

Меламиноформальдегидные смолы
.docxПрежде основным облицовочным оборудованием при ламинировании были многоэтажные горячие прессы, заимствованные из фанерной промышленности. Когда увеличился спрос на мебельные детали с глянцевой поверхностью, в таких прессах стали применять полированные стальные поддоны и охлаждать плиты пресса перед снятием давления. Полированные поддоны требуют очень аккуратного обращения, даже шлифовальная пыль и отпечатки пальцев на них могут снизить качество облицовки. Поэтому на участке ламинирования должна поддерживаться безупречная чистота, а персонал работает в особой одежде и обуви. Цикл облицовывания в многоэтажном прессе длится несколько минут: в течение этого времени плиты пресса охлаждаются, чтобы можно было выгрузить одни поддоны и загрузить другие. Из-за необходимости отводить горячий теплоноситель, а затем снова доводить его до рабочей температуры энергозатраты при использовании многоэтажных прессов довольно высокие.
Высокомеханизированные и автоматизированные линии на базе таких прессов позволяют реализовывать высокую скорость отверждения пропиточных смол. Показанная схематически на рисунке 1.1 линия имеет в своём составе устройство для поштучной подачи плит, щёточный станок для их очистки, устройства для сборки пакетов и их быстрой загрузки в пресс. Для тиснения поверхности с целью получения негладкой, пористой структуры пресс оборудуется специальными поддонами, предусмотрено приспособление для быстрой смены поддонов. При формировании пакета листы облицовочного материала очень точно фиксируются на плите-основе электростатическим спосо¬бом. Собранный трёхслойный пакет автоматически перемещается в пресс, который смыкается очень быстро, чтобы открытое время было минимальным. Рабочие температуры пресса 180–200 °С. При столь высокой температуре смола в составе облицовочного материала плавится и отверждается, а сам он после прессования превращается в монолитный поверхностный слой плиты. Давление в горячем прессе 3,5–4,5 МПа при разнотолщинности облицовываемых плит в пределах ±0,3 мм. Если же разброс по толщине не превышает ±0,2 мм, давление можно уменьшить до 2,5–3,5 МПа
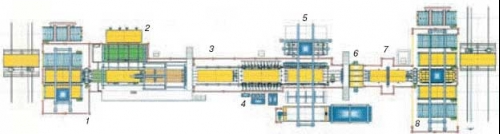
Рисунок 1. Схема линии ламинирования
1 – подача плит из штабеля, 2 – подача облицовочной бумаги и формирование пакетов, 3 – загрузка пакетов, 4 – горячий короткотактный пресс, 5 – устройство замены прокладочных листов пресса, 6 – продольная обрезка плит, 7 – поперечная обрезка и очистка плит, 8 – сортировка с раскладкой в штабели
Цикл прессования при облицовывании состоит из следующих этапов: снижение давления в прес¬се, быстрое открытие пресса, выгрузка облицованной плиты с одновременной загрузкой нового пакета, быстрое закрытие пресса, повышение давления, выдерживание под давлением. Обычно типовая оснастка на подобных установках позволяет получать матовую облицовку пласти. Для получения глянцевых облицовок применяют полированные стальные листы в качестве прессующих поверхностей, а высокого глянца у ламинированного покрытия можно добиться только в многоэтажных прессах с охлаждением рабочих плит. На современных предприятиях участки облицовывания плит почти полностью автоматизированы и требуют немногочисленного обслуживающего персонала.
Кашированием называют технологию облицовывания древесных плит, при которой плёнка, непрерывно подаваемая из рулона, накатывается на предварительно промазанную клеем пласть. Накатывать плёнку можно одновременно на обе пласти.
Условно различают холодное, тёплое и горячее каширование. Холодное применяется при облицовывании нетермостойкими плёнками, в основном синтетическими, с применением ПВА-клеёв. Отверждение клея обычно происходит в стопе с небольшой нагрузкой сверху. При тёплом кашировании клей наносится на неостывшую (или предварительно подогретую) пласть, что способствует испарению из него влаги и ускорению процесса отверждения. При этом разбухание плиты происходит равномерно и её структура не будет проявляться на наружной стороне облицовки. Для окончательного схватывания клея изделия выдерживаются в стопе. Этот способ подходит для облицовывания плит меламиновыми плёнками, в том числе с финиш-эффектом. Наиболее распространено горячее каширование, оно же термокаширование, при котором применимы различные клеи, в том числе карбамидные. Клей и отвердитель наносятся на поверхность древесной плиты, а облицовочный материал накатывается на неё нагретыми вальцами. Из-за довольно высоких температур и влажности в процессе термокаширования возникают не только упругие, но и пластические деформации поверхности. Именно последние вызывают эффект «выглаживания», то есть формирование более стабильной, чем при холодном кашировании, облицовки. После термокаширования плиты можно сразу же обрабатывать на круглопильных станках.
Для каширования применяют каландровые прессы, их комбинации с одноэтажными позиционными короткотактными прессами, а также двухленточные проходные прессы.
Отечественная линия каширования с каландровым прессом, схематически представленная на рисунке 1.2, предназначена для одно- и двухстороннего облицовывания бумажно-смоляными плёнками стружечных или волокнистых плит толщиной от 2,5 до 40 мм и шириной до 1850 мм. Технологический процесс начинается с очистки плит от пыли в щёточном станке: его щётки диамером 280 мм вращаются со скоростью 300 об/мин, сметаемая пыль удаляется через эксгаустер. По промежуточному роликовому транспортёру плита-основа подаётся в вальцовый станок, где на одну или обе пласти наносится раствор отвердителя. Для карбамидных смол применяют кислый отвердитель в концентрации 20–30%, с водородным показателем рН не более 2,5 и вязкостью 20–70 с по ВЗ-4. Расход отвердителя примерно 30–35 г/м2. После нанесения отвердителя плита проходит через инфракрасную сушилку для удаления растворите¬ля и затем подаётся в клеенаносящий станок, где на равномерно подсушенный отвердитель наносится термореактивная смола в концентрации до 70%, с вязкостью 100–140 с по ВЗ-4 и начальной кислотностью рН = 7–8,5. Время желатинизации смолы, нанесённой поверх отвердителя, должно быть не более 50 секунд при температуре 100 °С. Расход смолы 100–120 г/м2. Далее плита пропускается через вальцовый пресс, в котором к подго¬товленной пласти прикатывается бумажно-смоляная плёнка. Вальцы обогреваются термомаслом с температурой около 200 °С. Зазор между кашировальными вальцами, регулируемый с пульта управления, должен быть на 0,1 мм меньше толщины плиты-осно¬вы. Качественное облицовывание возможно только при достаточно стабильной толщине плит в партии – разброс должен быть в пределах ±0,2 мм. Облицованные плиты после отсечения плёнки поступают на приёмный стол и укладываются в стопу. Скорость подачи в такой линии 12–17 м/мин.

Рисунок 2 Схема линии каширования на базе каландрового пресса
1– роликовый транспортёр, 2 – подъёмный стол, 3 – щёточный станок, 4 – вальцовый станок для нанесения отвердителя, 5 – канал инфракрасной сушки отвердителя, 6 – клеенаносящий станок, 7 – роликовый транспортёр, 8 – каландровый пресс (кашировальная установка), 9 – отсекатель плёнки, 10 – ленточный транспортёр, 11 – приёмный стол
При использовании плёнок, на которые уже нанесён слой подсушенного термопластичного клея или плёнок с неполностью отверждённой меламиносодержащей смолы, технологический процесс значительно упрощается. Отпадает необходимость в нанесении и сушке отвердителя и в нанесении термореактивной смолы на пласть. Плита-основа сразу после очистки идёт в вальцовый станок для каширования.
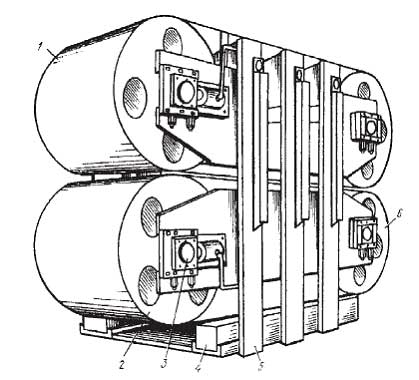
На рисунке 3 представлен общий вид установки для непрерывного термокаширования плит.
Рисунок 3. Пресс непрерывного действия для каширования древесных плит:
1 – стальные ленты, 2 – ведомые барабаны, 3 – натяжное устройство, 4 – основание, 5 – рама, 6 – приводные барабаны
Пресс имеет два приводных барабана и два ведомых, на которых натянуты стальные ленты. Скольжение лент по горячим плитам обеспечивается посредством воздушной подушки, поэтому мощность привода барабанов составляет всего 8–9 кВт. Пресс работает при постоянном рабочем давлении (не более 2 МПа), скорость подачи до 16 м/мин. Очищенные от пыли плиты подаются встык одна за другой на участок двухсторонней облицовки. Плёнка из рулонов, натягиваемая сверху и снизу на непрерывно движущиеся плиты, отверждается в ленточном прессе. На выходе из пресса предусмотрены станок для фрезерования продольных кромок (снятия свесов) и диагональная пила для поперечной обрезки плит
Облицовывание плит в процессе их изготовления. Облицовывать плиты можно одновременно с изготовлением их в главном прессе. В качестве покрытий применяют термореактивные плёнки и плёнки с финиш-эффектом, в том числе с тиснением. Степень блеска покрытия зависит от используемых прессующих лент. Для получения рисунков с глубоким тиснением в такой производственной линии лучше использовать дополнительный короткотактный пресс. Примерный процесс изготовления облицованной ДСтП в этом случае состоит из следующих основных операций:
формирование ковра: наружные слои из мелкой фракции с влажностью 10,5–11% и содержанием смолы 10–11%, средний слой из стружки с влажностью 7,2–7,5% и содержанием смолы 7,5–8% (по сухому остатку);
подпрессовка ковра с одновременным измерением его плотности по ширине и весовым контролем, обрезка кромок;
подача сверху и снизу бумаги, пропитанной чистой меламиновой смолой (вес бумаги 80 г/м2, содержа¬ние смолы 150%);
прессование в ленточном прессе: температура на входе 150 °С, максимальное давление 3,7 МПа, темпе¬ратуры в зоне прессования 180–185 °С, в зоне калибрования не более 100 °С;
продольная и поперечная обрезка плит, контроль их толщины и массы, отбраковка плит с дефектами;
охлаждение плит в веерном охладителе;
тиснение в короткотактном прессе при температуре 150 °С в течение 10 секунд (при общей продол¬жительности цикла 25 с).
Экономичность метода одновременного прессования и облицовывания плит обусловлена прежде всего тем, что отпадает необходимость содержать дорогостоящий участок шлифования, а удельное время прессования плит с двухсторонней облицовкой бумагами увеличивается примерно с 5 до 6 с/ммТаким способом выгодно выпускать плиты, облицованные бумагой без тиснения, например, для деталей нефасадных деталей корпусной мебели и т.п.
В производстве ЛКМ меламин используется в качестве пленкообразующего слоя. Марки ЛКМ выполненные на основе меламина имеют в обозначении буквы МЛ (меламиновая) или АМЛ (алкидно-меламиновая). Основным сегментом потребления меламина в ЛКМ – производство автоэмалей и автогрунтовок. К минусам подобных ЛКМ следует отнести то, что сохнут они только при температуре более 100 градусов. Потенциально существенную конкуренцию меламину в сегменте производства автоэмалей могут составить полиуретановые и алкидоуретановые эмали, которые не требуют столь высоких температур для сушки и являются гораздо менее энергозатратными в использовании. Однако на сегодняшний день оборудование и технологии на автозаводах отработаны под меламиновые краски, и чтобы перейти на другие материалы, нужно переделывать оборудование, отрабатывать новую технологию и пр.
В сегменте производства бетонов меламин используется для производства суперпластификаторов.
Суперпластификаторы в большинстве случаев представляют собой синтетические полимеры на основе меламиновой смолы или нафталинсульфокислоты и позволяют получить чрезвычайно подвижные системы при добавлении мизерного количества - 0,15-1,2% от массы цемента. Лучшие результаты по экологичности показывают меламиновые смолы. Суперпластификаторы позволяют бетонировать конструкции без трамбовки, литьевым методом.