

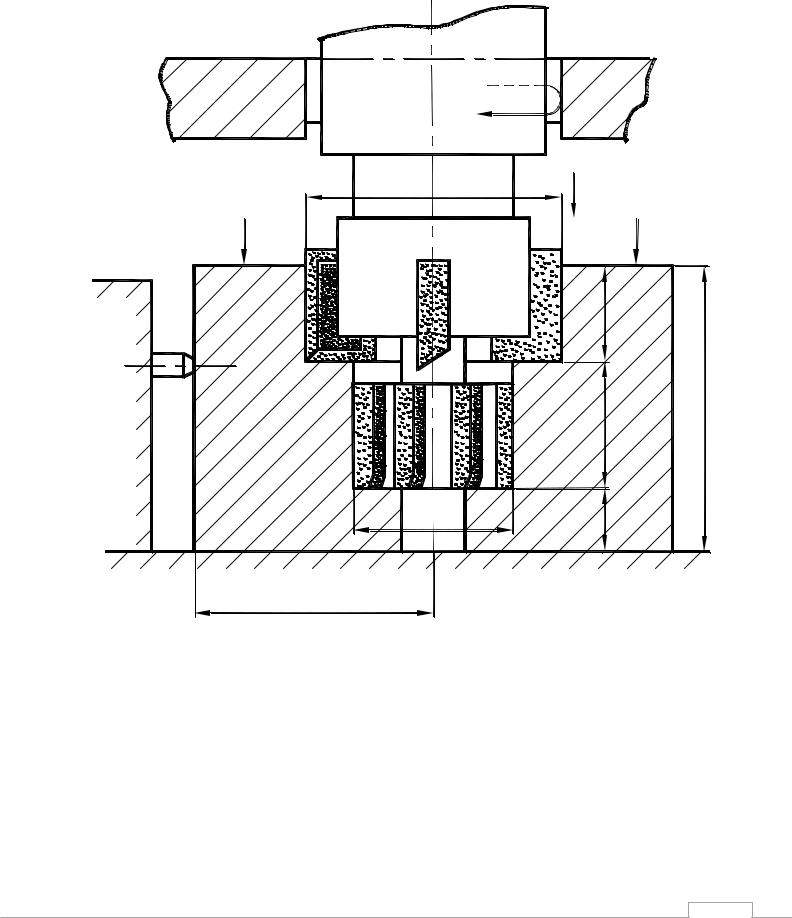
Базирование и базы в машиностроении
.pdfотносительно ее конусной поверхности 0,020мм, а биение шпинделя станка составляет 0,010мм. Точность метода обработки ω =0,05мм. Определить ожидаемую точность обработки наружной цилиндрической поверхности втулки и
еевозможное отклонение от соостности относительно базового отверстия.
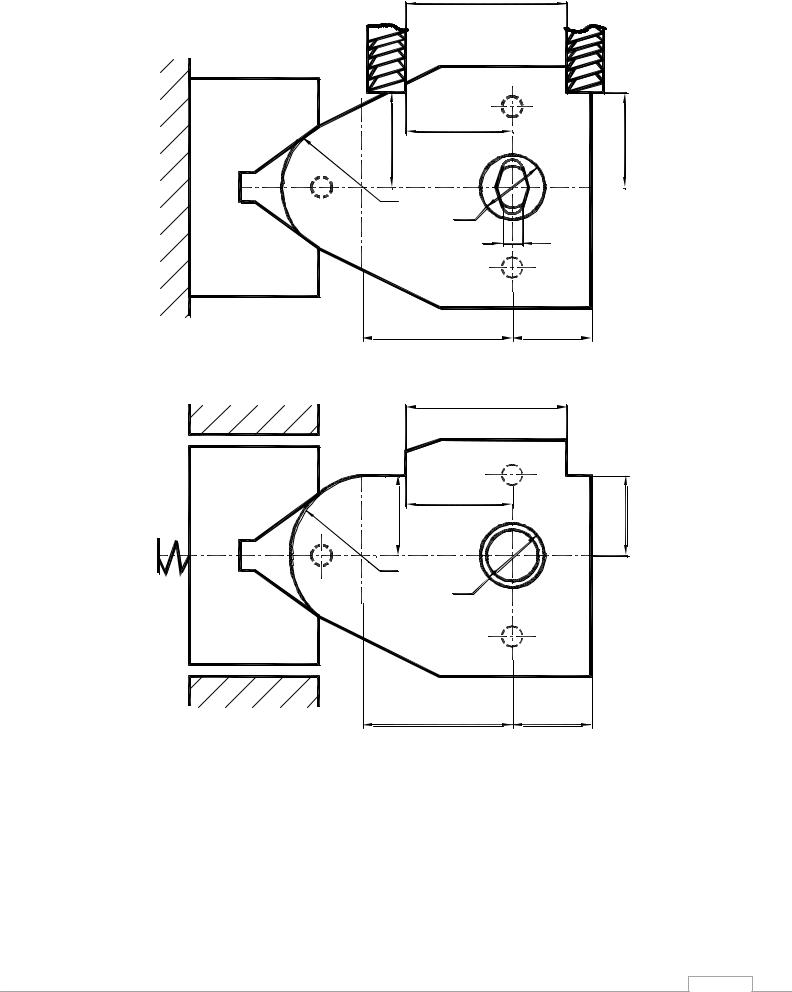
3.Для фрезерования паза концевой фрезой рычаг устанавливается в призмах
(рис.3). Найти зависимости погрешности базирования для размеров А1, А2, А3, А4. Угол призм α =900. Размер LD между осями базовых цилиндрических поверхностей (d1 и d2) выполнен с отклонениями ±ТL 0 /2.
4.На горизонтальнофрезерном станке набором фрез одновременно производят обработку поверхностей 1,2,3,4 (рис.4). Вывести расчетные зависимости для определения погрешности базирования при выполнении
размеров А1, А2, А3, А4, А5, А6. Указать размеры, на точность выполнения которых будет оказывать влияние непостоянство силы зажима заготовки. Размеры А7 и А8 выполнены соответственно с отклонениями ±ТА7/2 и ±ТА8/2.
5.На вертикально-сверлильном станке производят обработку ступенчатого отверстия комбинированным зенкером (рис.5).
Вывести зависимости для определения погрешности базирования размеров
А1, А2, А3, А5, D1 и D2.
6. При обработке поверхностей заготовки на горизонтально фрезерном станке набором фрез возможно два варианта установки (рис.6). Требуется определить, какая схема установки обеспечивает выполнение заданной точности размеров: 50+0,3 мм, 75-0,2 мм и 40±0,1 мм. Наружная цилиндрическая поверхность заготовки R =30-0,1 мм, диаметр отверстия D =30+0,021 мм. Размеры установочных пальцев d = 30 00,,007020 мм. Угол призмы α =900. Средняя экономическая точность
метода обработки ω =0,050 мм. Погрешностями закрепления заготовки и погрешностью положения заготовки в приспособлении пренебречь, т.е. принять
εз=εп.з=0.
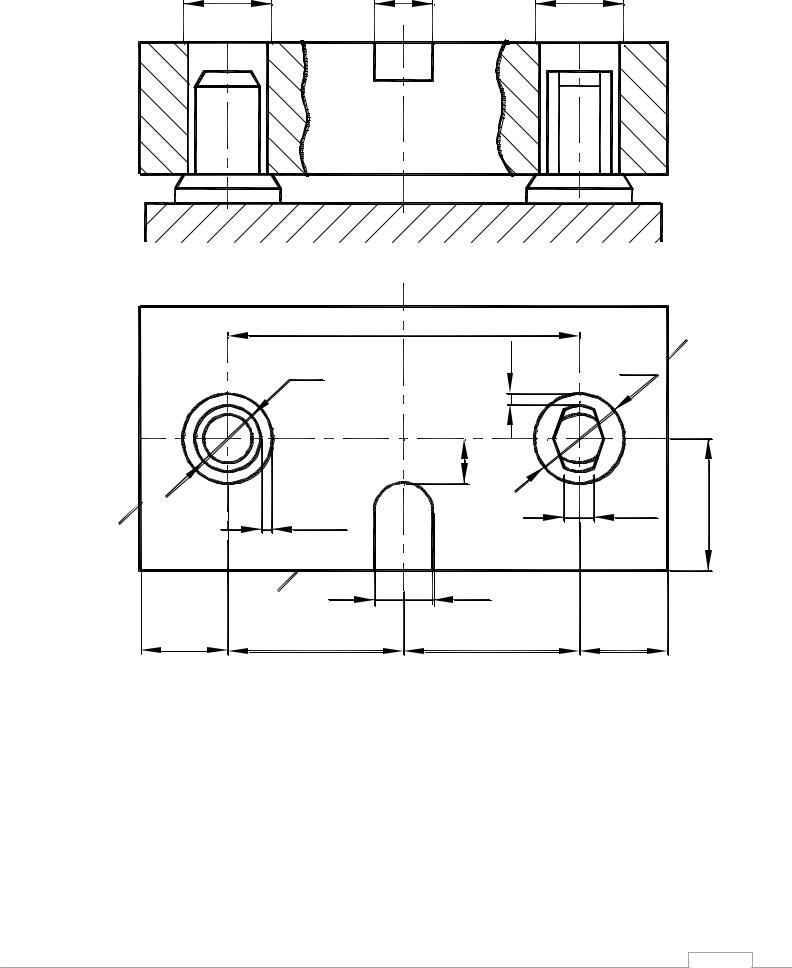
7. При установке заготовок на плоскую поверхность и два отверстия производят обработку поверхностей 1,2,3 и паза, выдерживая размеры А1, А2, А3, А4, А5, А6 и А7 (рис.7). Требуется: определить погрешность базирования для указанных размеров, если известно, что базовые отверстия заготовок D1 и D2 выполнены с допуском ТD1=ТD2=0,013 мм установочные пальцы d1 и d2 с допуском Тd1=Тd2=0,009 мм, а минимальный зазор в сопряжении базовых отверстии с установочными пальцами S1min=S2min =0,007мм. Размер между осями базовых отверстий выполнен с отклонениями ±0,05 мм.
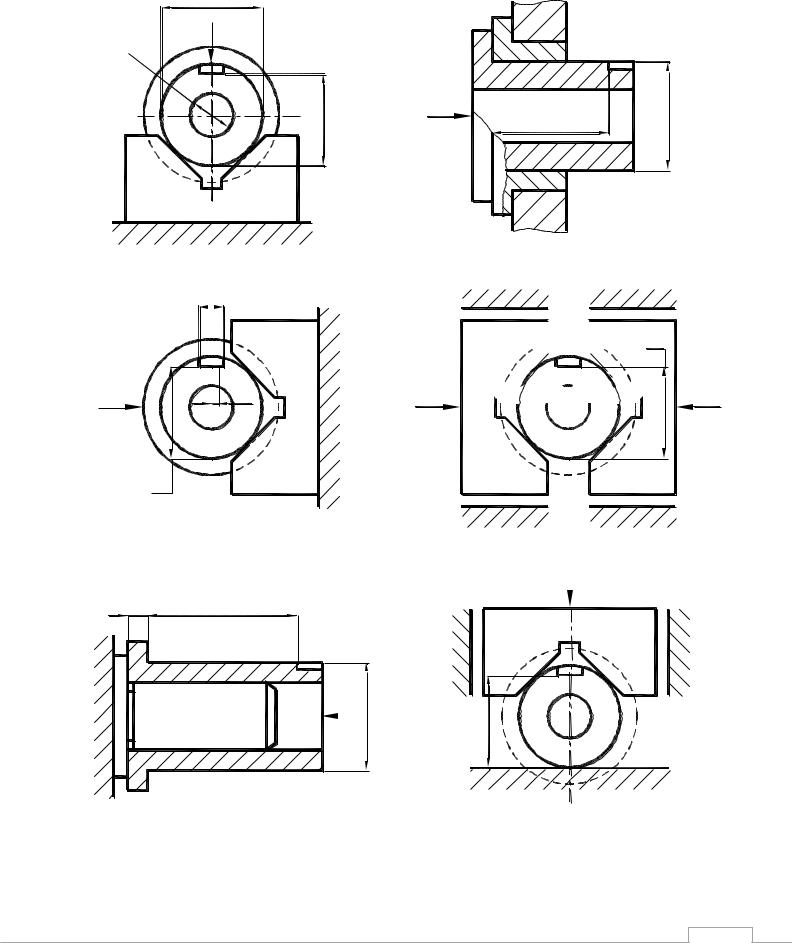
8. У цилиндрических втулок с наружным диаметром d =80-0,2 мм и
внутренним D=40+0,050 мм требуется фрезеровать шпоночный паз шириной В=18+0,1 мм, выдерживая размеры H=70-0,2 мм h =90+0,8 мм (рис.8). Смещение оси шпоночного паза е относительно диаметральной плоскости втулки не должно
превышать 0,1 мм. Выбрать такую схему установки (из шести), для которой расчетная погрешность базирования для выполняемых размеров В1 Н1 h и отклонения от соостности е минимально и обеспечивается достижение заданной точности обработки.
121

Угол призм α =900, максимальный зазор при установке заготовки на палец |
||
или во втулку Smax=0,01 мм. Допуск на изготовление установочного пальца и |
||
центрирующей втулки равен 0,02 мм. Точность метода обработки ω =0,060 мм. |
||
Принять εз=εп.з=0. |
|
|
|
|
V |
Q |
А1 |
|
|
|
|
|
D |
|
|
d |
А2 |
|
|
|
|
|
+ S |
Рис.1. Схема фрезерования втулки (к задаче 1) |
|
|
|
1.6 |
115 |
+0,035 |
65 |
Рис.2. Схема установки втулки (к задаче 2)
122

L0
А4 d2
|
d1 |
|
|
|
|
А3 |
|
|
|
|
А1 |
А2 |
|
|
|
Рис.3. Схема установки рычага (к задаче 3) |
|||
|
А1 |
|
А5 |
|
|
А2 |
|
|
|
А8 |
1 2 |
А3 |
|
|
|
|
|
Q |
|
|
|
3 |
|
А6 |
|
|
4 |
4 |
|
|
|
А |
|
|
|
|
|
|
|
|
|
А7 |
|
|
Рис.4. Схема обработки поверхностей заготовки (к задаче 4)
123
|
V |
|
1 |
S |
|
D |
|
|
Q |
|
Q |
|
3 |
|
|
А |
|
|
2 |
А4 |
|
А |
|
D2 |
А |
|
|
1 |
|
А5 |
|
|
Рис.5.Схема обработки отверстия (к задаче 5) |
|
|
124
|
|
75- 0,2 |
|
+ - 0,1 |
50+0,3 |
-+0,1 |
|
|
|
||
40 |
|
|
40 |
R |
|
|
|
|
|
D |
|
|
|
|
20 |
L=150 - 0,1 |
50 |
||
|
+ |
|
|
а) |
|
|
|
|
|
75- 0,2 |
|
+ - 0,1 |
50+0,3 |
- 0,1 |
|
|
|
||
40 |
|
|
40+ |
R |
|
|
|
|
|
D |
|
L=150 |
+ |
0,1 |
50 |
- |
|||
б)
Рис.6. Схемы установки заготовки при фрезеровании (к задаче 6)
125
|
|
|
|
|
D1 |
|
A2 |
|
|
|
|
D2 |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L0 |
|
3 |
|
|
S/ 2 |
|
|
|
d1 |
d2 |
|
|
|
|
A6 |
|
|
|
S1/ 2 |
|
2e |
A4 |
1 |
|
|
|
|
|
|
|
|
|
|
2 |
A2 |
|
|
|
|
|
|
|
A |
1 |
3 |
5 |
|
|
A |
A |
A |
|
Рис.7. Схема установки заготовки при механической обработке (к задаче 7) |
|
|||
126
|
d |
|
D |
Q |
|
|
|
|
|
|
Q |
|
|
H |
|
а) |
|
|
В |
|
Q |
е |
Q |
|
H |
|
|
в) |
|
15 |
h |
|
|
|
Q |
|
|
H |
|
д) |
|
h |
H |
|
|
б) |
|













 H
H 












 Q
Q
г)
 Q
Q
H |
е)
Рис.8. Схемы установки заготовки при обработке шпоночного паза (к задаче 8)
127
|
|
|
|
|
|
Приложение 3 |
|
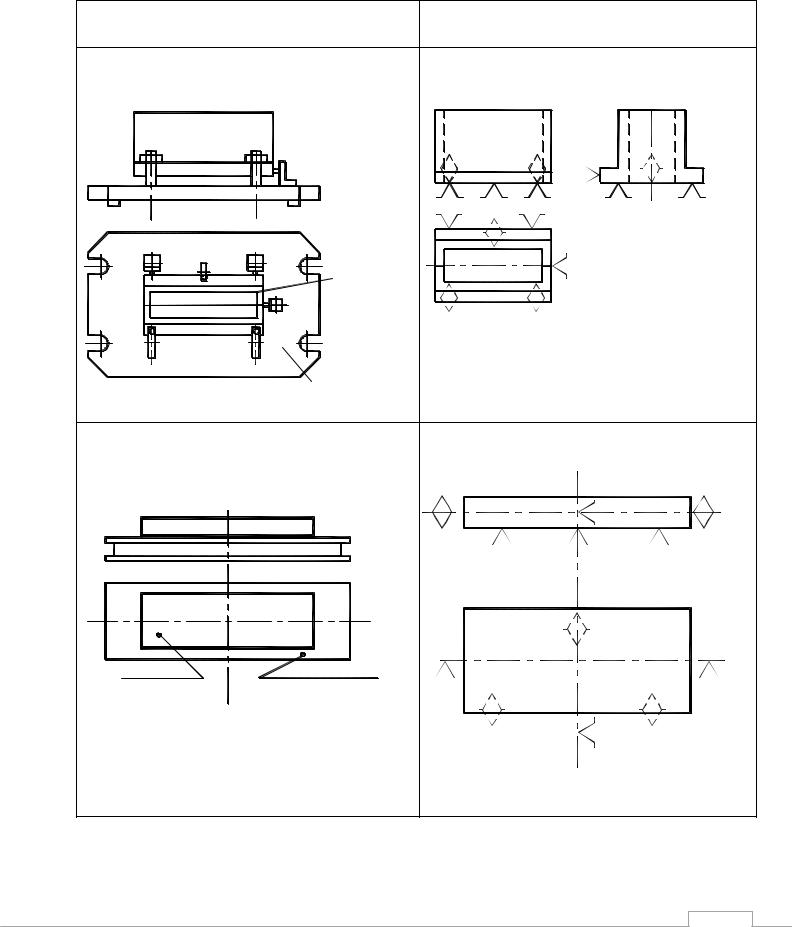
РАССПРОСТРАНЕННЫЕ СХЕМЫ БАЗИРОВАНИЯ ДЕТАЛЕЙ |
|||||||
|
Схема установки |
|
Теоретическая схема базирования |
||||
1.Установка заготовки по плоскостям |
|
|
|
|
|
|
|
основания и двум боковым сторонам |
|
|
|
|
|
|
|
|
|
|
4 |
5 |
|
|
6 |
|
|
|
4,5 |
|
|
||
|
|
|
|
|
|
|
|
|
|
2 |
1 |
|
3 |
1 |
2,3 |
|
|
|
|
||||
|
|
|
4 |
|
5 |
|
|
|
|
|
1 |
|
|
|
|
|
Загот овка |
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
3 |
|
|
|
|
Приспособление |
|
|
|
|
|
|
2. Установка заготовки по плоскости |
|
|
|
|
|
|
|
(на магнитной плите) |
|
|
|
|
|
|
|
|
|
|
4 |
|
6 |
|
5 |
|
|
|
|
|
|
||
|
|
|
3 |
|
1 |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
Загот овка |
Магнит ная плит а |
|
4 |
|
|
|
5 |
|
|
|
|
|
|
||
|
|
|
3 |
|
|
|
2 |
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
128 |
|
|
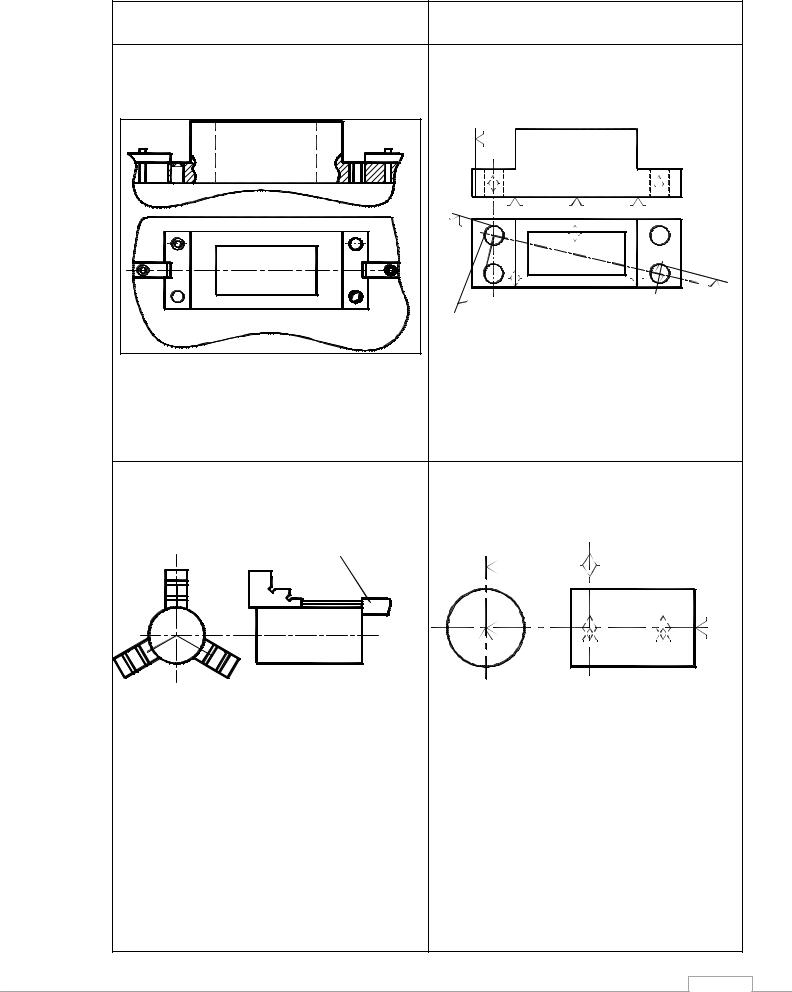
Продолжение прил.3 |
|||
Схема установки |
Теоретическая схема базирования |
||||
3.Установка заготовки по плоскости и двум |
|
|
|
|
|
отверстиям |
|
|
|
|
|
|
4 |
|
|
|
|
|
5 |
|
|
6 |
|
|
1 |
2 |
|
3 |
|
|
5 |
|
|
|
|
|
|
2 |
|
|
|
|
|
1 |
3 |
|
6 |
|
|
|
|
|
|
|
4 |
|
|
|
|
4.Установка вала в трехкулачковом |
|
|
|
|
|
самоцентрирующем патроне |
|
|
|
|
|
Шт ангенциркуль |
|
|
|
|
|
|
6 |
6 |
|
|
|
|
3,4 |
3 |
|
4 |
5 |
|
|
|
|
||
|
1,2 |
1 |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
129 |
|
|
|
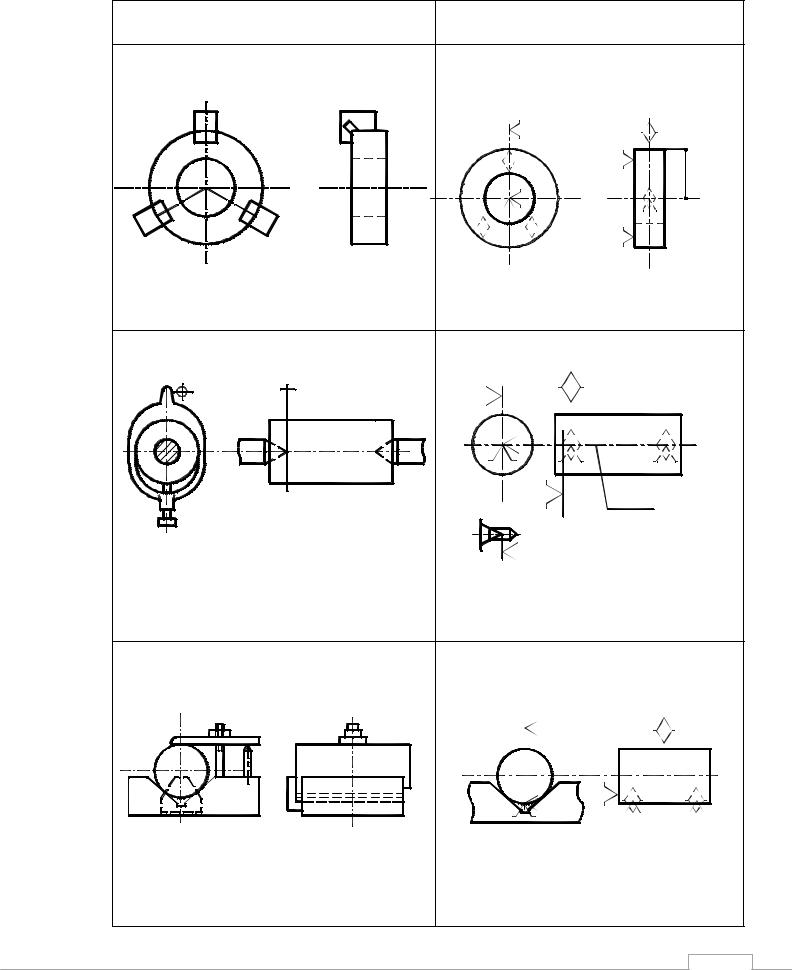
Продолжение прил.3 |
|||
Схема установки |
Теоретическая схема базирования |
|||||
5.Установка диска в трехкулачковом |
|
|
|
|
|
|
самоцентрирующем патроне |
|
|
|
|
|
|
|
|
6 |
|
|
6 |
|
|
|
2 |
|
|
2 |
|
|
|
5 |
|
|
5 |
|
|
|
|
|
|
|
|
|
4 |
|
3 |
|
4 |
|
|
1 |
|
|
1,3 |
|
|
|
|
|
|
|
|
|
6. Установка вала в центрах |
|
|
|
|
|
|
|
6 |
|
6 |
|
|
|
|
|
|
|
|
|
|
|
|
3,4 |
3 |
|
4 |
|
|
|
|
|
|
|
|
|
1,2 |
|
1 |
|
2 |
|
|
|
|
5 |
|
Общая ось |
|
|
|
|
|
|
цент ровых |
|
|
|
|
|
|
от верст ий |
|
|
|
5 |
|
|
|
|
7. Установка вала на призме |
I – общая ось центровых отверстий |
|
||||
|
|
|
6 |
|
6 |
|
|
|
|
|
5 |
1 |
2 |
|
|
|
1,2 |
|
|
|
|
3,4 |
|
|
|
4 |
|
|
|
|
|
3 |
||
|
|
|
|
|
||
|
|
|
|
|
|
130 |