

5.8.6 Силы резания при протягивании
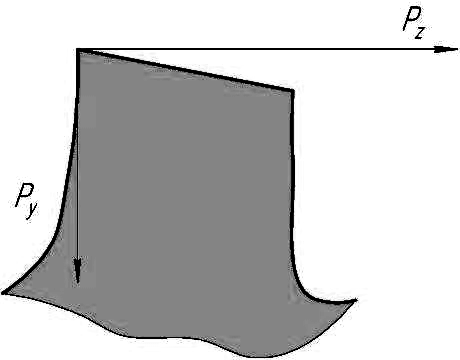
Рисунок 109
На зуб протяжки действуют 2 составляющие Pz и Py.
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
Тяговое усилие:
![]() ,
,
![]() ,
,
![]() ,
,
где L – длина протяжки:
![]() ;
;
K – отношение скорости холостого хода к рабочему;
g – количество одновременно протягиваемых деталей в блоке (например, кольца, шайбы).
5.9 Нарезание резьбы
Способы нарезания резьб:
лезвийными инструментами;
путём пластического деформирования металла (накатывание);
абразивными инструментами (резьбошлифование).
5.9.1 Нарезание резьб резцами
Производится на токарно-винторезных станках (достигается 5-6 степень точности).
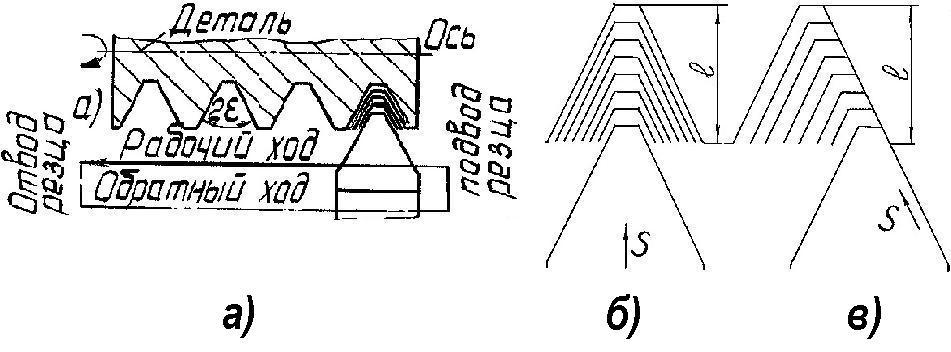
Рисунок 110
За один оборот заготовки суппорт должен перемещаться на величину шага (хода) нарезаемой резьбы.
Ход многозаходной резьбы:
![]() ,
,
где К` - количество заходов;
P – шаг резьбы.
Крупные резьбы нарезают не за один проход, а за несколько.
Обе режущие кромки у резца будут главными (рис. 110-б). Вершина работает в тяжёлых условиях.
С целью уменьшения нагрузки на вершину резца осуществляется подача на врезание под углом, т.е. вдоль режущей кромки. В таких условиях левая кромка является главной, правая – вспомогательной (рис. 110-в).
Разбивка подачи на врезание при многопроходном нарезании резьбы осуществляется:
По равным площадям среза в каждом проходе.
По равным силам (с помощью динамометра).
По равным температурам резания.
5.9.2 Изменение геометрии резьбового резца в кинематике
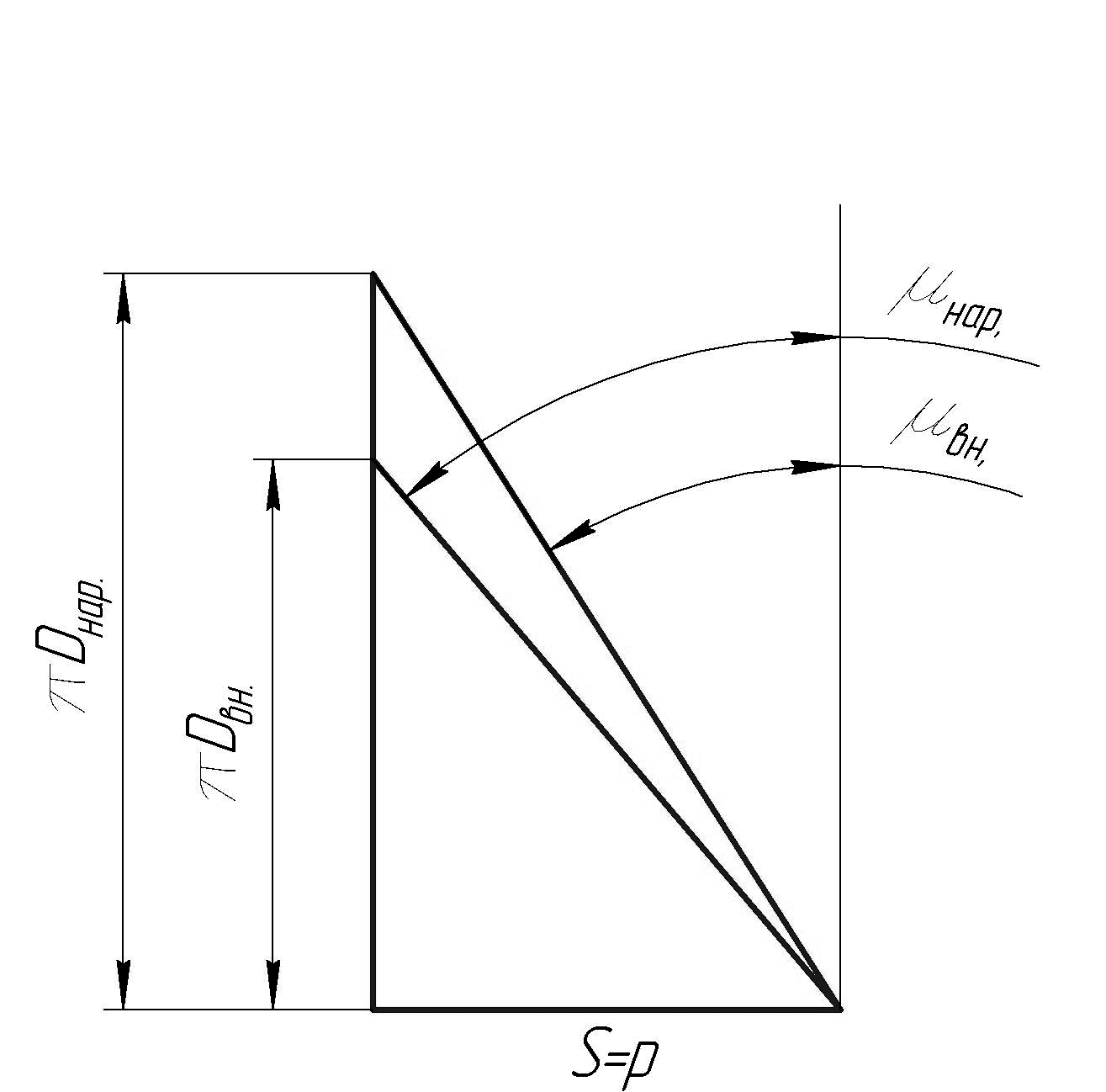
Рисунок 111
αл.п. – левого профиля,
αп.п. – правого профиля,
μ – угол наклона нитки резьбы,
P – шаг резьбы.
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
5.9.3 Уравнивание кинематических задних углов на режущих кромках резьбового резца
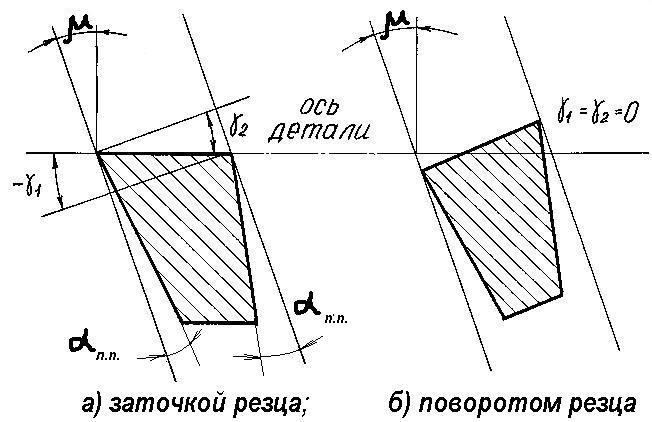
Рисунок 112
5.9.4 Резьбовые гребёнки- многониточные резцы
С целью увеличения производительности применяют многозубые (многониточные) резцы (гребёнки) (рис. 113).
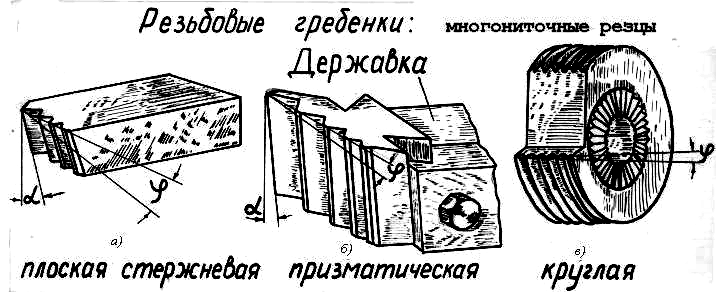
Рисунок 113
5.9.5 Резьбовые фрезы
Недостатки:
- огранка, класс шероховатости и точность ниже, но производительность выше, поэтому применяют в массовом производстве.
С целью дальнейшего увеличения производительности труда применяют многониточные фрезы. Но длина фрезы должна быть больше длины нарезаемой резьбы заготовки. Применяются в массовом производстве.
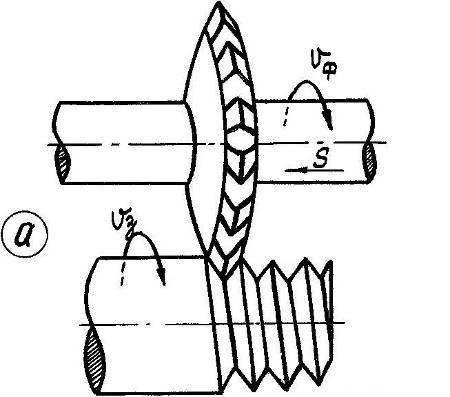

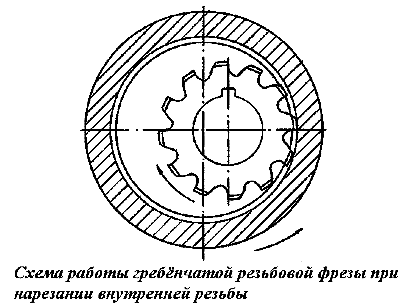
Рисунок 114 – Схема работы гребёнчатой резьбовой фрезы при нарезании внутренней резьбы
5.9.6 Вихревое нарезание резьбы
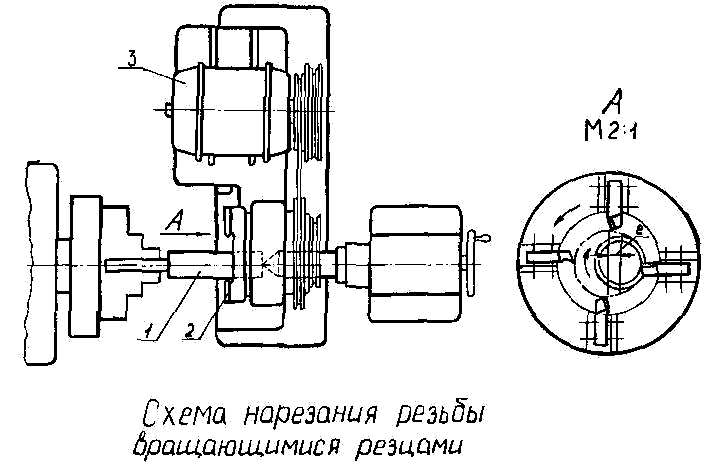
Рисунок 115 – Схема нарезания резьбы вращающимися резцами
5.9.7 Нарезание резьбы метчиками
Метчики служат для нарезания внутренних резьб.

Рисунок 116 – Метчики
5.9.8 Нарезание резьбы плашками
Плашки служат для нарезания наружных резьб.
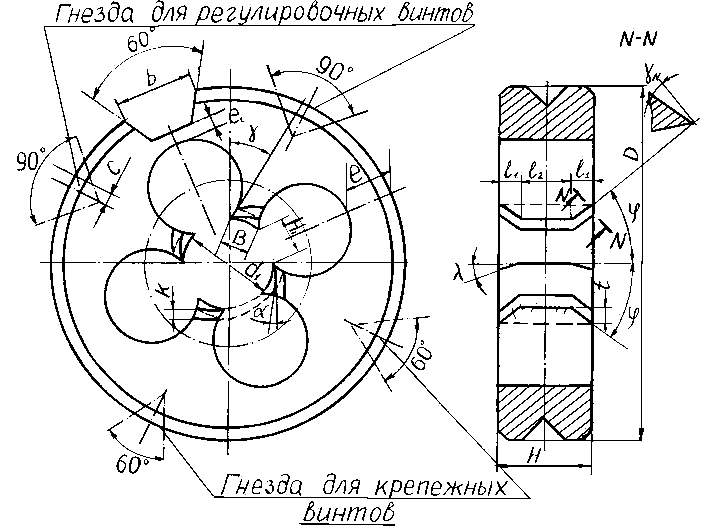
Рисунок 117 – Геометрия плашки
5.10 Нарезание зубчатых колёс лезвийными инструментами
Методом копирования
Методом обката
По методу копирования:
- дисковые модульные фрезы (9-10 степень точности);
- пальцевые модульные фрезы (9-10 степень точности);
- зубодолбёжные головки (7-8 степень точности).
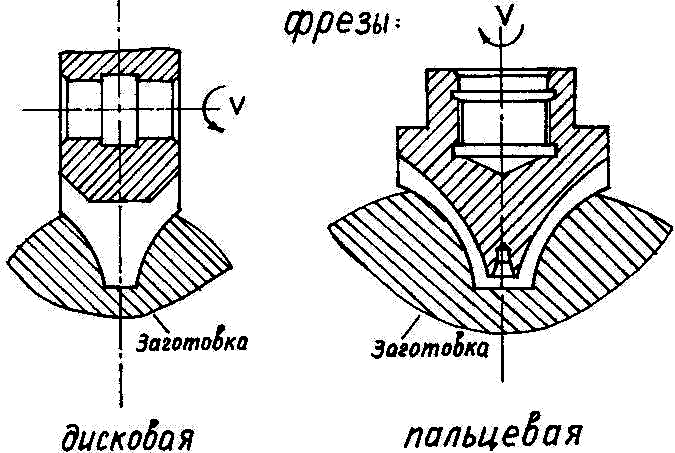
Рисунок 118
Недостаток: профиль зуба фрезы соответствует профилю впадины колеса (копия) того же модуля.
Зуборезные фрезы обычно поставляются в комплектах. Например, комплект из 8 фрез с одинаковым модулем имеет следующие числа зубьев:
- одна фреза №1 – z=16…18,
- вторая фреза №2 – z=19…22,
- третья фреза №3 – z=23…27 и т.д.
Иногда в комплекте бывает 28 фрез – для обработки особо точных колёс.
Преимущество: не надо специальных зуборезных станков, достаточно иметь универсально-фрезерный станок и делительную головку.
Пальцевые модульные фрезы используют для обработки шевронных колёс. Недостаток: низкая производительность.
Зубодолбёжные головки.
Резцы совершают главное возвратно-поступательное движение и в конце каждого холостого хода подаются на величину радиальной подачи до тех пор, пока не врежутся на полную глубину впадины нарезаемого колеса.
Производительность очень высокая, поэтому применяются в массовом производстве.
Метод обкатки
Реализуется с помощью зуборезных гребёнок, долбяков, парных резцов, червячных фрез.
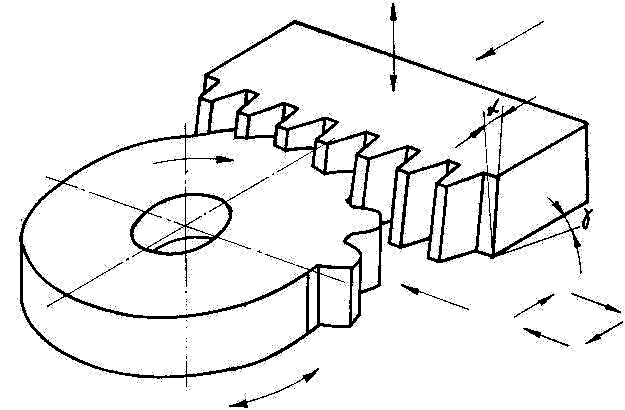
Рисунок 119
Нарезание зубьев производится с помощью зуборезных гребёнок.
Самая высокая точность, так как просто изготовить рейку с прямолинейным профилем. Но производительность невысока.
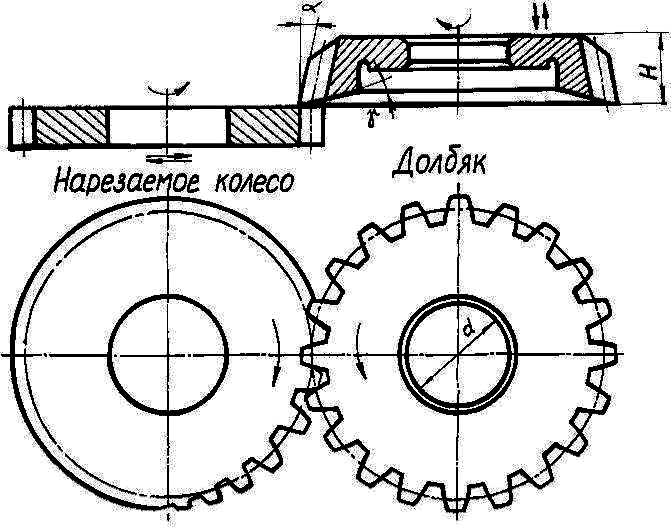
Рисунок 120 – Схема зубодолбления
Зубодолбление с помощью долбяка применяется для увеличения производительности.
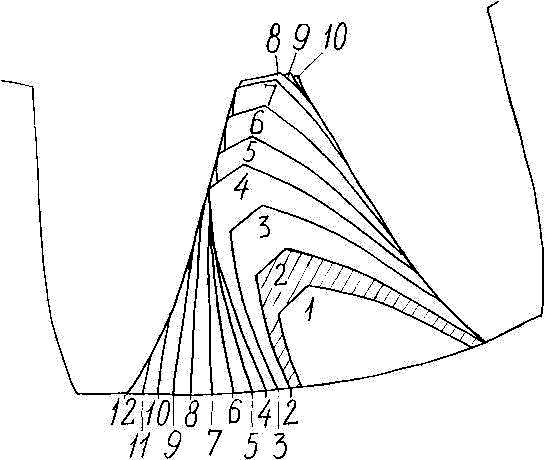
Рисунок 121
Долбяк представляет собой зубчатое колесо, изготовленное в виде режущего инструмента. В процессе обкатки после полного врезания на глубину впадины включается радиальная подача a. Процесс заканчивается, когда заготовка сделает 1 полный оборот после врезания долбяка.
Червячные фрезы:
Класс AAA – дают 5-6 степень точности,
класс АА – дают 7 степень точности,
класс А – даёт 8 степень точности.
Классы B, C, D – дают соответственно 9, 10 и 11 степени точности.
![]() ,
,
то есть за один оборот фрезы заготовка поворачивается на K зубьев.
Sв - в мм/об.заг.

Рисунок 122
Зубошлифование даёт 4-7 степень точности.
Зубострогание осуществляется парными резцами типа «Глиссон». Применяется для нарезания конических колёс на специальных зубострогальных станках. Главная режущая кромка – прямолинейная.
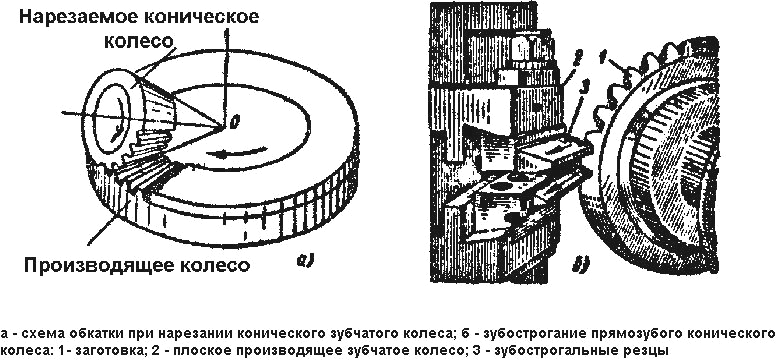


Рисунок 123
Шевингование – отделочная обработка зубчатых колёс.
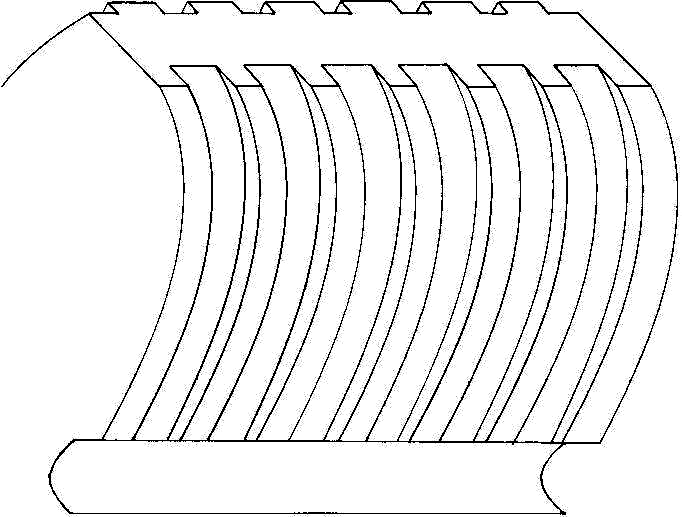
Рисунок 124 – Зуб шевера
Абразивная обработка
Абразивный инструмент
Состав шлифовального круга: абразивный материал (зёрна) и связка.
Материалы абразивных зёрен:
- естественные или природные (алмазы, кварц, корунд, наждак, кремний, гранит);
- искусственные (электрокорунд, монокорунд, карбид кремния, карбид бора, синтетический алмаз, кубанит).
Алмаз
Из тонны руды получается 0,1-0,2 грамма природного чистого алмаза.
Корунд - минеральный состав из кристаллической окиси алюминия с примесями.
Электрокорунд
Бывает:
а) нормальный (содержит 87-97% Al2O3);
б) электрокорунд белый (ЭБ) – содержит 98-99% Al2O3;
в) электрокорунд хромистый (ЭХ) – содержит 97% Al2O3, 0,4-1,2% окиси хрома;
г) электрокорунд титанистый (ЭТ).
Карбид кремния (карборунд) – химическое соединение кремния с углеродом.
Получают в электрических печах. Имеет 2 разновидности:
а) кремний зелёный (КЗ), 3 марки: 62С, 63С, 64С. Содержит 97% карбида кремния, очень твёрдый и имеет повышенные режущие свойства.
б) кремний чёрный (КЧ), марки: 52С, 53С, 54С, 55С (по новому обозначению). Содержит 95% карбида кремния.
Карбид бора – химическое соединение бора с углеродом. Он обладает очень высокой твёрдостью, которая приближается к твёрдости алмазов.
Синтетические алмазы ГОСТ 9206-70.
АСO – марка искусственного алмаза.
АСР – σсж.=0,7-0,26 кг/мм2, диаметр зерна 250-50 мкм.
АСВ – σсж.=1,3-0,4 кг/мм2, диаметр зерна 315-60 мкм.
АСК – σсж.=2,7-0,9 кг/мм2, диаметр зерна 400-80 мкм.
Кубический нитрид бора
2 марки:
1. Кубонит
- КО – шлифпорошки,
- КМ – микропорошки.
2. Эльбор.
|
Материал |
Старое обозначение |
Новое обозначение |
Разновидность |
|
Электрокорунд | |||
|
1.нормальный |
Э |
1А |
12А-16А |
|
2. белый |
ЭБ |
2А |
22А-25А |
|
3. хромистый |
ЭХ |
3А |
32А-34А |
|
4. титанистый |
ЭТ |
3А |
37А |
|
Монокорунд |
М |
4А |
43А-45А |
|
Карбид кремния | |||
|
1. чёрный |
КЧ |
5С |
53С-55С |
|
2. зелёный |
КЗ |
6С |
60С-64С |
|
Корунд природный |
ε |
9ε |
- |
|
Алмаз естественный |
А |
А |
А, АМ, АN |
|
Алмаз синтетический |
АС |
АС |
АСО, АСР, АСВ, АСК, АСС, АСМ, АСN |
|
Кубический нитрид бора |
Л |
Л |
ЛО, ЛП |
Связка шлифовальных кругов:
- органическая (вулканитовая, бакелитовая)
- неорганическая (керамическая, магнезиальная, силикатная).
Вулканитовая – состоит из каучука и серы (примерно 30% S). Она обладает высокой пластичностью, эластичностью, но очень боится влаги, особенно щёлочи.
Бакелитовая – состоит из искусственной смолы, которая готовится из карболовой кислоты и формалина. Круги имеют достаточную прочность и эластичность, допускают высокую окружную скорость.
Керамическая – получила самое широкое распространение. Её изготавливают из огнеупорной глины, полевого шпата, кварца с добавкой талька, мела и жидкого стекла. Она не боится влаги, но боится ударов, изгибающих моментов и т.д.