

Базирование и базы в машиностроении
.pdfЗависимости для расчета погрешностей замыкающих звеньев:
ωz115 = ωК15 + ωВ10 + ωА0 ,
ωz515 = ωВ15 + ωВ10 ,
ωБ = ωК15 + ωВ10 + ωА0 ,
ωА = ωВ15 + ωК15 ,
ωГ = ωВ15 + ωВ10 + ωГ 0 ,
Уравнение размерных цепей по оси Z (рис.59):
Z1015 =и15 – E15 +Д5+M0 – и0,
Z65 =Д5 – Д0 ,
З = - Е15 + Д5+М0+З0.
Соответствующие колебания припусков и погрешности:
ωz1015 = ωu 15 + ωЕ15 + ωD5 + ωМ 0+ ωu 0 ,
ωz65 = ωД5 + ωД0 ,
ωЗ = ωЕ15 + ωД5 + ωМ 0 + ωЗ 0.
Расчет колебаний припусков и погрешностей замыкающих звеньев для различных вариантов базирования по осям Y и Z. Погрешности составляющих звеньев размерных цепей определяются по таблицам средне экономических норм точности.
7. Сопоставление колебаний припусков и погрешностей с заданными допусками, выбор варианта базирования, обеспечивающего наименьшее колебание припуска и заданную точность обработки.
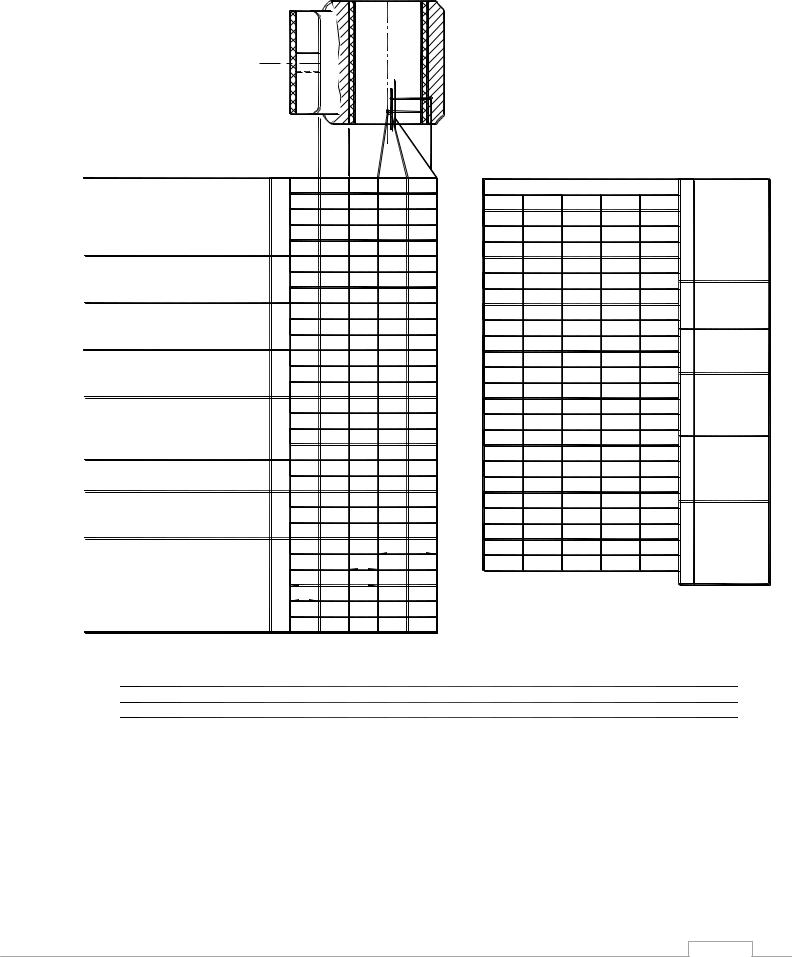
Построение и расчет размерных цепей выполняются на бланках (рис.59)
111
|
Эскиз |
|
|
|
|
|
|
|
загот овки |
|
|
|
|
|
|
|
|
60 |
70 |
100 |
1000 |
900 |
800 |
Операция |
|
1 |
|
|
|
|
|
000 |
|
2 |
|
|
|
|
|
загот ов |
|
3 |
|
|
|
|
|
|
|
4 |
|
|
|
|
|
Операция |
|
5 |
|
|
|
|
|
005 (черн) |
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
фрезерная |
|
|
|
|
|
|
|
Операия |
|
7 |
|
|
|
|
|
010 (чист ) |
|
8 |
|
|
|
|
|
фрезерная |
|
|
|
|
|
|
|
Операция 015 |
|
9 |
|
|
|
|
|
раст очная |
|
10 |
|
|
|
|
|
черновая |
|
11 |
|
|
|
|
|
Операция |
|
12 |
|
|
|
|
|
020 |
|
13 |
|
|
|
|
|
раст очная |
|
14 |
|
|
|
|
|
чист овая |
|
|
|
|
|
|
|
Операция |
|
15 |
|
|
|
|
|
сверлильнорезьбонарезная |
|
|
|
|
|
||
|
|
|
|
|
|
||
Операция |
|
16 |
|
|
|
|
|
030 |
|
17 |
|
|
|
|
|
прот яжная |
|
|
|
|
|
|
|
|
|
18 |
|
|
|
+ |
|
|
|
|
|
|
З=0- 0,5 |
||
|
|
19 |
|
Н=25 +0,025 |
|
||
Дет аль |
|
20 |
|
+ |
|
|
|
|
Е=42-0,5 |
|
|
|
|||
|
|
21 |
Д= 19- 0,2 |
|
Z=0+0,7 |
|
|
|
|
22 |
|
|
|
||
|
|
|
|
|
- |
|
|
|
|
6 |
7 |
10 |
100 |
90 |
80 |
|
Расчет размерных цепей |
|
|
|
|||
Расчет размеров на т ехнологические переходы
|
Исходные данные |
|
а |
|
||
Р- Р |
А |
в |
Н |
Zmin |
расчет |
Уравнения |
|
|
|
|
|
||
|
|
|
|
|
размерных |
|
|
|
|
|
|
Порядок |
|
|
|
|
|
|
цепей |
|
|
|
|
|
|
|
|
Рис.60. Форма бланка для расчета и построения размерных цепей
112
Приложение 1
ЗАДАНИЯ К ПРОВЕДЕНИЮ ПРАКТИЧЕСКИХ ЗАНЯТИЙ. ТЕХНОЛОГИЧЕСКИЕ ЗАДАЧИ ДЛЯ РАЗРАБОТКИ СХЕМ
БАЗИРОВАНИЯ
Номер |
Содержание операции |
|||||
варианта |
|
Эскиз детали |
||||
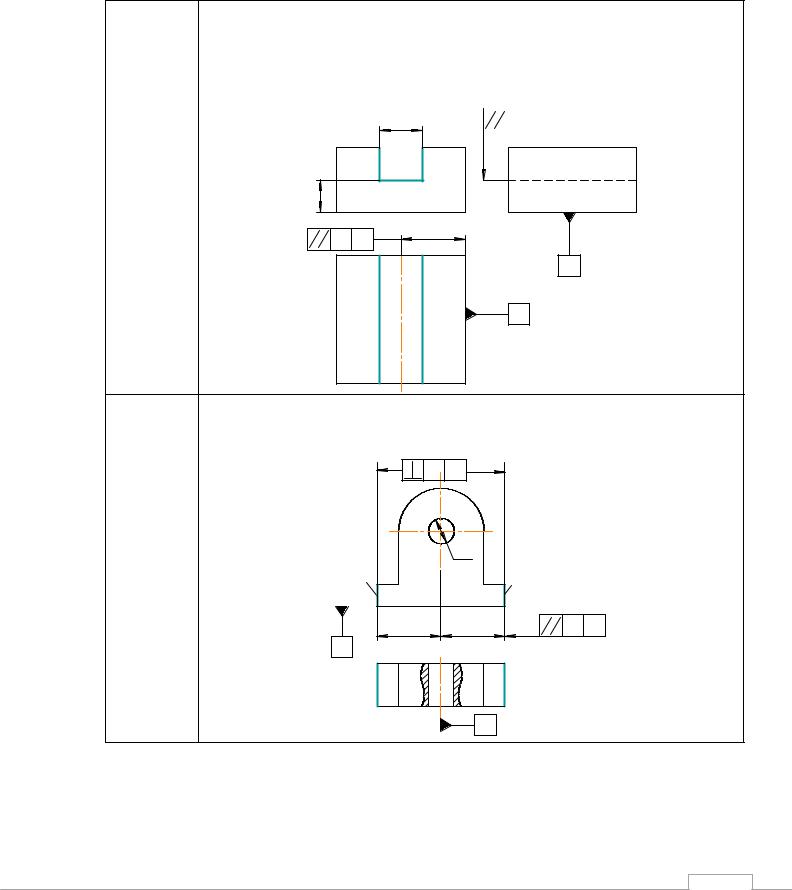
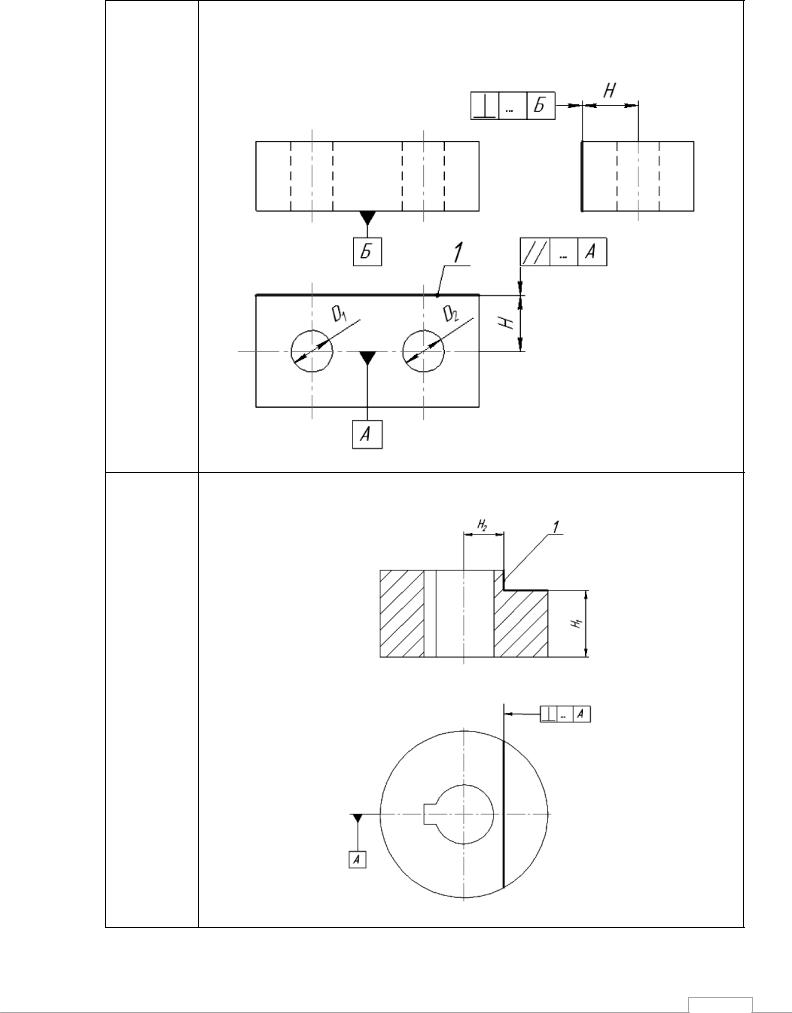
1 |
При фрезеровании паза шириной h выдержать размеры H1 и H2, |
|||||
|
обеспечить параллельность оси паза относительно поверхности |
|||||
|
Б и дна паза относительно основания А |
|||||
|
h |
|
|
... |
A |
|
|
|
|
|
|
|
|
1 |
|
H |
|
... |
H2 |
Б |
А
Б
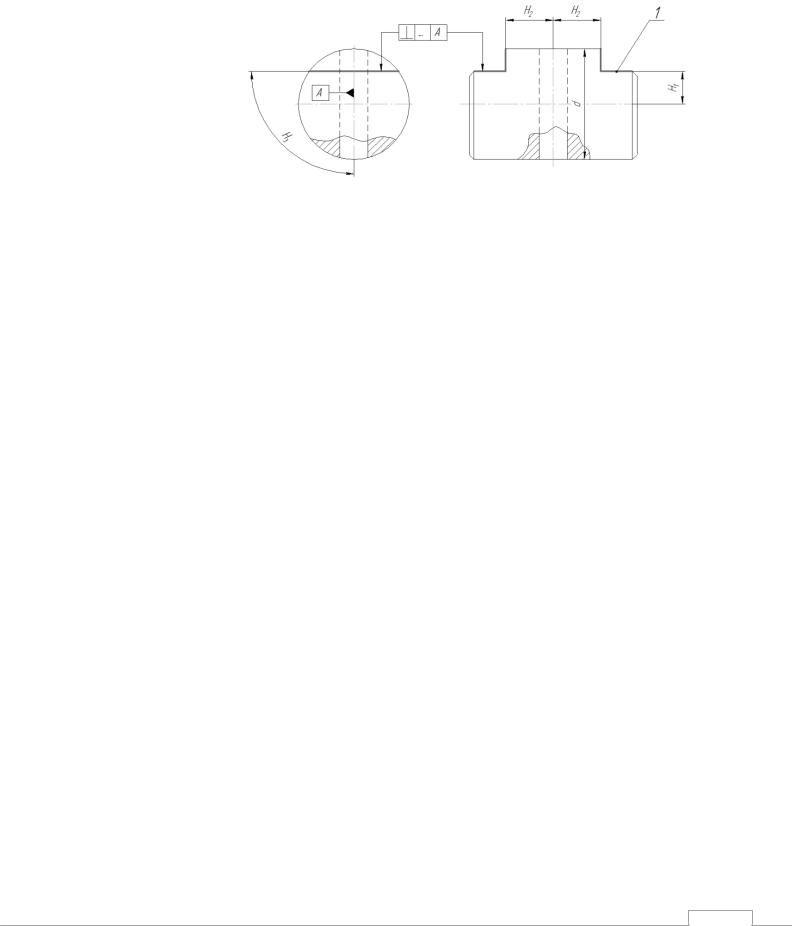
2 При обработке поверхностей 1 и 2, выдерживая размеры Н2, обеспечить параллельность их относительно оси отверстия А и перпендикулярность относительно поверхности Б.
... |
Б |
|
|
|
D |
|
|
1 |
|
2 |
|
H1 |
H2 |
... |
А |
Б |
|
|
|
А
113
3 Фрезеровать поверхности 1, 2, 3, выдерживая размеры Н1, Н2, Н3. Обеспечить параллельность поверхностей 2 относительно оси отверстия А.
H2 |
H2 |
1 |
2 |
|
2 |
1 |
|
|
H |
|
|
|
|
А |
H 3
3
... A
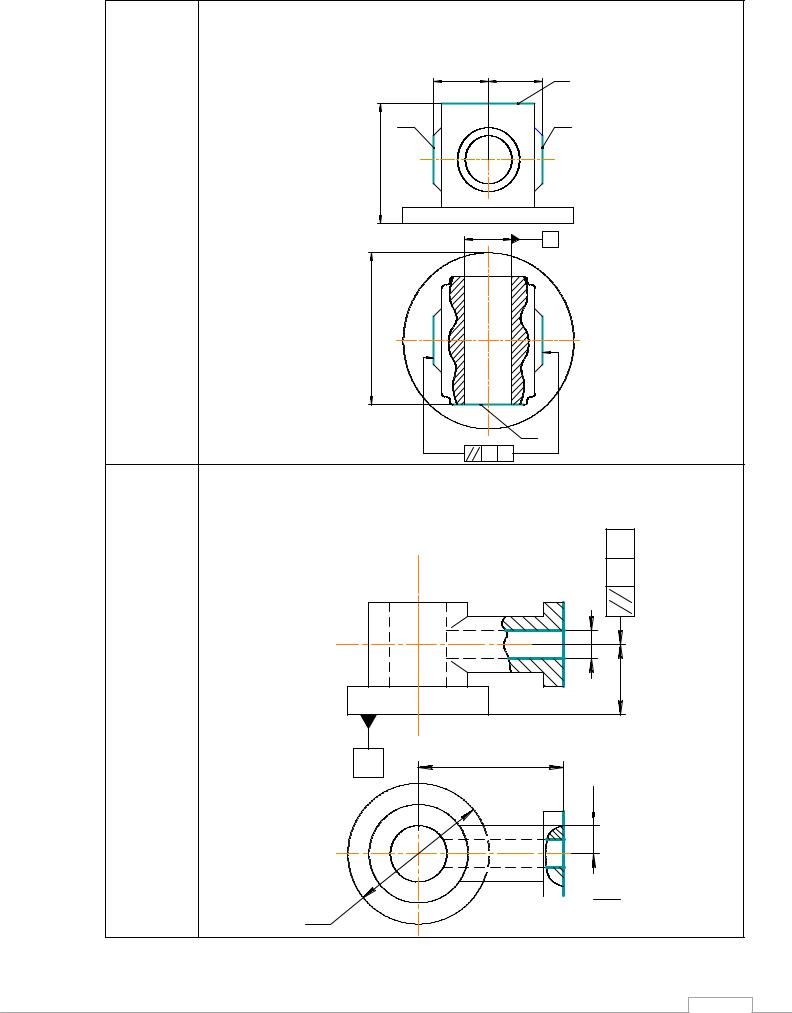
4 бработать отверстие D и торец фланца 1, выдерживая размеры Н1, Н2, Н3. Обеспечит параллельность оси отверстия относительно поверхности А.
|
A |
|
... |
|
D |
|
1 |
|
H |
А |
H2 |
|
H 3
3
 1
1
d
114
5 Фрезеровать уступ выдерживая размеры Н1, Н2. Обеспечить перпендикулярность поверхности 1 относительно общей плоскости симметрии А отверстия D и наружной поверхности d.
H2
1
H 1
... A
d
1
D
А
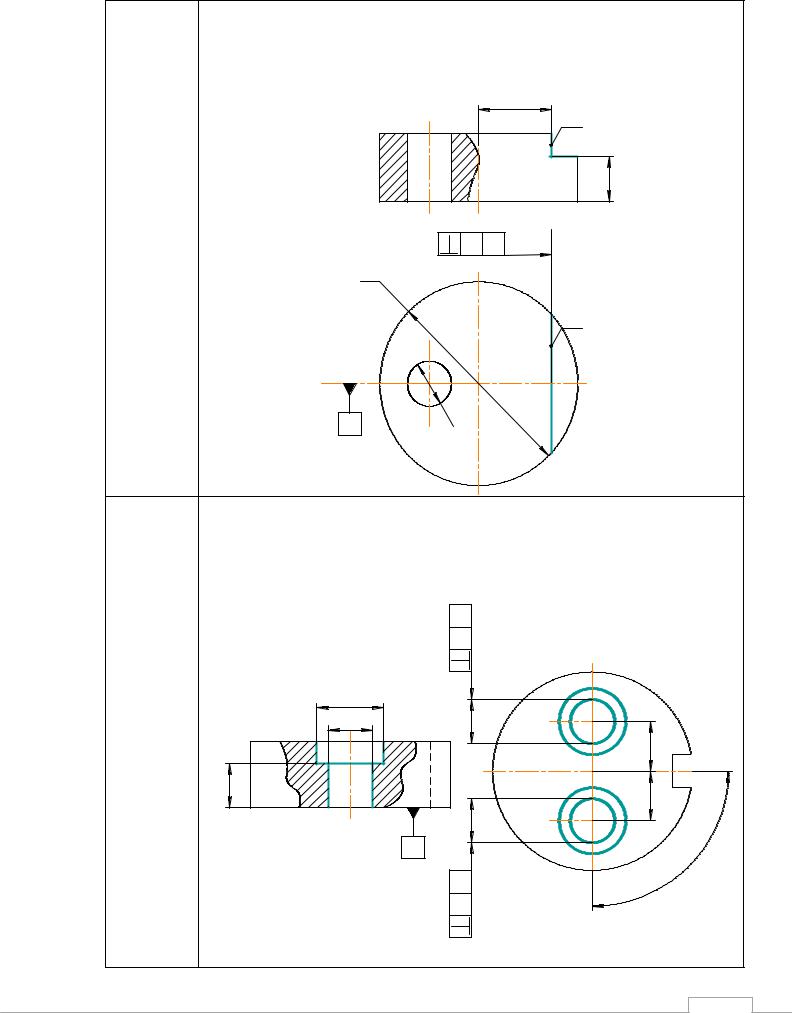
6Обработать с применением кондуктора отверстия D и D1, выдерживая размеры H1, H2, H3. Обеспечить перпендикулярность осей отверстий относительно поверхности А.
|
A |
|
... |
D1 |
|
D |
D |
|
2 |
|
H |
1 |
|
H |
|
|
2 |
|
H |
|
D |
|
А |
|
H |
|
3 |
|
A |
|
... |
115
7При фрезеровании поверхности 1 выдержать размер H. Обеспечить перпендикулярность поверхности относительно плоскости Б и параллельность общей оси А отверстий D1 и D2.
8 Фрезеровать уступ, выдерживая размеры Н1 и Н2. Обеспечить перпендикулярность поверхности 1 относительно оси паза А.
116
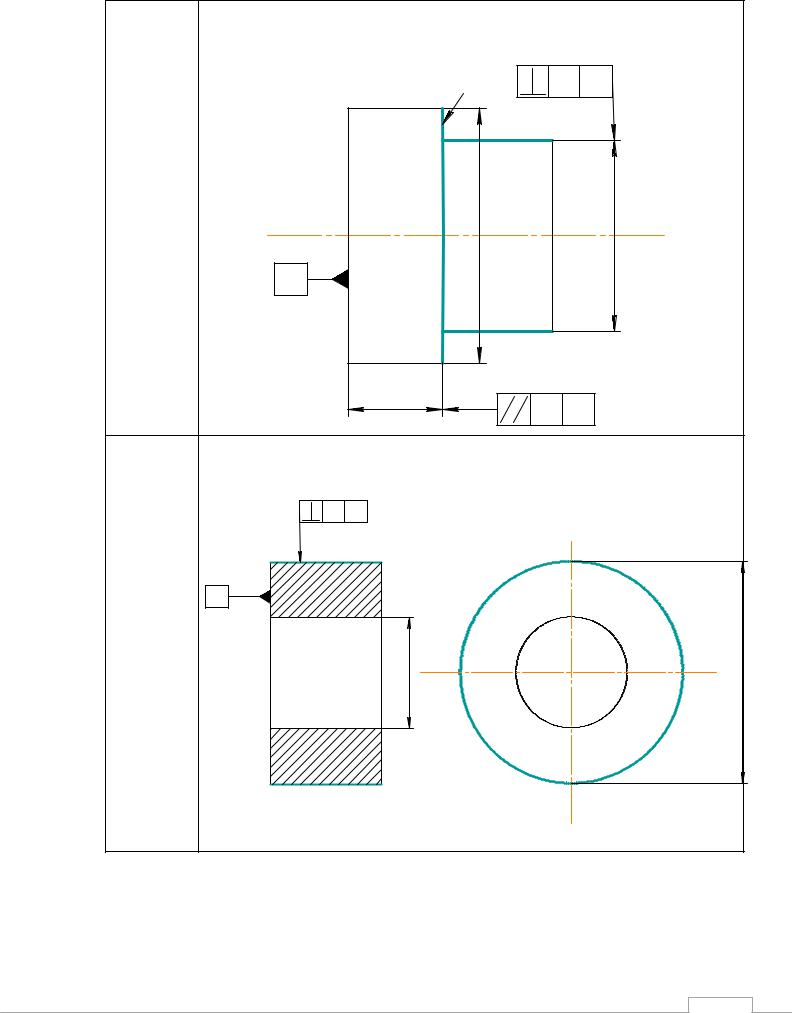
9 |
Обработать ступень валика, выдерживая |
размеры Н и d1. |
||
|
Обеспечить параллельность торца 1 и перпендикулярность |
|||
|
поверхности d1 |
относительно поверхности А. |
||
|
|
1 |
... |
A |
|
|
d |
|
1 |
|
|
|
d |
|
|
А |
|
|
|
|
|
H |
... |
A |
|
|
|
||
10 |
Обработать наружный диаметр диска, выдерживая размер d и |
|||
|
перпендикулярность поверхности относительно торца А. |
|||
|
... |
A |
|
|
|
А |
|
|
|
|
|
D |
|
d |
|
|
|
|
117 |
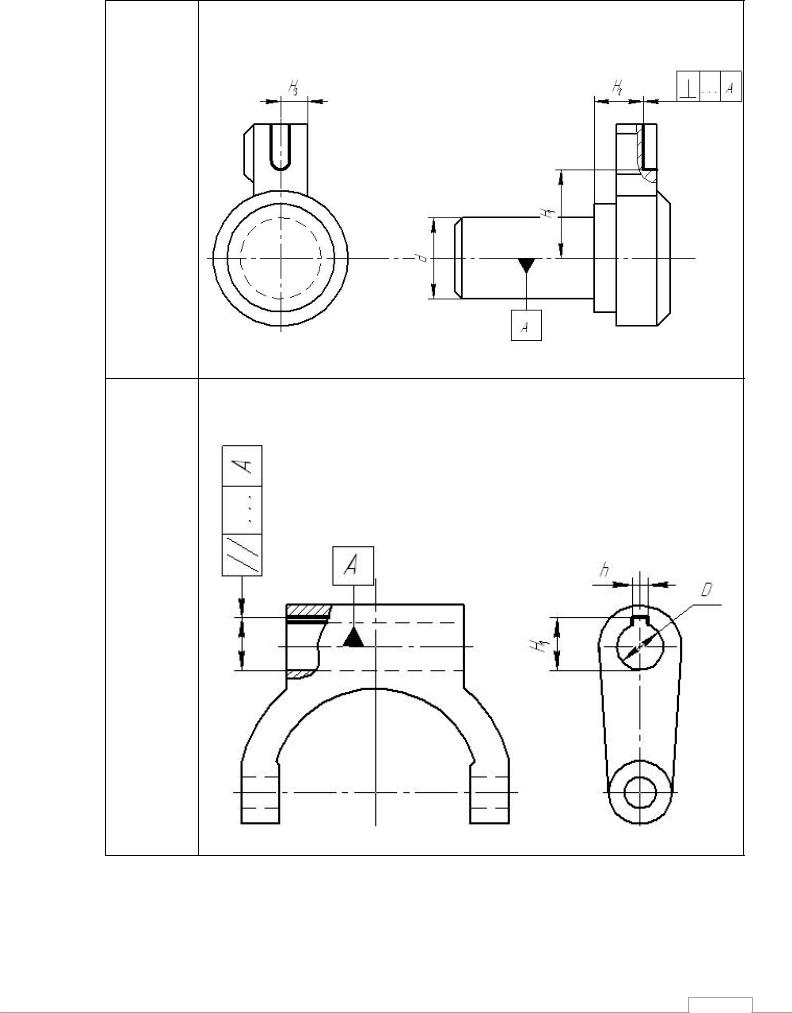
11 Фрезеровать паз, выдерживая размеры Н1, Н2, Н3. Обеспечить перпендикулярность дна паза относительно оси А.
12 Обработать шпоночный паз шириной h, выдерживая размер Н1. Обеспечить параллельность дна паза относительно оси А.
118
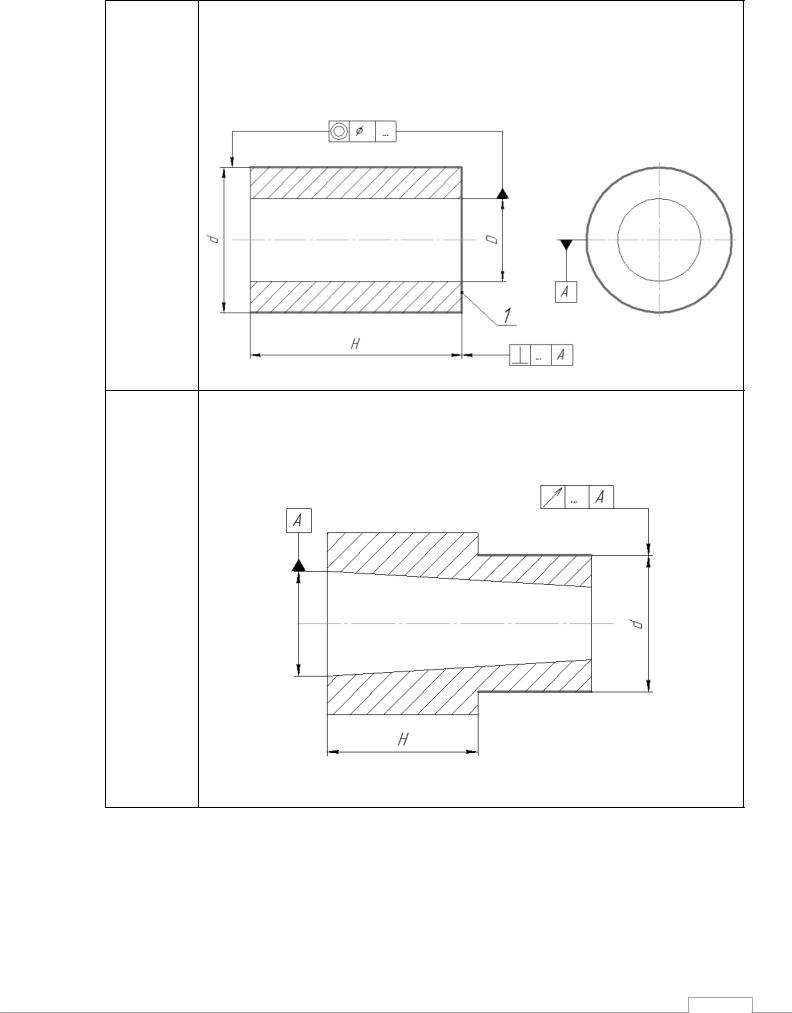
13 Обработать наружный диаметр d и торец втулки 1, выдерживая размер H. Обеспечить соосность обработанной поверхности относительно отверстия D и перпендикулярность торца относительно оси отверстия А.
14 При обработке ступени наружной поверхности втулки d выдержать размер H и обеспечить допустимую величину радиального биения поверхности d относительно оси конусной поверхности А.
119
15 |
Фрезеровать уступы вала, выдерживая размеры Н1, Н2 и Н3. |
|
Обеспечить перпендикулярность поверхности 1 относительно |
|
оси отверстия А. |
|
|
Приложение 2
ЗАДАНИЯ ДЛЯ РАСЧЕТА ТОЧНОСТИ ОБРАБОТКИ И ПОГРЕШНОСТИ БАЗИРОВАНИЯ
1. На вертикально-фрезерном станке обрабатывают ступенчатую поверхность втулки, установленную на цилиндрический палец с буртом (рис. I). Диаметр базового отверстия D=30+0,039мм, диаметр установочного пальца d=30 00,,007016 мм.
Требуется определить ожидаемую точность выполнения размеров А1 и А2, если известно, что составляющие погрешности установки (погрешности закрепления и положения заготовки) равны 0, т.е. Ез=Еп.з=0. Точность метода обработки принять равной ω =0,120мм. Исходя из схемы установки заготовки в приспособлении погрешность базирования при выполнении размера А1 определяется по уравнению:
Εб А1=Smax=ТD+Smin+Td=0,039+0,007+0,09=0,055мм,
а погрешность базирования при выполнении размера А2 поскольку измерительная и технологическая базы совмещены.
Поскольку по условию задачиε з=εп.з=0 то соответственно
ТА1=ε б А1+ω =0,055+0,120=0,175мм ТА2 =ε б А2+ω =0+0,120=0,120мм
2. Обработка наружной цилиндрической поверхности втулок диаметром 115мм производится при установке их с зазором на жесткой шпиндельной оправке (рис.2). Базовое отверстие имеет диаметр Ø65+0,035мм. Цилиндрическая рабочая поверхность оправки диаметром 65 00,,0306 мм имеет радиальное биение
120