

4.4 Выбор режима работы производственных подразделений
Работа производственных подразделений, занятых в АТП техническим обслуживанием, диагностикой и текущим ремонтом, должна быть согласована с режимом работы автомобилей на линии. При назначении их режима работы исходим из требования выполнять большие объемы работ по ТО и ремонту в межсменное время.
Для грузовых автомобилей рекомендуется следующий режим работы: число дней работы в году ДРГ=305 дн., время в наряде в сутки 12,0 ч.
Сменность зоны ТР и других подразделений технической службы устанавливаем с учетом режима работы автомобилей на линии.
Время начала и окончания рабочих смен устанавливается на основе принятого количества рабочих дней в году.
Для наглядного представления принятых решений составим совмещенный график работы автомобилей и подразделений ТО и ТР (см. рис.4).
 (53)
(53)
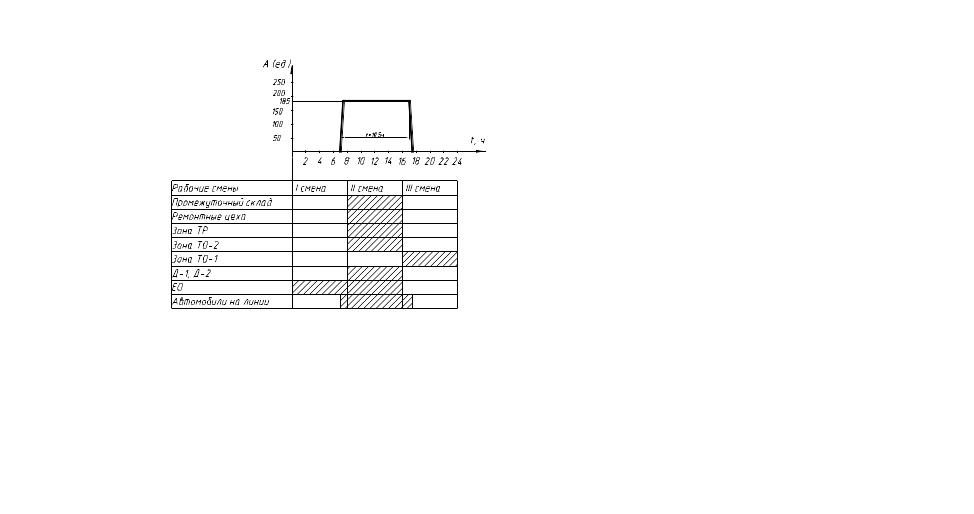
Рисунок 4 – Совмещенный график работы автомобилей на линии и производственных подразделений на АТП
 4.5
Расчет количества постов зоны ТР
4.5
Расчет количества постов зоны ТР
Расчет согласно ОНТП-01-91 производится по единой формуле:
 ,
(54)
,
(54)
где
 -
годовая трудоемкость постовых работ в
зоне ТР;
-
годовая трудоемкость постовых работ в
зоне ТР;
ДРГ – число рабочих дней в году зоны ТР;
tСМ- продолжительность работы зоны ТР, принимаем tСМ=8 ч;
ССМ- число смен в сутки, принимаем ССМ=1;
Р – численность рабочих, одновременно работающих на посту, принимаем Р=1;
КН- коэффициент неравномерности загрузки постов, принимаем КН=1,12;
КИ- коэффициент использования рабочего времени поста, принимаем КИ=0,98.
 .
.
Принимаем 26 постов.
Резервное количество постов зоны ТР рассчитывается
 ,
(55)
,
(55)
где КИ – коэффициент, учитывающий неравномерность поступления автомобилей в зону ТР. Принимаем КИ=1,5.

4.6 Распределение исполнителей по специальностям и квалификации
Общее количество исполнителей в производственных подразделениях, полученное ранее расчетом в п.3.8 – 1 человек, необходимо определить его специальность и квалификацию.
В данном проекте целесообразна специализация исполнителей по отдельным видам работ или по ремонту отдельных агрегатов, узлов или приборов.
Все работы в кузнечно-рессорном отделении комплекса ремонтных участков зоны текущего ремонта выполняет техник.
4.7 Подбор технологического оборудования
Подбор технологического оборудования, технологической и организационной оснастки осуществляется с учетом рекомендаций типовых проектов рабочих мест на АТП, Руководства по диагностике технического состояния подвижного состава и табеля гаражно-технологического оборудования.
Перечень оборудования и оснастки представлен в таблице 4.
 Таблица
4 – Технологическое оборудование
(организационная оснастка)
Таблица
4 – Технологическое оборудование
(организационная оснастка)
Наименование |
Тип или модель |
Кол. |
Размеры в плане, мм |
Общая площадь, м2 |
|
1 |
2 |
3 |
4 |
5 |
|
Ларь для угля и инструмента |
|
1 |
1200х250 |
0,3 |
|
Кузнечный горн на один огонь |
|
|
700х700 |
0,49 |
|
Разметочная плита |
|
|
1200х600 |
0,72 |
|
Однорогая наковальня |
|
|
800х300 |
0,24 |
|
Точильно-шлифовальный станок |
3К634 |
|
820х500 |
0,41 |
|
Центробежный вентилятор высокого давления |
|
|
700х300 |
0,21 |
|
Однокривошипный открытый двухстоечный пресс простого действия |
|
|
1300х1300 |
1,69 |
|
Однокривошипный открытый двухстоечный пресс простого действия с передвижным столом и рогом |
|
|
1300х1300 |
1,69 |
|
Бак для мазута |
|
|
1200х600 |
0,72 |
|
Ковочный пневматический молот |
|
|
1800х700 |
1,26 |
|
Камерная пламенная нагревательная печь |
|
|
1600х1300 |
2,08 |
|
Стеллаж для рессорных листов |
|
4 |
1200х700 |
3,36 |
|
Установка для смазки рессорных листов |
|
|
2970х500 |
1,485 |
|
Рольганг |
|
3 |
500х1500 |
2,25 |
|
Стенд для очистки рессорных листов |
|
|
500х940 |
0,47 |
|
Стенд для разборки и сборки рессор |
|
|
1200х700 |
0,84 |
|
Машина для формовки и закалки рессорных листов |
|
|
1400х1900 |
2,66 |
|
Камерная электропечь сопротивления |
|
|
1500х1875 |
2,81 |
|
Ванна для охлаждения рессорных листов при термообработке |
|
|
1400х2300 |
3,22 |
|
Вертикально-сверлильный станок |
2Н135 |
|
1200х500 |
0,6 |
|
Стенд для испытания рессор |
|
|
570х1760 |
1 |
|
Станок для рихтовки рессорных листов |
|
|
600х300 |
0,18 |
|
Моечная машина для рессорных листов |
|
|
1880х1000 |
1,88 |
|
Конторский стол |
|
|
360х840 |
0,3 |
|
Итого: |
30,9 |
||||
 4.8
Расчет производственной площади
отделения
4.8
Расчет производственной площади
отделения
Определение производственной площади производится по формуле:
F3 =Fоб · Кп , м2, (56)
где Fоб - суммарная площадь горизонтальной проекции оборудования, расположенного вне площади, занятой постами или линиями, м2 ;
Кп - коэффициент плотности расстановки постов и оборудования, принимаем Кп=5,5
F3 = 30,9 · 5,5=170 м2.
Принимаем F3 = 216 м2, сетка колонн 6х12м.
Компоновка технологического оборудования и оснастки на объекте проектирования должна учитывать схему технологического процесса и выполняться с учетом минимального передвижения рабочих в процессе труда и соблюдения нормируемых расстояний между оборудованием в соответствии со СНиП 11-93-74 и ОНТП-01-91 [6], она представлена в графической части проекта на листе формата А1.