

1.9. Проектирование технологических операций
При проектировании технологической операции выполняют следующие взаимосвязанные работы: выбирают структуру построения операции механической обработки; уточняют содержание технологических переходов в операции; выбирают модель станка; выбирают технологическую оснастку; рассчитывают режимы обработки; рассчитывают норму времени; определяют разряд работы; обосновывают эффективность выполнения операции.
Проектирование операции является многовариантной задачей, поэтому оценку возможных вариантов производят на основе технико-экономических расчетов. Проектируя отдельные операции, уточняют технологический маршрут изготовления детали и вносят в него необходимые коррективы.
1.1.Структура построения операций обработки.
При разработке структуры операций механической обработки необходимо стремиться к достижению наиболее экономичного варианта. Важным фактором, влияющим на себестоимость продукции, является производительность процесса, оцениваемая трудоемкостью единицы продукции, т.е. штучным временем.
Как известно, основными составляющими штучного времени являются основное и вспомогательное время. В связи с этим при формировании операции с целью возможного перекрытия элементов основного и вспомогательного времени рассматривают схемы построения операций:
По числу одновременно устанавливаемых заготовок — одноместные и многоместные схемы;
По числу участвующих в обработке инструментов — одноинструментная и многоинструментная обработка;
По порядку использования инструментов — последовательная, параллельная и параллельно-последовательная обработка. Путем различного сочетания перечисленных признаков возможны построения различных схем обработки.
На рис.1.4 показаны примеры одноместной обработки: а — одноинструментная последовательная обточка ступенчатого вала; б — последовательная обработка несколькими инструментами — сверление и зенкерование отверстия; в — параллельная многоинструментная обработка — сверление и одновременно наружное точение; г — параллельно-последовательная обработка — выполнение фрезерно-центровальной операции в две позиции: на 1-й позиции одновременное фрезерование двух торцов, на 2-й позиции — одновременное центрование торцов.
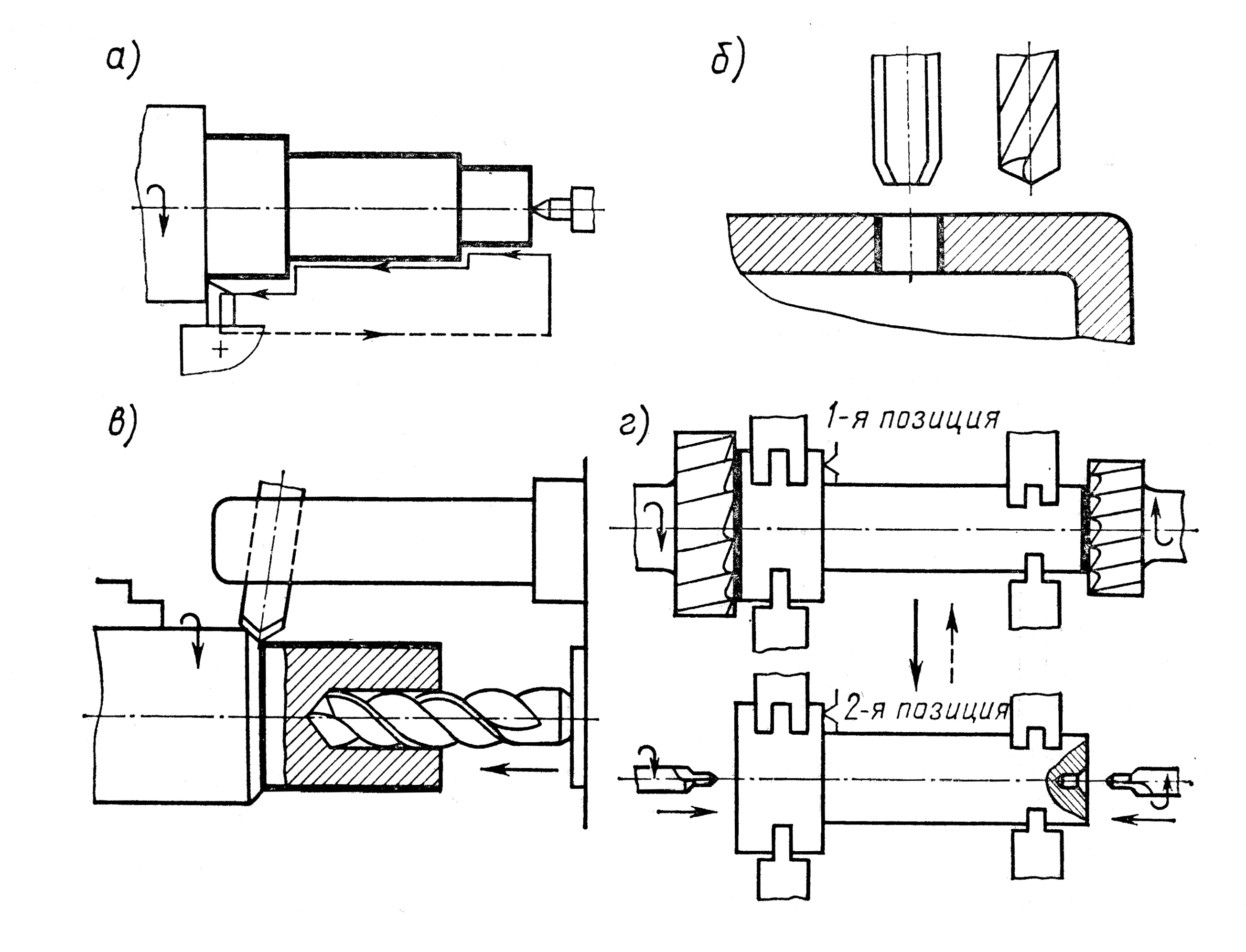
1.4. Одноместная обработка

Рис. 1.5. Многоместная обработка
На рис. 1.5. показаны примеры многоместной обработки: а— одноинструментная последовательная обработка—точение комплекта колец; б — многоинструментная последовательная обработка—сверление, а затем зенкерование отверстий в комплекте из четырех заготовок; в — многоинструментная параллельная обработка — фрезерование пазов одновременно в двух деталях; г — многоинструментная параллельно-последовательная обработка на токарном многошпиндельном полуавтомате с круглым поворотным столом: 1-я позиция —загрузка и съем заготовки; 2-я позиция — одновременное сверление четырех отверстий; 3-я позиция — одновременное зенкерование этих отверстий. В последнем случае для выполнения перехода на 2-й и 3-й позициях применяют самостоятельные силовые головки с индивидуальным приводом для обеспечения вращения инструмента и подачи. При использовании такого станка вспомогательное время затрачивается на поворот стола в следующую позицию и на подвод и отвод инструментальных головок.
Выбор определенной схемы построения операции в значительной мере зависит от объема выпуска и размеров детали. При единичном производстве деталей любых размеров наиболее рациональной будет одноместная одноинструментная последовательная обработка, а при серийном и массовом производстве некрупных деталей — многоместная многоинструментная параллельная или параллельно-последовательная обработка.
Проектируя схему выполнения операции, следует кроме оценки вариантов по производительности одновременно оценить варианты и по себестоимости обработки.