

Базирование и базы в машиностроении
.pdf
|
|
Z |
|
|
|
|
|
|
|
|
|
|
|
М10 |
|
|
|
|
|
|
|
|
|
|
|
4от в |
|
|
|
|
|
|
|
|
|
|
|
20 |
1,0 |
100 |
|
90 |
|
|
+0,05 |
0,1 |
0,1 |
|
|
|
|
|
|
|
- |
-+ |
|||
|
|
|
|
|
80 |
|
2И=50 |
2К=60+ |
2Л=70 |
||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
10 |
|
|
|
|
|
|
|
+ - 0,05 |
|
|
|
|
|
9 |
|
|
|
|
|
Е=42 |
5=1Д- 2 |
|
7 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
8 |
||||
|
|
|
|
30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
5 |
|
|
|
|
|
3 |
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
1 |
|
|
|
|
|
+ |
|
|
|
|
Б=5- |
|
|
|
|
|
|
|
||
|
|
|
|
|
+ |
|
|
|
Г=5-1 |
|
|
|
|
|
|
В=50 |
0,5 |
|
|
|
|
|
|
|
|
|
|
- |
|
|
|
|
|
||
|
|
|
|
А=100- 0,3 |
|
|
|
|
|
|
|
|
|
|
|
Z |
|
|
|
|
|
|
|
|
|
|
|
|
|
Ж=0 |
+ |
0,1 |
|
|
|
|
|
|
|
|
|
- |
|
|
|||
|
|
Х |
|
|
|
|
|
|
|
|
|
|
|
|
|
80 |
|
|
|
|
|
|
|
|
|
|
|
90 |
|
З=0 +- 0,5 |
|
|
|||
|
|
|
|
|
|
|
1,5 |
||||
|
|
|
|
|
|
|
|
|
|
|
-+ |
|
|
|
|
|
|
|
|
|
|
|
82 |
|
2от в. |
10- 0,03 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+ |
1 |
|
|
||
|
|
|
|
|
|
C=66- |
|
|
|
||
|
11 |
|
|
|
|
12 |
|
|
|
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
У
У=50+- 0,05
|
Т=120 |
+ |
0,05 |
20 |
|
- |
|
||
|
Р=132- 3 |
|
||
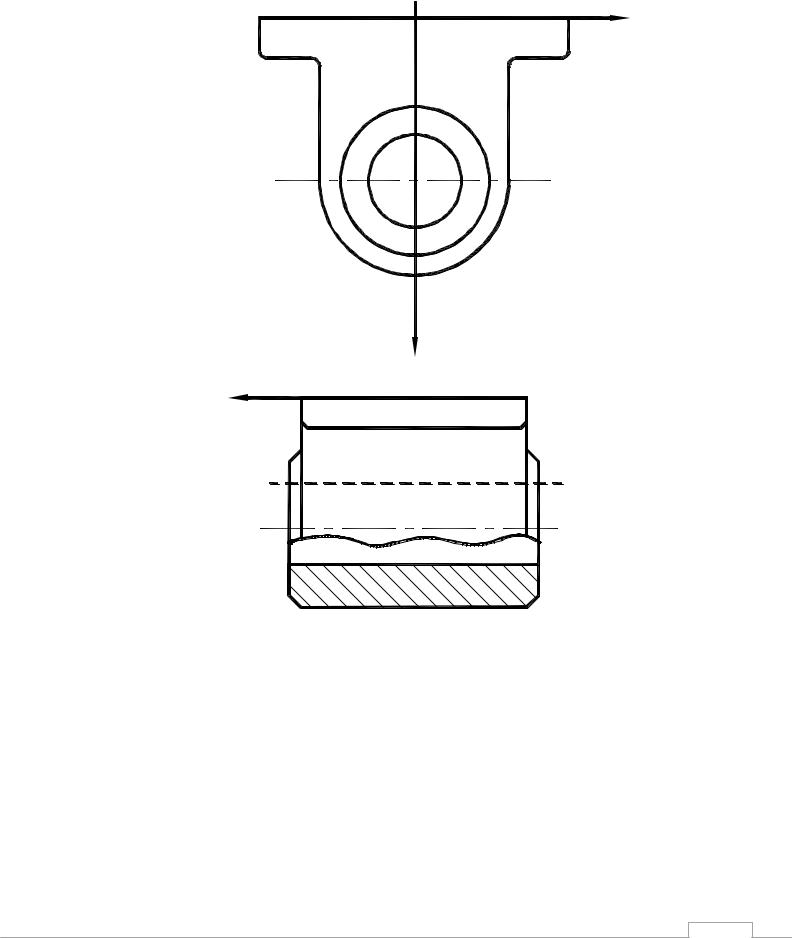
Рис.54.Чертеж корпуса
101
102

ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №3
Выбор баз для обработки поверхностей, входящих в КПТБ
Целью работы является выбор баз на первой (005) или двух первых (005 и 010) операциях технологического процесса при обработке поверхностей, входящих в комплект постоянных технологических баз. Имеется в виду, что КПТБ может быть обработан за одну установку на первой операции (005) или на двух первых операциях (005 и 010) технологического процесса.
Порядок выполнения
1.Установить точностные требования к поверхностям, входящим в КПТБ.
2.Установить последовательность обработки поверхностей входящих в КПТБ
3.На основе расчета технологических размерных цепей выбрать оптимальный вариант схемы базирования для операции 005:
3.1.Операция 005. Наименование и содержание операции.
3.2.Формулировка задачи базирования (обеспечение равномерности припуска на обработку отверстия, обеспечения точности связи между обрабатываемыми и необрабатываемыми поверхностями и т.д.) в каждом из направлений X, Y, Z.
3.3.Выявление размеров, которые необходимо обеспечить, исходя из сформулированных задач базирования.
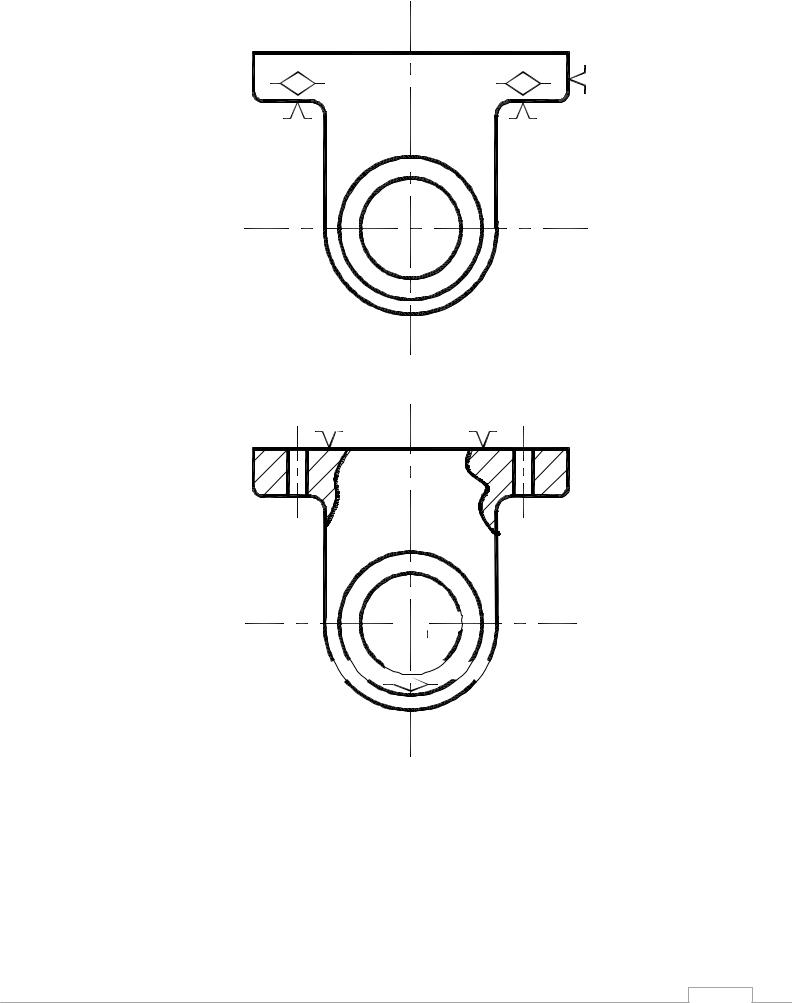
3.4.Первый вариант базирования (теоретическая схема базирования в направлениях X, Y, Z.) (рис.56).
3.5.Преимущества и недостатки предложенного варианта.
3.6.Второй вариант базирования, лишенный недостатков первого.
3.7.Построение схем технологических размерных цепей.
3.8.Выявление уравнений размерных цепей и расчет замыкающих звеньев.
3.9.Анализ результатов.
Выбор варианта базирования предпочтительного с точки зрения сформулированных в п.3.2 задач базированя.
3. Следуя последовательности, изложенной в п.3, выбрать вариант базирования для операции 010.
103
X |
Z |
y
Рис.56.Эскиз корпуса |
104

ПРИМЕР
1.Выбор КПТБ. В качестве комплекта постоянных технологических баз для большинства операций обработки корпуса (рис.54) могут быть использованы основание и два технологических отверстия.
Операция по обработке КПТБ:
операция 005 – обработка основания 6; операция 010 – обработка двух отверстий 3 и 12.
2.Формулирование задач, решение которых зависит от выбора схем базирования на операциях 005 и 010.
Задача 1 – установление размерных связей между обрабатываемыми и необрабатываемыми поверхностями.
Эти связи устанавливаются:
по оси Z – размерами Д=15-2 и З=0±0,5, зависящими от построения операции
005;
по оси Y – размерами Б=5±1 и Г=5±1, получаемыми на операции 010.
Задача 2 – распределение припусков на обработку:
ωZ10 – отверстие,
ωZ6 – основание, ωZ1 ωZ5 торцы.
(Z – припуск, ω – колебание, рассеяние значений, погрешность).
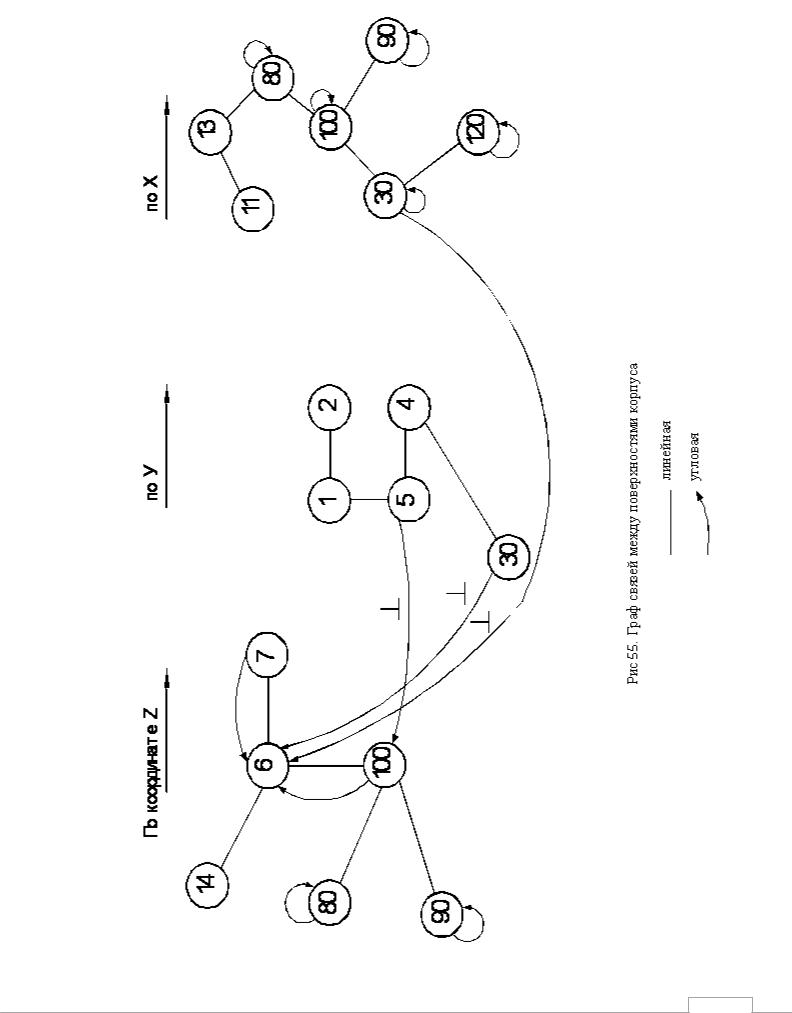
3.Формулирование вариантов базирования (рис.57). 4. Построение схем размерных цепей (рис.58, 59).
4.1. В зоне “размеры детали” по каждой проекции необходимо указать: размеры, связывающие обрабатываемые и необрабатываемые поверхности. размеры готовой детали, связывающие обработанные поверхности (5 – 7
наиболее ответственных размеров).
4.2. В поле каждой операции проставить размеры, связывающие технологическую базу с обработанной поверхность. Если обрабатывается цилиндрическая поверхность, то проставляется размер от технологической базы до ее оси и радиус.
Помимо размеров в поле операций указываются снимаемые припуски с использованием обозначений:
105
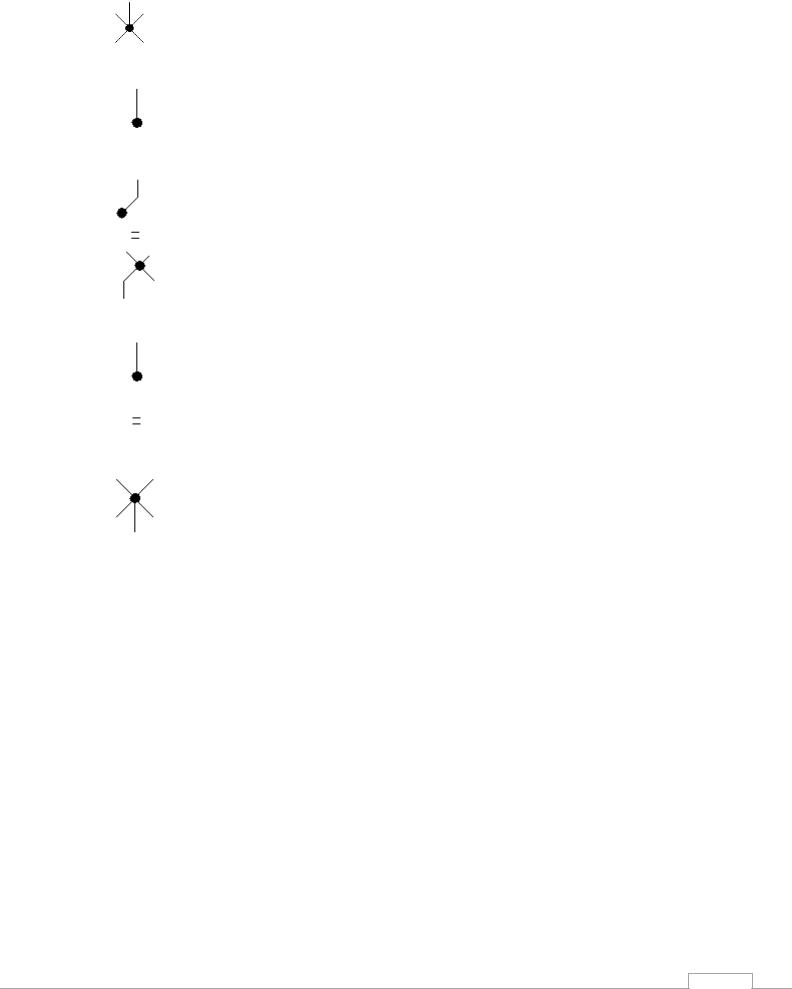
-исчезающая поверхность
-возникающая поверхность
-припуск (расстояние между исчезающей и возникающей поверхностями)
-ось
- обозначение припуска на обработку отверстия
-ось
4.4.Проставить размеры заготовки от технологических баз на первой операции
106
4 |
5 |
6 |
1 |
|
2,3 |
|
|
|
|
|
|
а) |
|||||
1,2 |
3 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

 4,5
4,5






 6
6















б)
Рис.57. Схемы базирования на операциях обработки поверхностей комплекта постоянных технологических баз (КПТБ):
а – операция 005 (I вариант); б – операция 010 (I вариант)
107
|
|
|
|
|
Y |
|
|
|
|
|
Номер поверхност и, оси |
|
|
||
|
|
1 |
2 |
30 |
4 |
5 |
|
Размеры |
|
|
[Б] |
|
[Г] |
|
|
|
|
|
|
[А] |
|
|
|
дет али |
|
|
|
|
[Б] |
|
|
|
|
|
|
|
|
|
|
|
|
|
К15 |
|
В15 |
|
|
Обработ ка |
|
|
|
|
|
15 |
|
|
|
|
|
4,6 |
[Z5 |
] |
|
от КПТБ |
|
|
15 |
|
|
|
|
|
|
[Z1 ] |
|
|
|
|
|
|
010 |
|
|
|
В10 |
|
|
Обработ ка |
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
КПТБ |
|
|
|
|
|
|
|
|
005 |
|
|
|
4.5 |
|
|
Размеры загот овки |
|
|
|
Г0 |
|
|
|
от т ехнологических |
|
|
|
|
|||
|
|
Л0 |
|
|
|||
баз на первой |
|
|
|
А0 |
|
|
|
операции |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
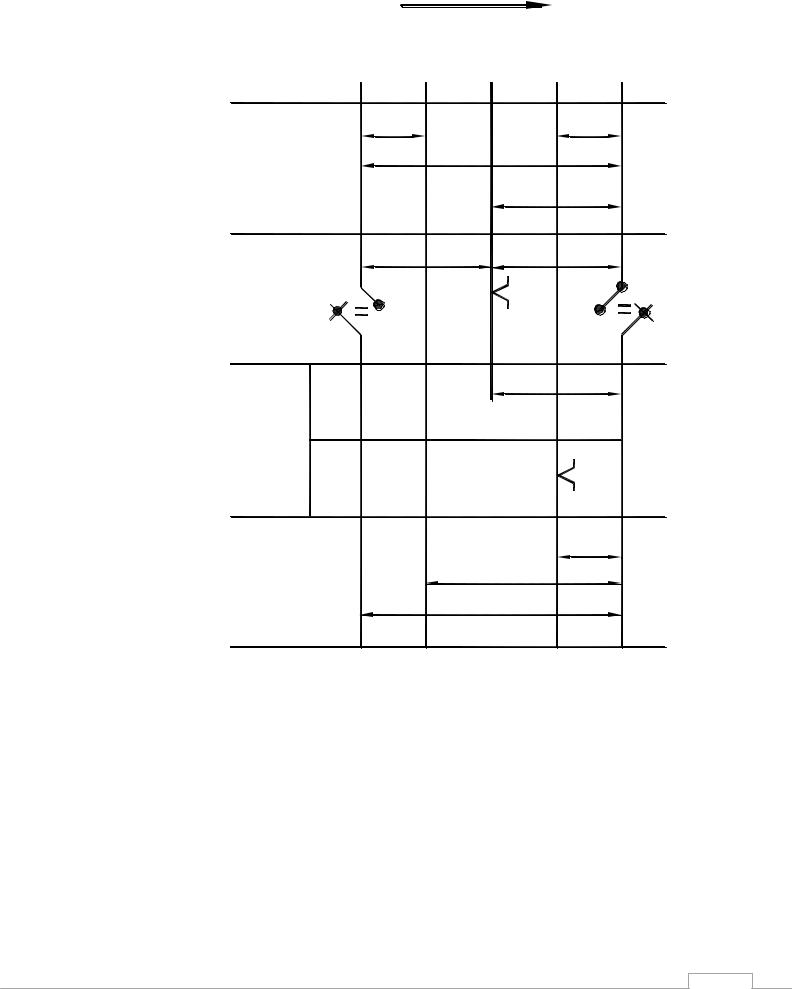
Рис.58 Технологические размерные цепи по оси Y |
|
|
|||||
108
|
|
|
|
|
Z |
|
|
|
Номер поверхност и, оси |
|
|||
|
|
6 |
7 |
10 |
100 |
80 |
|
|
[Д] |
|
[И] |
|
|
Размеры |
|
|
[Е] |
|
|
|
дет али |
|
|
|
[3] |
|
|
|
|
|
|
|
||
|
|
|
Е15 |
|
|
|
Обработ ка |
|
1 |
|
И15 |
|
|
|
2 |
|
|
|
|
|
от КПТБ |
|
|
|
|
|
|
|
|
15 |
|
|
|
|
|
3 |
[Z10] |
|
|
|
|
|
|
|
|
|
|
|
|
010 |
1,2 |
|
|
|
|
Обработ ка |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
КПТБ |
|
Д5 |
|
|
|
|
|
|
5 |
|
|
|
|
|
005 [Z6] |
|
|
|
|
|
|
|
Д0 |
|
0 |
|
|
Размеры |
|
|
|
И |
|
|
|
|
|
М0 |
|
|
|
загот овки |
|
|
|
|
|
|
|
|
|
|
З0 |
|
|
|
|
|
|
|
|
|
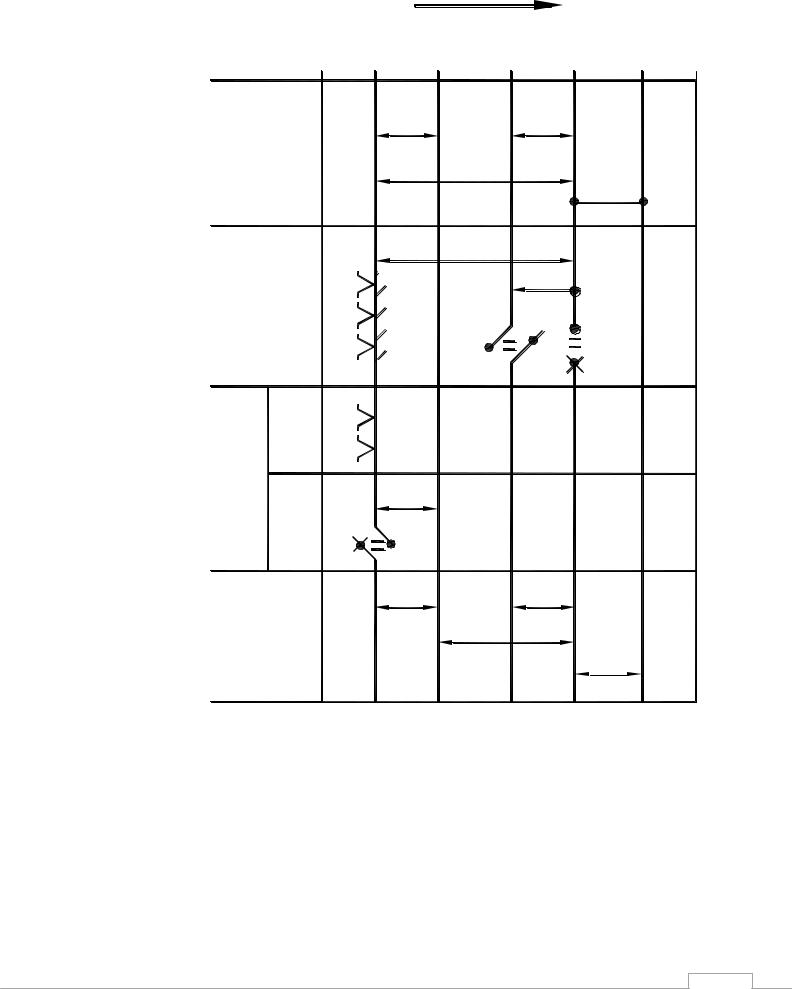
Рис.59 Технологические размерные цепи по оси Z |
|
|||||
109

4.5.Проставить замыкающие звенья технологических размерных цепей, которыми являются:
снимаемые припуски размеры готовой детали, которые непосредственно не получаются ни на
одной из операций.
Замыкающие звенья обозначаются квадратными скобками, например: [Z515]. Индексы при буквенном обозначении припуска обозначают:
нижний – номер поверхности, верхний – номер операции.
Индекс при буквенном обозначении размера обозначает номер операции. Размеры готовой детали обозначаются буквой без индекса. Размеры заготовки обозначаются буквой с индексом “0”.
4.6.Выявить контуры технологических размерных цепей. Для каждого замыкающего звена формируется только одна размерная цепь, реализующая принцип “кратчайшего пути”.
При построении размерных цепей и составлении их уравнений нельзя проходить через разрывы осей и участки расположения припусков.
5. Составление уравнений размерных цепей и зависимостей для расчета погрешностей замыкающих звеньев.
Замыкающими звеньями для размерных цепей по оси Y (рис.49) являются припуски и размера А, Б, Г.
Уравнения размерных цепей:
[Z115] = - K15 – B10 + A0 ,
[Z515] = - B15 + B10 ,
[Б] = К15 + В10 – А0 , [А] = В15 + К15 , [Г] = - В15 + В10 – Г0
110