

§ Автоматизация литья в кокиль
Анализ основных операций литья в кокиль показывает, что этот процесс — малооперационный.
При механизации процесса основные операции – раскрытие кокиля; извлечение стержней, отливки; нанесение огнеупорного покрытия; установка стержней, закрытия кокиля, заливка расплава – выполнятся механизмами кокильной машины или литейного комплекса, которым управляет рабочий-оператор.
При автоматизации процесса управление механизмами осуществляется системой управления машиной или комплексом, часто совмещенным с ЭВМ.
В зависимости от серийности производства, массы, размеров, сложности отливок, предъявляемых к ним требований изменяется степень механизации и автоматизации процесса.
При серийном и мелкосерийном производстве крупных, сложной конфигурации отливок более эффективным оказываются автоматизированные кокильные машины или механизированные кокили. В массовом и крупносерийном производствах мелких и средних отливок более эффективно использование автоматических литейных комплексов, линий, машин.
Основное направление развития производства кокильного литья — комплексная механизация и автоматизация производственных процессов по всех передачах, начиная от подготовки шикатовых материалов и приготовления жидкого металла, кончая обрубкой, очисткой и складированием готовых отливок. Только такое решение позволяет достичь эффективности производства.
§§ Литье под давлением § Сущность процесса, основные операции, область использования
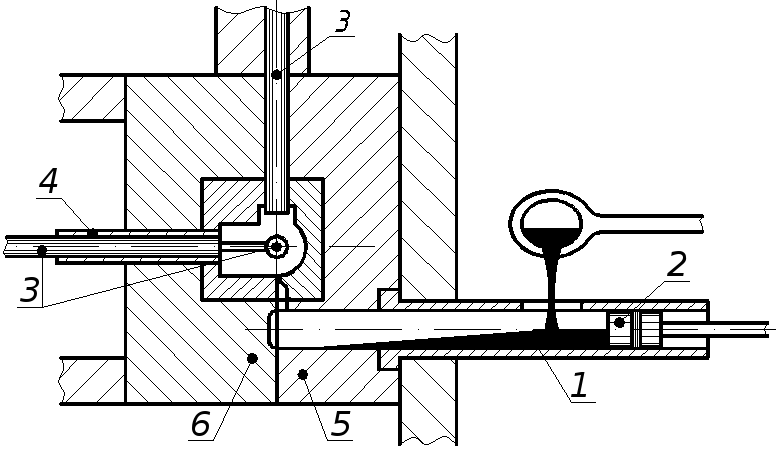
Литье по давлением заключается в том, что расплав заливается в камеру прессования 1 специальной машины, а затем под давлением поршня 2, перемещающегося в этой камере, через литниковые каналы заполняет под полость металлической пресс-формы, затвердевает под избыточным давлением и образует отливку. После затвердевания и охлаждения до определенной температуры из отливки сначала извлекают стержни 3, затем пресс-форма раскрывается (половина 6 отходит влево) и толкатель 4 удаляет отливку. От отливки отделятся литники и зачищают заусеницы.
Таким образом сущность процесса заключается в том, что форма заполняется расплавом под действием внешних сил, превосходящих силу гравитации, а затвердевание отливки протекает под избыточным давлением.
Сочетание этих двух особенностей процесса позволяет получить отливки высокого качества. Чистая поверхность и точные размеры пресс-формы, высокая скорость движения расплава позволяет резко сократить продолжительность заполнения, улучшить заполняемость и получить тонкостенные отливки сложной конструкции с чистой поверхностью.
Внешнее давление на затвердевающий расплав и высокая скорость охлаждения по металлической форме способствуют измельчению структуры металла в отливке, уменьшению усадочных дефектов, повышению механических свойств.
Литьем под давлением обычно изготавливают отливки для различных отраслей машиностроения и приборостроения из цинковых, алюминиевых, магниевых, медных сплавов, реже из чугунов и стали, массой от нескольких граммов до нескольких десятков килограммов, обычно тонкостенные, сложной конфигурации с развитой поверхностью.
Размеры и масса отливок зависят от мощности машин, на которых осуществляется процесс: чем больше усилие запирания пресс-формы может развивать запирающий механизм машины и большее давление и скорость прессования развивает ее прессующий механизм, тем больших размеров отливок возможно получить.
В зависимости от устройства камеры прессования различают процессы литья на машинах с холодной и горячей камерами прессования.
Машины с горячей камерой прессования более производительны, но долговечность камеры и поршня мала.
В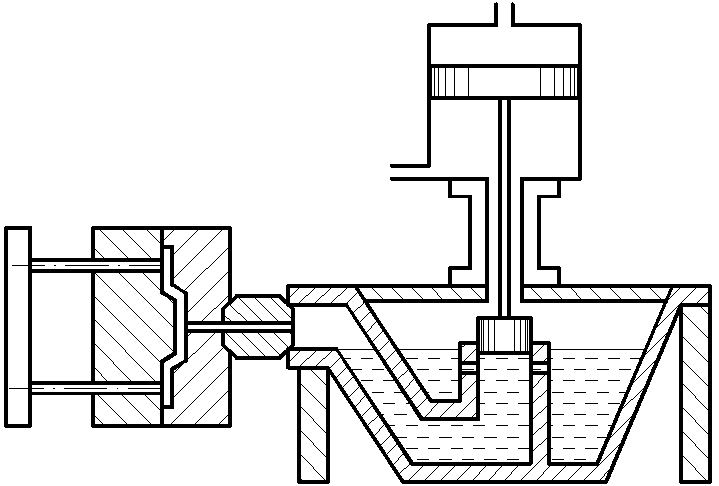 производстве наибольшее распространение
получили машины с горизонтальной
холодной камерой прессования и с
вертикальной горячей.
производстве наибольшее распространение
получили машины с горизонтальной
холодной камерой прессования и с
вертикальной горячей.
Первые позволяют развивать большие усилия запирания и прессования, их используют для изготовления отливок из алюминиевых, медных, магниевых сплавов, чугуна и стали. Однако на таких машинах трудно получать особо мелкие стыки отливки, так как расплав быстро охлаждается в камере прессования и заполняемость форм ухудшается. Машины с вертикальной горячей камерой лишены этих недостатков, и их используют преимущественно для изготовления мелких, небольших отливок с тонкими стенками. Получать крупные отливки сложно, т.к. в камерах прессования, работающих в расплаве трудно создать высокое давление прессования, необходимое для получения крупногабаритной отливки.
Литье под давлением — один из высокопроизводительных способов изготовления отливок высокой точности с хорошей чистотой поверхности, позволяет уменьшить толщину стенок отливок и соответственно из массу, сократить обработку резанием, повысить коэффициент точности по массе (КТМ), достигнуть значительной экономии металлов и затрат труда.