

3.2.3 Разработка рекомендаций по проектированию изделий с учетом их свойств
Одним из основных этапов при пошиве изделия является раскрой ткани. Поскольку выбранный основной материал достаточно светлый, следует более аккуратно производить раскрой деталей. При работе карандашом на такой ткани раскладку не стоит перерисовывать или подправлять, так как в дальнейшем оставшийся на детали карандаш может просвечивать с лицевой стороны. При работе мылом нужно проверить, не останутся ли потом от него следы в виде жирной полосы.
Выбранный подкладочный материал также имеет некоторые сложности при работе с ним. Данный материал относится к осыпаемым, поэтому при раскрое рекомендуется давать дополнительные припуски на швы. Кроме того, эта ткань обладает высоким скольжением, нельзя допустить сдвига деталей и образование защипов.
Также стоит сказать, что основной материал имеет небольшой ворс. Влажно-тепловую обработку таких материалов производят без сильного прижимания поверхности во избежание сминания ворса. Помимо этого, необходимо снизить температуру утюга на 10-15°С по сравнению с рекомендуемой для аналогичных тканей.
3.3 Выбор методов обработки и оборудования
Режимы обработки выбираются для выполнения ниточных соединений (табл. 7), клеевых соединений (табл. 8) и операций влажно-тепловой обработки (табл. 9), содержание которых определяется технологической последовательностью на проектируемое изделие (Приложение А).
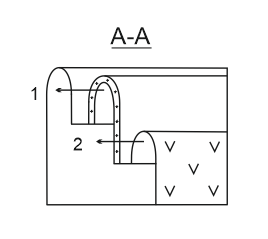
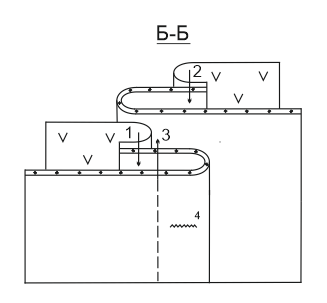
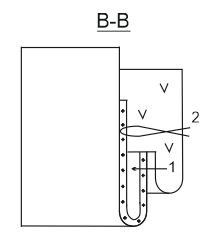
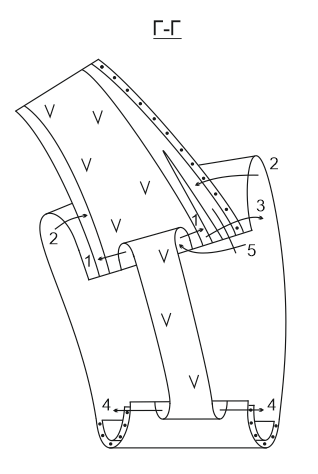
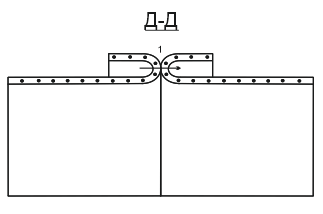
Описательная схема сборки и сборочные схемы основных узлов модели А представлена на рисунках 32 и 33 соответственно.
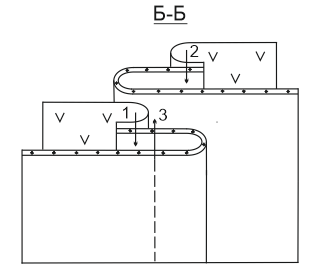
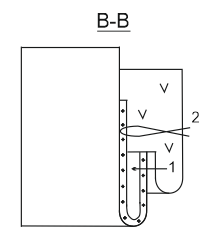
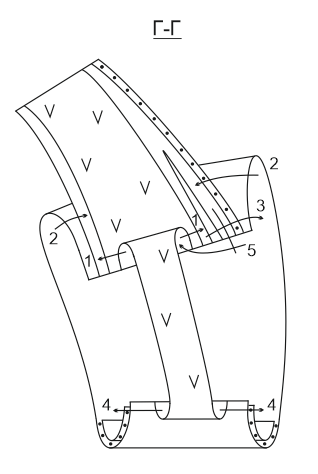
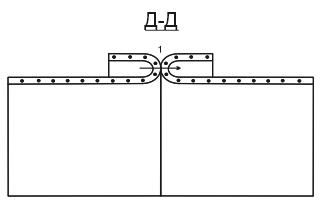
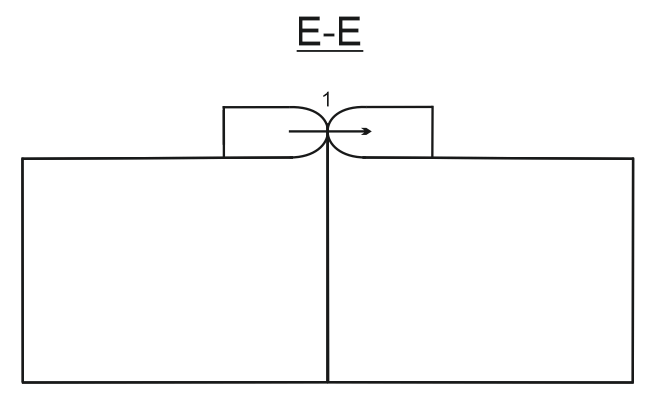
Описательная схема сборки и сборочные схемы основных узлов модели Б представлена на рисунках 34 и 35 соответственно.
Таблица 7 – Характеристика машинных строчек и швов, применяемых при изготовлении изделий
|
Назначение шва |
Конструкция шва |
Эскиз шва и его код |
Вид стежка, эскиз |
Режимы обработки |
Применение в изделии | ||||
|
Ширина шва, мм |
Номер ниток |
Номер игл |
Частота стежка | ||||||
|
Соединительный |
Стачной вразутюжку |
1.01.01/301 |
Челночный,
прямолинейный, стачивающий |
10 |
|
90 |
4-5 |
Стачивание среднего шва спинки, локтевых и передних швов рукава, плечевых швов | |
|
Соединительный |
Стачной взаутюжку |
1.01.01/301
|
Челночный, прямолинейный, стачивающий
|
10 |
|
90 |
4-5 |
Соединение всех деталей подкладки | |
|
Краевой |
Шов вподгибку с подкладкой |
1.01.01/301
|
Челночный, прямолинейный, стачивающий
|
10 |
|
90 |
4-5 |
Притачивание подкладки к низу рукава и низу изделия | |
|
Краевой |
Обтачной «в кант» |
1.09.01/301
|
Челночный,
прямолинейный, стачивающий
|
10 |
|
90 |
4-5 |
Обработка борта и воротника | |

Таблица 8 – Параметры образования клеевых соединений
|
Назначение клеевого соединения |
Вид клеевого прокладочного материала |
Вид клеевого вещества |
Режимы соединений | ||
|
Температура, °С |
Время, с |
Давление, МПа | |||
|
Дублирование деталей клеевыми прокладками |
9С-216/6 ОАО «Искож», Нефтекамск МS = 75 г/м2 Трикотажная основа, основовязаное с уточной нитью 60% ПЭ, 40% хлопок |
СПА, 17 меш |
130 |
6 |
0,4-0,5 |
Таблица 9 – Параметры влажно-тепловой обработки изделия
|
Наименование материала |
Температура, °С |
Усилие прессования или масса утюга кПа (кг) |
Время обработки, с |
Увлажнение, % | |||||
|
пресс |
утюг |
пресс |
утюг |
| |||||
|
Хлопчатобумажная ткань с акрилом |
150-160 |
160 |
30 |
10-15 |
30-40 |
20 | |||
|
Подкладочная вискозная ткань |
− |
130 |
3-5 |
− |
10-20 |
− | |||
Заготовка Монтаж
Дублирование деталей кроя
Соединение боковых срезов


Обработка полочки, цельнокроеной с подбортом (стачивание вытачек, притачивание отрезного бочка)

Соединение плечевых срезов

Соединение рукавов

Обработка спинки (стачивание среднего среза спинки)

Соединение подкладки


Обработка рукавов (стачивание передних и локтевых срезов)
Окончательная отделка и ВТО
Обработка подкладки «халатом»
Рисунок 32 – Схема сборки модели А
Рисунок
33 – Сборочные схемы модели А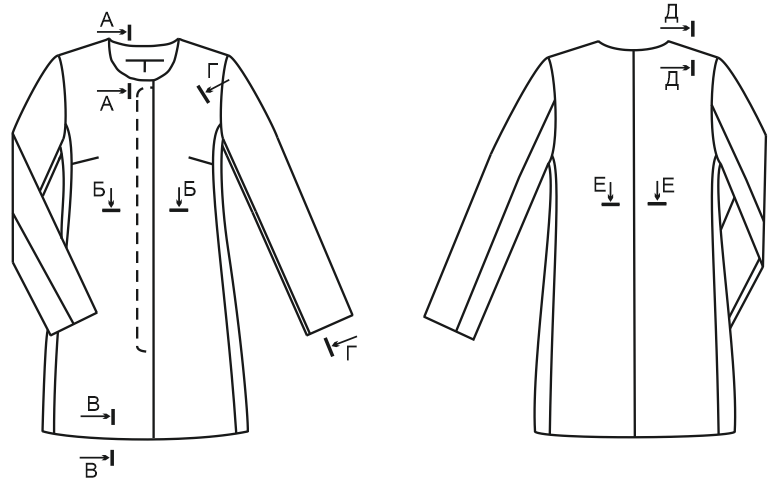

Заготовка Монтаж
Дублирование деталей кроя
Соединение боковых срезов


Обработка полочки, цельнокроеной с подбортом (стачивание рельефов)

Соединение плечевых срезов

Соединение рукавов

Обработка спинки (стачивание рельефов)

Соединение подкладки

Обработка рукавов (стачивание передних и локтевых срезов)

Окончательная отделка и ВТО
Обработка подкладки «халатом»
Рисунок 34 – Схема сборки модели Б
Рисунок
35 – Сборочные схемы модели Б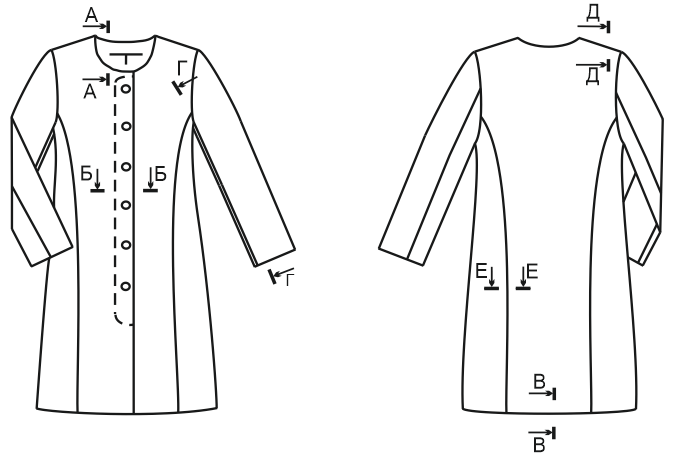

Характеристика оборудования общего и специального назначения, оборудования для влажно-тепловой обработки, а также средствам малой механизации приводятся в таблицах 10, 11 соответственно.
Таблица 10 – Оборудование для ниточного соединения
|
Оборудование, завод-изготовитель |
Тип стежка |
Обрабатываемые материалы |
Средства автоматики, спецприспособления, дополнительные устройства |
Назначение |
|
Juki DDL-8100B-7 Универсальная одноигольная машина челночного стежка |
301 |
Легкие и средние материалы |
Автоматические функции обрезки нити, закрепки и позиционирования иглы |
Стачивание плечевых и боковых срезов, стачивание передних и локтевых срезов рукавов, стачивание деталей подкладки |
|
GOLDEN WHEEL CSU-8885 Электронная машина для втачивания рукавов |
301 |
Любой вид материалов |
Сенсорная панель управления, автоматические функции обрезки нити, закрепки и подъема прижимного ролика; механизм обрезки нового типа оснащен системой смазки закрытого типа, за счет чего снижается износ деталей и увеличивается производительность |
Втачивание рукавов в пройму |
|
Juki LK-981-557/BR-2 Полуавтомат для пришивания пуговиц |
304 |
Костюмные, пальтовые ткани |
Автоматическая подача пуговиц |
Пришивание кнопок и пуговиц |
Таблица 11 – Оборудование для влажно-тепловой обработки
|
Оборудование |
Марка, предприятие-изготовитель |
Назначение |
|
Парогенератор с утюгом |
HASEL HSL-MBK-35 |
Разутюживание припусков швов, сутюживание посадки, приутюживание края борта |