

§ Выбор разъема формы. (Основные требования).
Число разъемов формы должно быть минимальным, а поверхности разъемов – плоскими; при фасонной поверхности разъема его построение должно выполняться линиями, имеющими определенную (классическую) геометрическую форму, что упрощает процесс изготовления, доводки и контроля модельных плит.

Число отъемных частей должно быть минимальным; при массовом и серийном производстве, нельзя изменить конструкции отливки, их следует заменить стержнями.
Количество стержней
должно быть минимальным; по возможности
стержни следует заменять болванами,
особенно на автоматических линиях
ф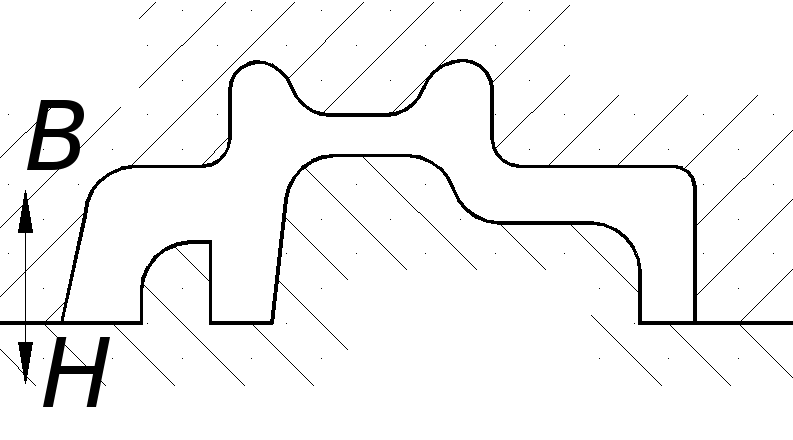 ормовки,
или несколько отдельных стержней
заменять одним общим; в единичном
производстве для возможности замены
стержней болванами следует применять
парные модельные плиты по типу машинной
формовки.
ормовки,
или несколько отдельных стержней
заменять одним общим; в единичном
производстве для возможности замены
стержней болванами следует применять
парные модельные плиты по типу машинной
формовки.
Р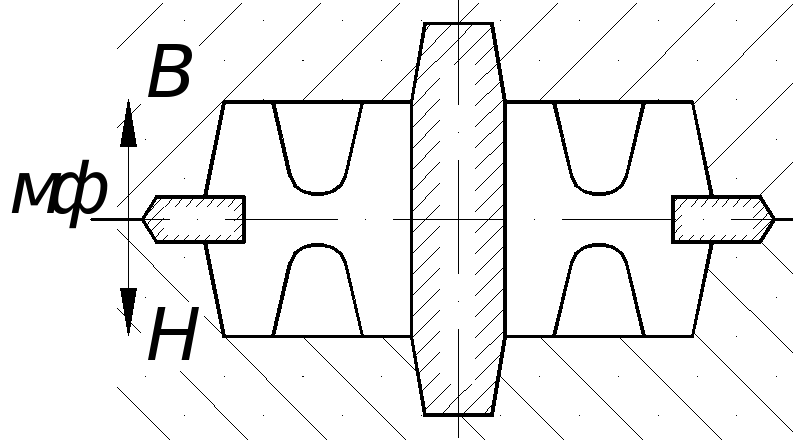 азъем
формы должен быть таким, чтобы все или
основные стержни устанавливались в
нижней полуформе и обеспечивали тем
самым максимально удобные процессы
сборки формы, ее отделки, окраски и
просушивания, а также контроль установки
стержней.
азъем
формы должен быть таким, чтобы все или
основные стержни устанавливались в
нижней полуформе и обеспечивали тем
самым максимально удобные процессы
сборки формы, ее отделки, окраски и
просушивания, а также контроль установки
стержней.
Б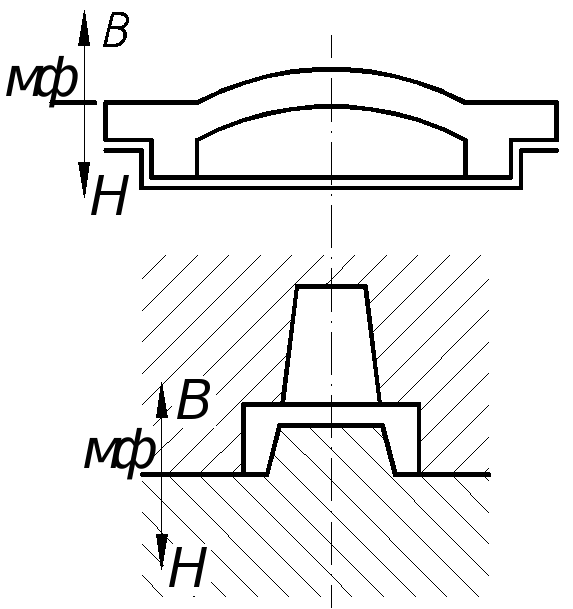 азовые
поверхности отливок должны быть
расположены в одной полуформе с
обрабатываемыми поверхностями, а также
с фланцами и приливами, связанными с
базовыми жесткими размерами; части
детали, не допускающие относительного
взаимного смещения, должны также
располагаться в одной полуформе; если
же разъем формы не допускает их
расположения в одной полуформе, и то
ответственные поверхности должны
занимать в форме строго определенное
положение по отношению к базовым, что
достигается применением специальной
оснастки и средств контроля.
азовые
поверхности отливок должны быть
расположены в одной полуформе с
обрабатываемыми поверхностями, а также
с фланцами и приливами, связанными с
базовыми жесткими размерами; части
детали, не допускающие относительного
взаимного смещения, должны также
располагаться в одной полуформе; если
же разъем формы не допускает их
расположения в одной полуформе, и то
ответственные поверхности должны
занимать в форме строго определенное
положение по отношению к базовым, что
достигается применением специальной
оснастки и средств контроля.
Для обеспечения равномерной толщины стенок отливки линии разъема формы и стрежня должны совпадать, а величины их формовочных уклонов – быть одинаковыми.
Д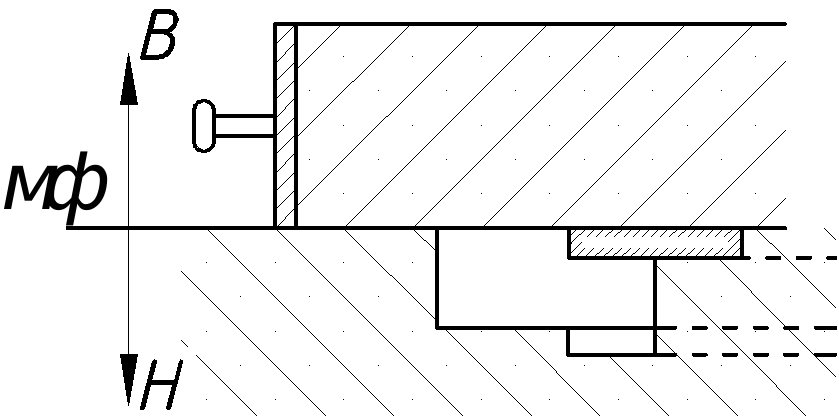
 ля
повышения точности отливки располагать
её следует в одной полуформе, что
обязательно для отливок, формуемых в
почве или неспаренных опоках; с этой же
целью фиксацию стержней следует
производить в той части формы, в которой
оформляются все или большинство наружных
поверхностей отливок.
ля
повышения точности отливки располагать
её следует в одной полуформе, что
обязательно для отливок, формуемых в
почве или неспаренных опоках; с этой же
целью фиксацию стержней следует
производить в той части формы, в которой
оформляются все или большинство наружных
поверхностей отливок.
Разъем должен
обеспечить наименьшее количество
дефектов по перекосам, а также минимальную
протяженность литейных швов по
поверхностям отливок и соответственно
заливов; если же заливов не избежать,
то обработка их не должна вызывать
затруднений; на базовых поверхностях
о тливок
литейные швы и заусенцы не допускаются.
тливок
литейные швы и заусенцы не допускаются.
Разъем формы должен быть таким, чтобы обеспечить удобный вывод газов из всех стержней, болванов углубленных (при почвенной формовке) участков формы.
П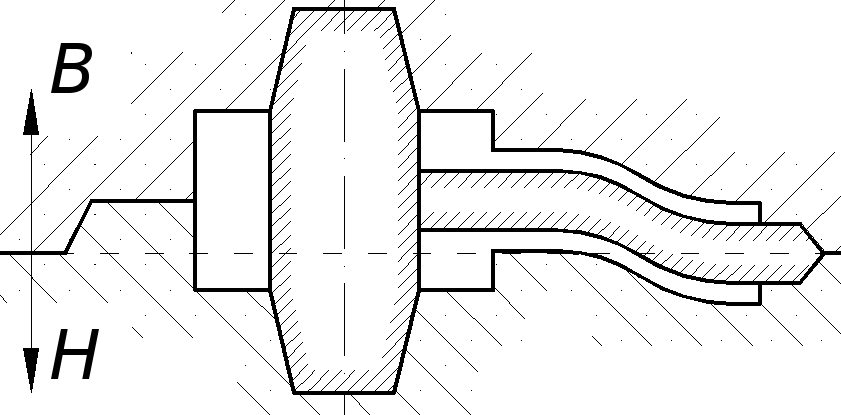 ри
ручной формовке, а также при использовании
машин без поворота для изготовления
верхних опок (полуформ) болваны следует
делать в нижней полуформе, так как при
этом уменьшаются усилия, стремящиеся
их разрушить при извлечении моделей из
формы.
ри
ручной формовке, а также при использовании
машин без поворота для изготовления
верхних опок (полуформ) болваны следует
делать в нижней полуформе, так как при
этом уменьшаются усилия, стремящиеся
их разрушить при извлечении моделей из
формы.
§ Изготовление форм «по – сырому».
При формовке выбор режимов уплотнения смеси необходимо производить исходя из условия достижения технологически необходимой степени уплотнения и получения требуемой равномерности уплотнения смеси по объему формы. Необходимая степень уплотнения смеси выбирается для наиболее трудноуплотняемого места с учетом состава смеси, условий заливки, преобладающей толщины стенок и массы отливки, конкретных требований, предъявляемых к отливкам. Для получения качественных отливок при формовке по – сырому твердость формы в наиболее труднодоступных местах должна быть не ниже HSh(50 – 60) единиц.
Степень уплотнения формы определяется выбранным способом уплотнения и его параметрами, относительными геометрическими параметрами и конфигурацией модели и опоки, свойствами смеси, условиями внешнего трения смеси о поверхность оснастки, начальной плотностью смеси и её распределением до операции уплотнения.
Способ уплотнения смеси:
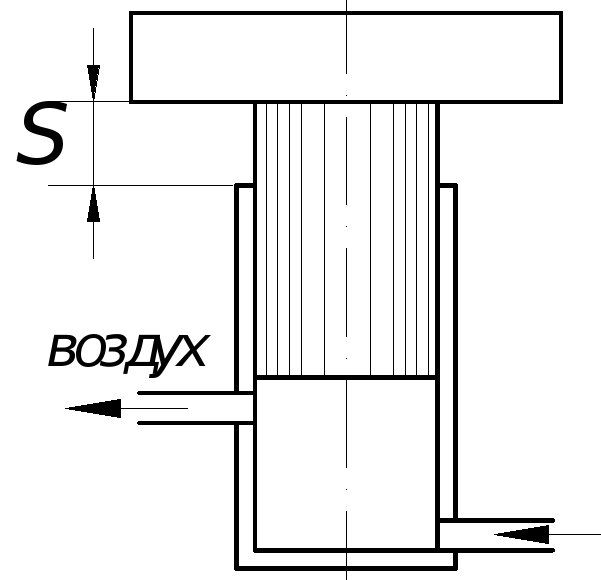
Встряхивание. Высота подъема стола 25 – 100 мм, (S), частота ударов 40 – 250 1/мин. Наибольшее уплотнение в нижней части формы, вверху слабое.
При увеличении числа ударов плотность растет, но может привести к образованию трещин.
П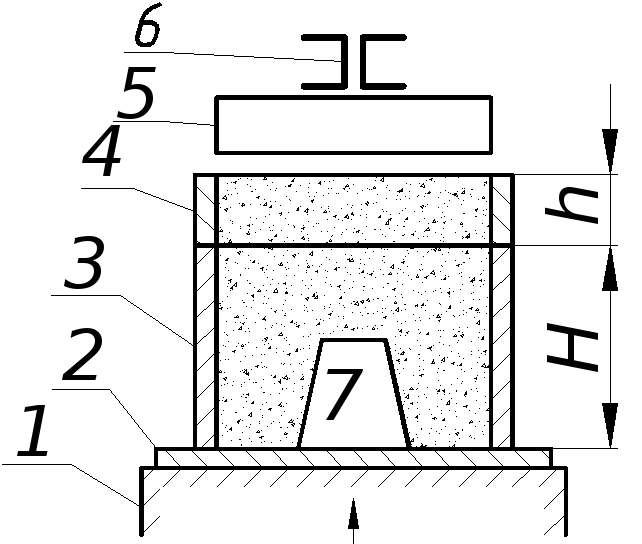 рессование
верхнее.
Р≤40 кг/см2
(40*105Па).
рессование
верхнее.
Р≤40 кг/см2
(40*105Па).
1 – прессовый стол машины;
2 – модельная плита;
3 – опока;
4 – наполнительная рамка;
5 – прессовая колода;
6 – неподвижная траверса;
7 – модель.
Наибольшее уплотнение вверху, с увеличением «Н» неравномерность уплотнения выше, переуплотнение смеси под выступами модели, в зазоре между моделью и стенкой опоки плотность мала. Увеличение давления повышает среднюю плотность, но при этом увеличивается обратная упругая деформация и снижается газопроницаемость.
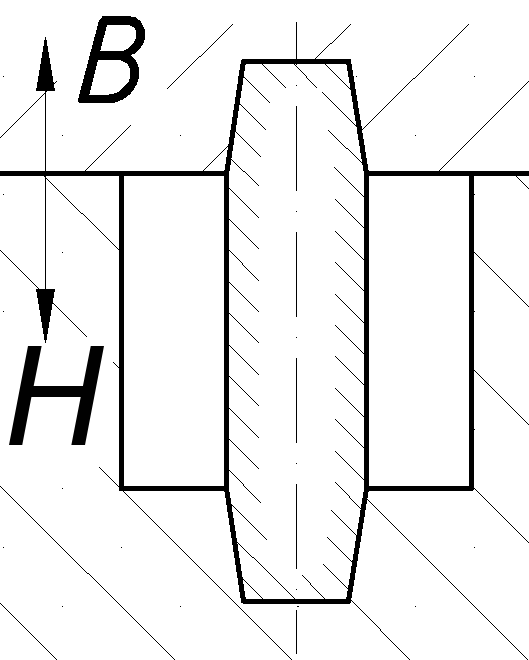
Прессование нижнее. Р≤40 кг/см2
1 – наполнительная рамка;
2 – модельная плита;
3 – подвижный прессовый стол;
4 – модель;
5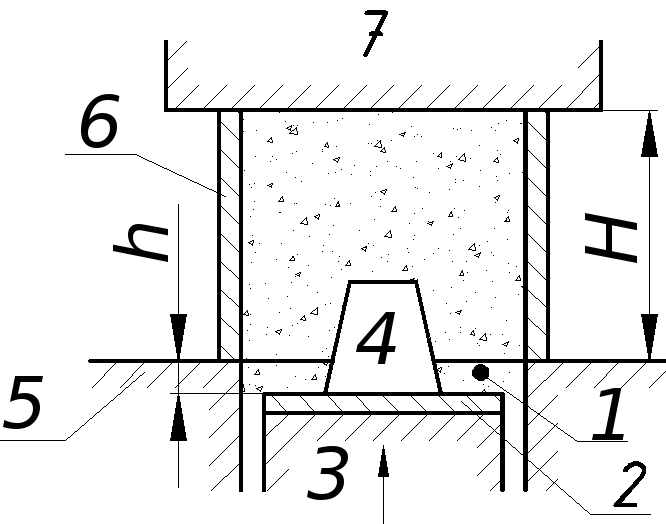 – неподвижный стол;
– неподвижный стол;
6 – опока;
7 – неподвижная плита.
Наибольшее уплотнение получается в частях формы около модели. Уплотнение смеси в карманах между моделью и стенками опоки, а также между моделями получается лучше, чем при верхнем прессовании.
Встряхивание с последующим прессованием: S=25-100 мм, n=40 – 250 1/мин; Р=20 кг/см2. Более высокое уплотнение в верхних слоях формы по сравнению со встряхиванием и более равномерная плотность по сравнению с прессованием.
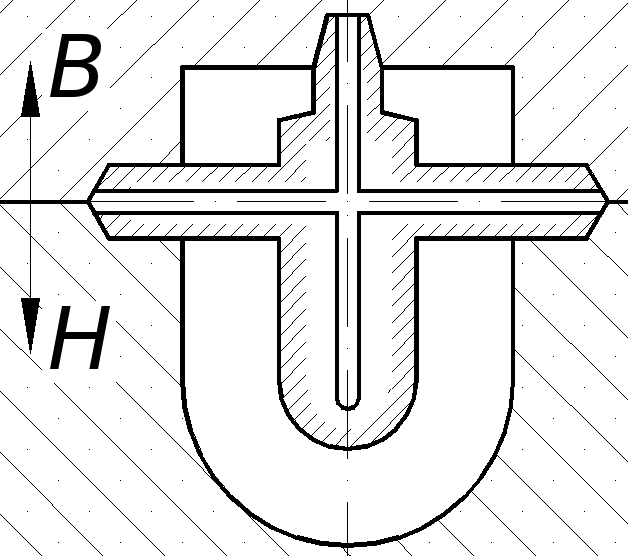
В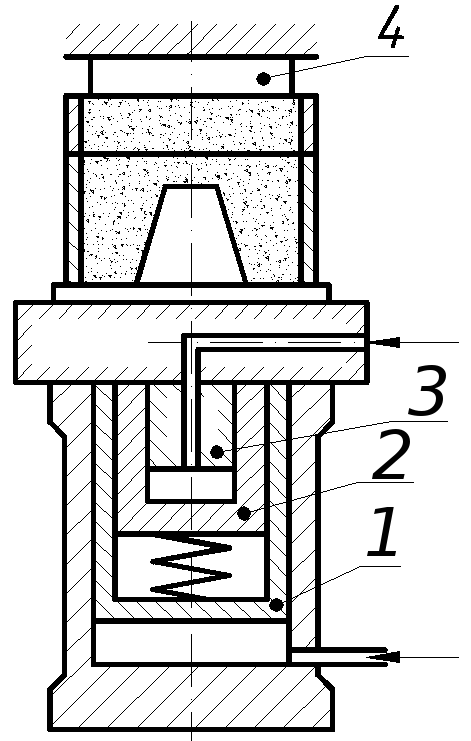 стряхивание
с одновременным прессованием:
n=300
– 1000 1/мин; Р≤20 кг/см2.
стряхивание
с одновременным прессованием:
n=300
– 1000 1/мин; Р≤20 кг/см2.
1 – прессовый поршень;
2 – амортизатор ударов;
3 – встряхивающий поршень4
4 – прессовая колодка.
По сравнению со встряхиванием с последующим прессование достигается высокая средняя плотность формы, снижается неравномерность уплотнения, увеличивается уплотнение в сложных карманах.
Вибропрессование: S=0,8-1,0 мм, n=2500 – 4000 1/мин; Р≤4 кг/см2.
При действии вибрации на формовочную смесь во время прессования происходит рост текучести смеси, что способствует увеличению уплотнения и снижению неравномерности по объему уплотняемой формы.
П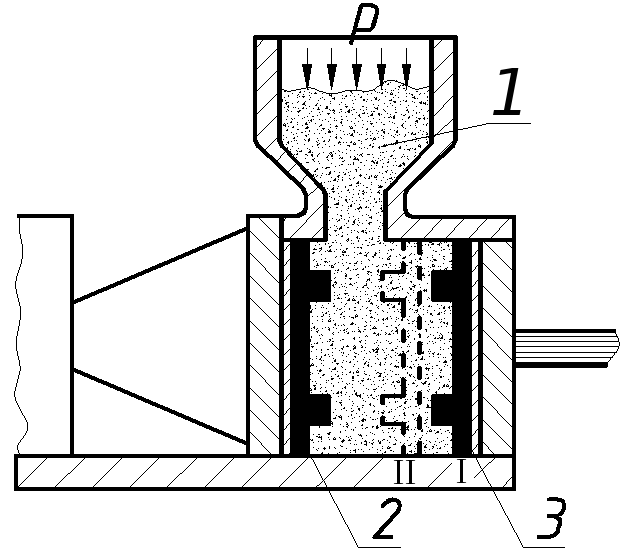 ескодувно-прессовое
уплотнение.
ескодувно-прессовое
уплотнение.
I – надув – р=6кг/см2.
II – прессование р=40 кг/см2.
1 – смесь;
2 – неподвижная прессформа;
3 – подвижная прессформа;
З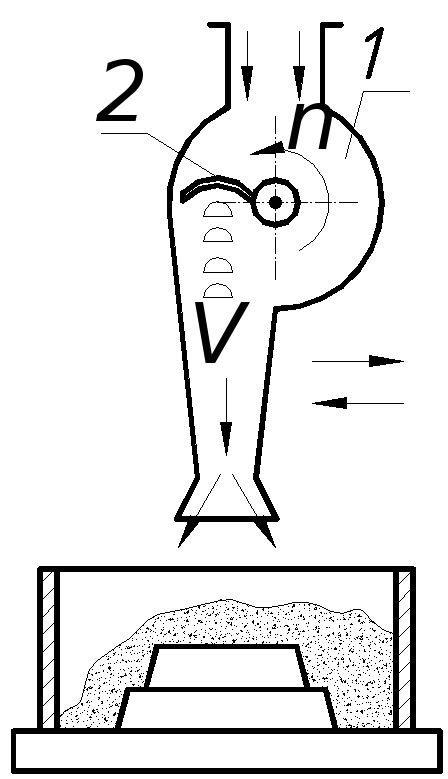 а
счет надува смеси достигается высокое
и регулируемое предварительное уплотнение
до прессования, благодаря чему снижается
неравномерность распределения конечной
плотности.
а
счет надува смеси достигается высокое
и регулируемое предварительное уплотнение
до прессования, благодаря чему снижается
неравномерность распределения конечной
плотности.
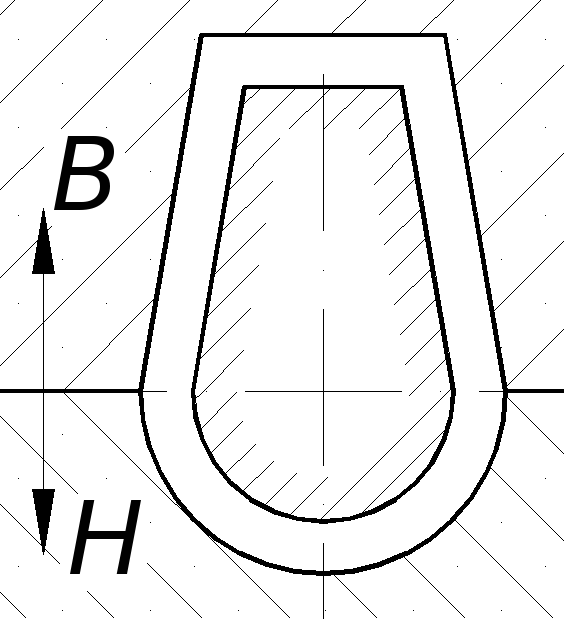
Пескометное уплотнение.
Скорость выброса смеси V=30-45 м/сек, n=1000 – 1500 1/мин.
1 - метательная головка;
2 – лопатка.
Обеспечивается практически равномерное уплотнение на высоте формы. Снижение уплотнения наблюдается по местам пересечения крестовин опоки, а также в узлах вертикальных болванах формы.
Сборка формы заключается в установке и креплении стержней, тщательной очистке формы от пыли, остатков формовочной смеси, контроле толщины стенки будущей отливки, осуществление мероприятий по предотвращению затекания расплава в вентиляционную систему и вытекания её по линии разъема, накрывание нижней полуформы верхней, установке при необходимости литниковых и выпорных чаш, креплений полуформ.
В сырье формы не допускается простановки стержней, имеющих температуру выше, чем температура формы. В случае необходимости мелкие стержни крепят в форме проволокой или гвоздями; в качестве дополнительных опор для стержней большой длины и массы применяют жеребейки.
Для предупреждения вытекания металла по линии разъема при формовке по-сырому производят гладилкой подрезку лада формы по периметру полости формы и литниковой системы. Глубина подрезки 15-20 мм, расстояние подрезки от края полости формы 40-100 мм. Для того, чтобы предупредить подъем верхней части формы при заливке, производят крепление форм с помощью грузов, болтов, скоб, штырей с клиньями и специальными стяжками. В условиях конвейерного производства эта операция производится путем лигонизированного нагружения форм. Неплотность прилегания полуформ не должна превышать 1 мм.