

4.5 Вывод формулы для расчёта скорости резания
Частные стойкостные зависимости от скорости, подачи и глубины резания выводятся аналогично температурным зависимостям. При постоянных условиях определяют зависимость стойкости инструмента от скорости резания. Проводят опыты при различных скоростях резания и строят кривые износа для каждой скорости резания.

Рисунок 59
При принятом критерии износа hз по графику (рис. 59) определяют стойкость инструмента, соответствующую каждой скорости
|
V |
V1 |
V2 |
…. Vn |
|
T |
T1 |
T2 |
…. Tn |
и в логарифмической системе координат строят график зависимости стойкости от скорости резания.
Записывают уравнение частной зависимости от скорости:
![]() ,
где
,
где
![]() .
.
Совершенно аналогично находят частные зависимости стойкости от подачи и глубины резания
![]() ,
,
![]() ,
где
,
где![]() ,
,![]()
Р исунок
60 – Частные зависимости стойкости отV,
S
и t
исунок
60 – Частные зависимости стойкости отV,
S
и t
На основании частных зависимостей записывают общую зависимость
![]() ,
откуда
,
откуда
![]() ,
,
приняв:
![]() ,
получим:
,
получим:
![]() - формула справедлива
в интервале V1
– V2
(рис. 63),
- формула справедлива
в интервале V1
– V2
(рис. 63),
где V – расчётная допустимая скорость резания, рассчитывается для конкретных условий обработки;
CV – постоянный коэффициент, зависящий от условий обработки;
KΣ
– суммарный поправочный коэффициент
на изменённые условия обработки,
![]() - берутся по справочникам;
- берутся по справочникам;
T – период стойкости инструмента. Он задаётся технологом и зависит от стоимости и сложности инструмента;
S – подача;
t - глубина;
![]() - показатель
относительной стойкости;
- показатель
относительной стойкости;
YV, XV – показатели при подаче и глубине резания, характеризуют степень влияния на скорость резания соответственно подачи и глубины резания.
Р исунок
61
исунок
61
Для увеличения производительности труда при одинаковой стойкости целесообразнее работать с большим отношением t/S или b/a.
4.6 Упрочнение (наклёп) в зоне резания
В процессе превращения срезаемого слоя в стружку благодаря пластической деформации происходит упрочнение материала (наклёп). Упрочняется стружка, особенно её контактный слой. В случае образования нароста он упрочняется в ещё большей степени, примерно в 2-3 раза по отношению к микротвёрдости обрабатываемого материала. Упрочняется и обработанная поверхность.
Упрочнение характеризуется глубиной h и степенью наклёпа обработанной поверхности.
Степень наклёпа H равна:
![]() ,
,
где H2 – микротвёрдость обработанной поверхности;
H1 – микротвёрдость обрабатываемой заготовки.
С увеличением скорости резания происходит некоторое снижение глубины и степени наклёпа. Это связано с уменьшением зоны первичной пластической деформации.
С увеличением подачи или толщины срезаемого слоя глубина и степень наклёпа увеличиваются. Это связано с увеличением сил резания.
Г лубина
резания влияния практически не оказывает.
лубина
резания влияния практически не оказывает.
Р исунок
62
исунок
62
Рисунок 63
Влияние геометрии резца на h и H
С увеличением переднего угла и угла в
плане степень и глубина уменьшаются, а
с увеличениемR
и, особенно, радиуса округления режущей
кромки r
– увеличиваются.
увеличением переднего угла и угла в
плане степень и глубина уменьшаются, а
с увеличениемR
и, особенно, радиуса округления режущей
кромки r
– увеличиваются.
Рисунок 64
С применением СОЖ H и h снижаются.
5 Основные операции механической обработки
5.1 Точение
Черновое точение – 12 квалитет (13 - экономический).
Получистовое – 10…11 квалитет, Rz 40…20
Чистовое – 7…9 квалитет (8…10 - экономический).
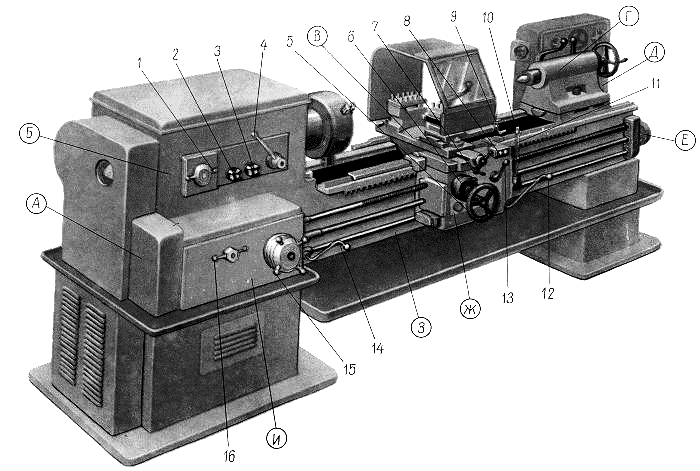
Рисунок 67 – Токарно-винторезный станок