
ТИ |
|
56 |
|||||||

ГОСТ 3.11.05-84 Форма 5а
|
|
|
|
|
|
1880.01200.00095 |
26 |
||||
|
|
|
1880.25200.00111 |
||||||||
|
|
|
|
|
|||||||
|
После выполнения сварочных работ корпуса автосцепок и тяговые хомуты передаются на участок механической обработки по рольгангу поз. 29, и по рольгангу поз. 8, показанном на рисунке 1.
7.4.3 Износостойкая наплавка поверхностей корпуса автосцепки и их обработка выполняется на установке «УНА-2» поз. 20.
7.4.4 При ремонте поверхностей контура зацепления корпуса сварочные швы разрешается накладывать не ближе 15 мм к местам закруглений. Твердость наплавляемого металла ударно-тяговых поверхностей для грузовых вагонов и локомотивов должна быть не менее 250 НВ, а для рефрижераторных и пассажирских вагонов и вагонов электропоездов - не менее 450 НВ. Замыкающая часть замка автосцепок для пассажирских вагонов после наплавки должна иметь твердость не менее 450 НВ, а для грузовых вагонов - не менее 250 НВ.
7.4.5 По специальному разрешению ЦВ ОАО «РЖД» разрешается производить ремонт перемычки хвостовика на Установке электрошлаковой заварки перемычки хвостовика Т682.00.00.000.
|
||||||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
||||||||
|
|
|
|
||||||||
|
|
|
|
||||||||
|
|
|
|
||||||||
|
|
|
|||||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
Дубл. |
Взам. |
Подл. |
|||||||
|
|
ТИ |
|
57 |
|||||||
ГОСТ 3.11.05-84 Форма 5а
|
|
|
|
|
|
1880.01200.00095 |
27 |
|||||||||||||||||||||||||||||||
|
|
|
1880.25200.00111 |
|||||||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||||||
|
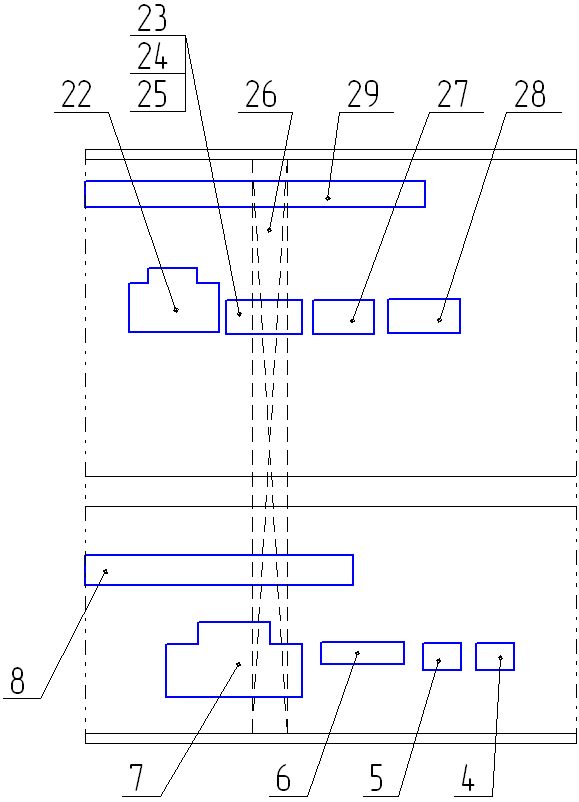
7.5 Участок механической обработки.
7.5.1 Перечень необходимого оборудования и приспособлений на участке приведен в таблице 6. Схема размещения оборудования показана на рисунке 4.
Таблица 6.
|
|||||||||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||||||||||||||||
|
|
|
||||||||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||||||
|
|
Дубл. |
Взам. |
Подл. |
||||||||||||||||||||||||||||||||||
|
|
ТИ |
|
58 |
||||||||||||||||||||||||||||||||||
ГОСТ 3.11.05-84 Форма 5а
|
|
|
|
|
|
1880.01200.00095 |
28 |
||||
|
|
|
1880.25200.00111 |
||||||||
|
|
|
|
|
|||||||
|
7.5.2 Шип для навешивания замкодержателя, отверстие для валика подъемника и перемычку хвостовика корпуса автосцепки после наплавки обрабатывают с помощью приспособлений (поз. 23, 24, 25), указанных в таблице 6. Детали механизма сцепления обрабатываются на фрезерном (поз. 5, 22) и поперечно-строгальном (поз. 7) станках с помощью специальных приспособлений. На этих же станках предусмотрена и обработка наплавленных поверхностей других деталей автосцепного устройства, в том числе поверхностей корпуса автосцепки. После обработки детали проверяют шаблонами (Приложение Д). Для обработки деталей после наплавки используют также точильно-шлифовальный станок (поз. 28), сверлильный станок (поз. 27).
|
||||||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
||||||||
|
|
|
|
||||||||
|
|
|
|
||||||||
|
|
|
|
||||||||
|
|
|
|||||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
Дубл. |
Взам. |
Подл. |
|||||||
|
|
ТИ |
|
59 |
|||||||
ГОСТ 3.11.05-84 Форма 5а
|
|
|
|
|
|
1880.01200.00095 |
29 |
||||
|
|
|
1880.25200.00111 |
||||||||
|
|
|
|
|
|||||||
|
4 - Приспособление к фрезерному и строгальному станкам для обработки корпуса автосцепки; 5 - Универсальный фрезерный станок; 6 - Приспособление обработки торца хвостовика; 7 - Поперечно-строгальный станок; 8, 29 - Рольганги; 22 - Горизонтально-фрезерный станок; 23 - Приспособление для обработки перемычки хвостовика; 24 - Приспособление для обработки отверстия в автосцепке под валик подъемника; 25 - Приспособление фрезеровки шипа автосцепки; 26 - Кран-балка, грузоподъемностью не менее 500 кг; 27 - Сверлильный станок; 28 - Точильно-шлифовальный станок
Рисунок 4 |
||||||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
||||||||
|
|
|
|
||||||||
|
|
|
|
||||||||
|
|
|
|
||||||||
|
|
|
|||||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
|
|
|
|||||||
|
|
Дубл. |
Взам. |
Подл. |
|||||||
|
|
ТИ |
|
60 |
|||||||