

Вспомогательные углы резца
(рассматриваются во вспомогательной секущей плоскости)
γ`, α` (определения аналогичны)
Углы в плане резца (находятся в основной плоскости)
ϕ – главный угол в плане, образованный проекцией главного лезвия на основную плоскость и направлением подачи резца.
ϕ` − вспомогательный угол в плане, образованный проекцией вспомогательного лезвия на основную плоскость и направлением противоположным подаче
ε – угол при вершине резца, находящийся между проекциями главного и вспомогательного лезвий.
Угол наклона главного лезвия
l − угол наклона главного лезвия, находится в плоскости резания между основной плоскостью и режущей кромкой.
λ<0, если вершина резца является наивысшей точкой главного лезвия и λ>0, когда вершина резца − самая низкая точка.
λ=0, когда главное лезвие совпадает с основной плоскостью.

Рисунок 9 − Влияние угла l на направление схода стружки
и прочность вершины резца
1.3.3 Статические углы резца

Рисунок 10 − Влияние установки резца для наружного точения
на его геометрию
При установке резца для наружного точения выше линии центров γ увеличивается, α уменьшается, а при установке ниже − наоборот.
Для случая внутренней обработки отверстий, т.е. для растачивания, всё наоборот: при установке резца выше оси заготовки угол α увеличивается, γ уменьшается.
Установка резца на углы в плане ϕ и ϕ` осуществляется поворотом резцедержателя.
1.3.4 Кинематические углы резца

Рисунок 11 − Изменение геометрии резца в процессе резания (кинематике)
γр=γ+μ;
![]() ;
;
![]()
Плоскость резания в кинематике – это плоскость, проходящая через главное лезвие касательно к поверхности резания (в ней лежит вектор истинной результирующей скорости резания W).
1.3.5 Назначение геометрических параметров инструмента
α – задний угол, предназначен для уменьшения сил трения задней поверхности инструмента о поверхность резания (чем больше α, тем меньше трение).
α=6-120, большие значения берутся к обработке вязких материалов, склонных к упругому восстановлению.
γ – передний угол, влияет на условия образования стружки, на степень пластической деформации срезаемого слоя. Может принимать значения от -100 до +200. Для вязких материалов принимается угол ближе к 200. При обработке твёрдых и прочных материалов применяется отрицательный угол γ.

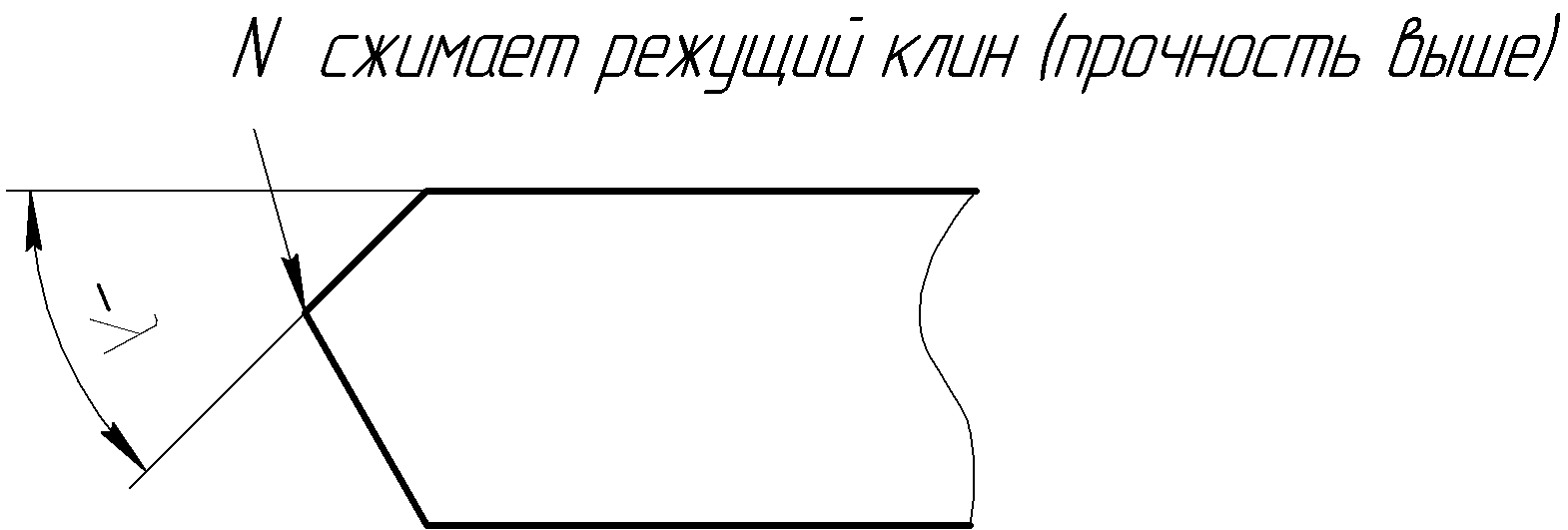
Рисунок 12 Рисунок 13
ϕ – главный угол в плане, оказывает влияние на шероховатость обработанной поверхности, а также на силы, действующие на заготовку со стороны резца.
При жёсткой технологической системе (станок, приспособление, инструмент, деталь) стараются работать с меньшими углами ϕ, а именно, ϕ=30-400.
При обработке нежёстких деталей принимается ϕ≈900.

Рисунок 14
ϕ` - влияет на шероховатость обработанной поверхности, при его уменьшении шероховатость уменьшается. ϕ`= 10-150.
λ – угол наклона главной режущей кромки, влияет на направление схода стружки, а также увеличивает прочность режущего клина.
λ<0 нельзя применять при обработке прерывистых поверхностей.
Если λ>0, то отделяемая стружка сходит в направлении обработанной поверхности детали – применяют при обработке материалов, имеющих литейную корку и при работе инструмента с ударом.
λ=10-300.
Радиус при вершине резца служит для упрочнения вершины резца и для снижения шероховатости обработанной поверхности.
r=1-5 мм для быстрорежущих резцов;
r=0,2-3 мм для твердосплавного инструмента.
ϕ0 – служит для упрочнения вершины резца, равен 15-200 (для отрезных резцов – 30-400).