

4.9.3 Восстановление наплавкой изношенных деталей
а). Автоматическая наплавка под слоем флюса
В практике ремонта машин и оборудования нефтяных и газовых промыслов автоматическая наплавка под слоем флюса применяется для восстановления крупногабаритных деталей (диаметром более 60 мм) с большим износом: различных валов, барабанов лебедок, шкивов и др.
При ремонте деталей машин применяют наплавочные автоматы АБС, А-874Н, А-384МК, А-580М, ПАУ-1 и др.
Для наплавки деталей из стали 20 или 25 используют сварочные проволоки СВ-08, СВ-08А и наплавочную НП-30. Для деталей из стали 35 и 45 – проволоки НП-40 и НП-50. Детали из легированных сталей, таких как 30Х, 35Х, 40Х и др. наплавляют электродной проволокой НП-30ХГСА, НП-3Х13, НП-2Х24 и др.
Основными параметрами режима наплавки являются:
dпр – диаметр электродной проволоки, мм;
I – сила тока, А;
U – напряжение дуги, В;
vпр – скорость подачи проволоки, мч;
vн – скорость наплавки, мч;
S – шаг наплавки, мм;
lв – вылет электрода, мм;
lc – смещение электрода, мм.
Диаметр проволоки определяется в зависимости от толщины или диаметра наплавляемой детали (см. табл. 4).
Р ис.
5 Схема разборки шестеренного насоса
ис.
5 Схема разборки шестеренного насоса
В схему разборки входят следующие комплекты:


– в корпус 1 в прессована втулка 5; – на валик 4 поставлена шпонка 18 и напрессовано зубчатое колесо 6;


– в крышку 12 запрессована втулка 5; – в зубчатое колесо 7 впрессована втулка 9.-
Пример составления «Карты технических требований на дефектацию детали»
Таблица 3
|
Деталь: втулка Материал: сталь 12ХН3А Твердость: HRC 56-62 |
||||
Номер позиции на чертеже |
Возможные дефекты |
Способ установления и контроля инструментом |
Размеры, мм |
Рекомендуемый способ восстановления |
|
по рабочему чертежу |
допустимые, без ремонта |
||||
1 |
Износ или смятие стенок шпоночного паза |
Замер, штангенциркуль 0,1…125 мм |
12+0,09 |
12,6 |
Наплавка в среде СО2 |
2 |
Износ по Ǿ105 мм |
Замер, скоба |
|
|
Хромирование или вибродуговая наплавка |
3 |
Износ отверстий под винты |
Замер, пробка |
20+0,023 |
20+0,045 |
Заварка с последующим сверлением отверстий |
4 |
Износ отверстия втулки |
Замер, штихмасс 72+0,06 |
72+0,03 |
72+0,06 |
Хромирование |
5 |
Износ по Ǿ160 мм |
Замер, скоба |
|
|
Хромирование |
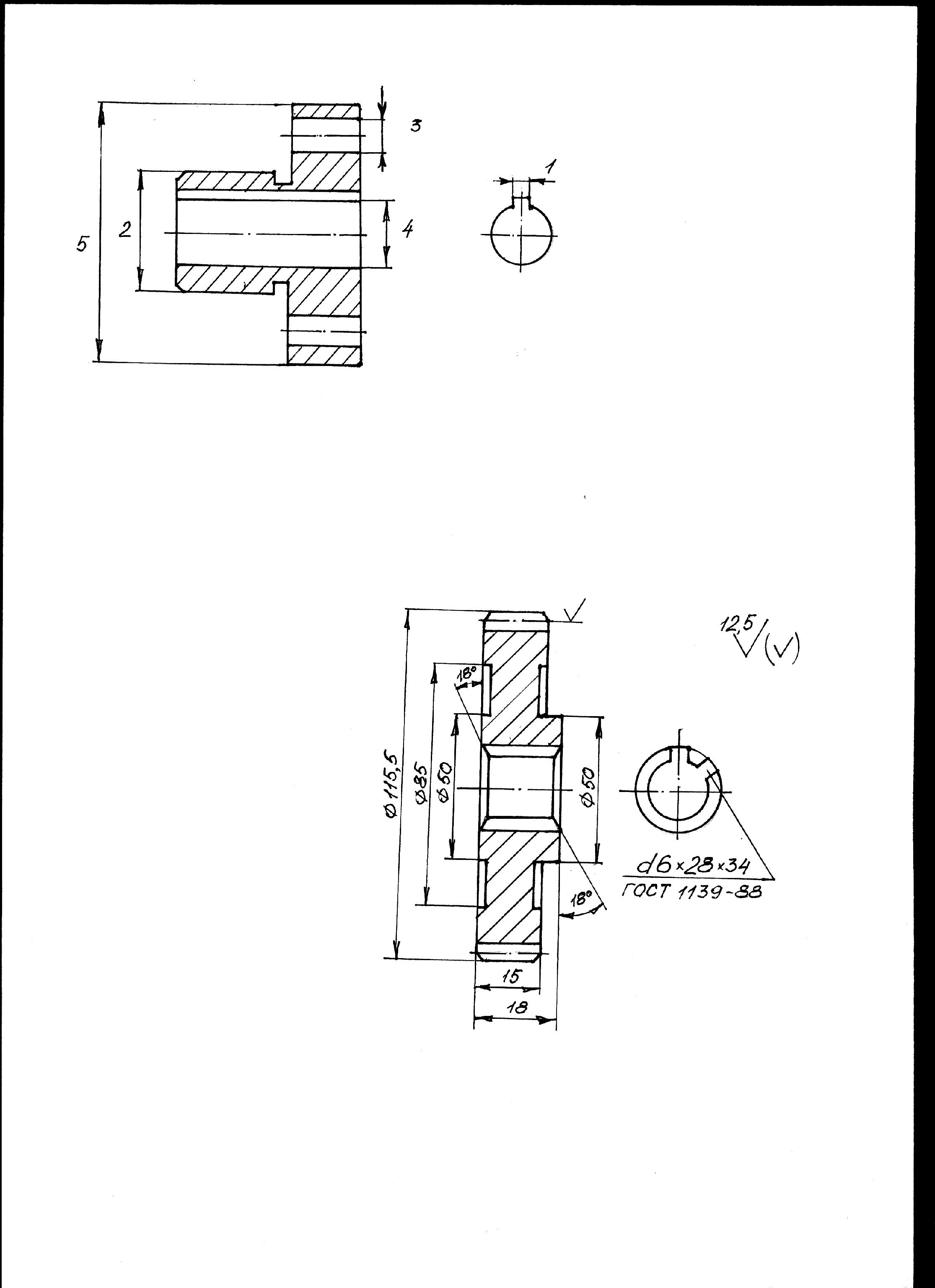
Таблица 4
Диаметр детали, мм |
5060 |
6080 |
80100 |
100200 |
200400 |
Диаметр электрод-ной проволоки, мм |
1.2 |
1.21.6 |
1.62.0 |
2.02.5 |
2.53.0 |
Численное значение наплавочного тока, А, определяют в зависимости от диаметра электродной проволоки по формуле
![]()
где dпр – диаметр проволоки, мм.
Напряжение дуги при наплавке принимается равным 2530 В, что способствует хорошему формированию наплавляемых валиков.
Скорость подачи проволоки, мч, определяется по формуле
![]()
где н=1118 – коэффициент наплавки под слоем флюса, гАч,
- плотность металла наплавочного валика, гсм3.
При различных режимах наплавки скорость подачи проволоки обычно изменяется в пределах от 75 до 200 мч.
Шаг наплавки принимают из условия перекрытия валиков на 13 их ширины и, в зависимости от диаметра электродной проволоки, определяют по формуле
![]()
Толщина наплавляемого слоя за один проход h=1.53 мм.
Скорость наплавки, мч, определяют зависимостью
![]()
где k=0.850.9 – коэффициент перехода металла электродной проволоки в наплавленный металл.
На практике скорость наплавки обычно составляет 1040 мч.
Вылет электродной проволоки определяется по формуле
![]()
и обычно колеблется в пределах от 10 до 25 мм.
Смещение электрода в зените, мм, в зависимости от диаметра детали D определяется из соотношения
![]()
б). Автоматическая вибродуговая наплавка
Вибродуговую наплавку применяют при восстановлении цилиндрических поверхностей деталей диаметром 1580 мм, работающих при статических и небольших динамических нагрузках и имеющих симметричный износ до 2 мм на сторону.
В ремонтной практике используют головки с вибратором:
электромагнитным (УАНЖ-5, УАНЖ-6, ВДГ-5 и др.);
магнитным (ОКС-1252А, КУМА-5М);
механическим (ГМВК-2).
Частота вибраций электродной проволоки составляет 50100 с-1. За один проход может быть наплавлен слой металла толщиной 0.32.5 мм. При наплавке используют сварочные и наплавочные проволоки (СВ-08А, СВ-08ГА, СВ-18ХГС, СВ-30ХГС, НП-30, НП-50Г, НП-65 и др.) диаметром 1.22 мм.
Наплавку ведут на постоянном токе обратной полярности. Источниками тока служат низковольтные генераторы и выпрямители (ВСА-600300, ВСТ-3М и др.).
Основными параметрами режима вибродуговой наплавки являются: диаметр электродной проволоки, сила тока наплавки, напряжение, скорость подачи электродной проволоки, скорость наплавки, шаг наплавки, вылет электродной проволоки, амплитуда колебания электрода, расход охлаждающей жидкости.
Диаметр электродной проволоки выбирают в зависимости от толщины наплавляемого слоя (см. табл. 5).
Таблица 5
Толщина слоя наплавки, мм |
1 |
12 |
2 |
Диаметр электродной проволоки, мм |
11.6 |
1.62 |
23 |
Ток, А, определяется по его плотности:
![]()
где dпр – диаметр электродной проволоки, мм;
Iуд=5075 – удельная плотность тока, Амм2.
Напряжение выбирают в зависимости от толщины слоя наплавки. При толщине слоя до 1 мм рекомендуется принимать напряжение от 12 до 15 В, а при слоях большей толщины – от 15 до 20 В.
Скорость подачи электродной проволоки зависит от тока и диаметра проволоки и рассчитывается по формуле
![]()
где н=811 – коэффициент наплавки, гАч,
7.8 - плотность металла наплавочного валика, гсм3.
Скорость наплавки, мч, можно определить по формуле
![]()
где k=0.850.9 – коэффициент перехода металла электродной проволоки в наплавленный металл; S – шаг наплавки, мм, определяется из соотношения
![]()
Вылет электродной проволоки, мм:
![]()
Амплитуда колебания электрода, мм:
![]()
Расход охлаждающей жидкости при вибродуговой наплавке составляет от 0.5 до 3 лмин.
в) Автоматическая и полуавтоматическая наплавка в среде
углекислого газа СО2
Наплавка в среде СО2 широко используется для восстановления деталей машин и оборудования нефтяных и газовых промыслов со сложной конфигурацией: коленчатых и шлицевых валов, опорных роликов, корпусов редукторов, резьбовых деталей, шестерен, звездочек, круглых деталей малых диаметров (до 40 – 60 мм) с нанесением слоя небольшой толщины (от 0.8 до 1.0 мм), а также деталей с изношенными отверстиями, в том числе, малого диаметра и большой глубины.
Для автоматической наплавки в среде углекислого газа применяют наплавочную головку А-580М, а для полуавтоматической наплавки – полуавтоматы А-547Р, А-547У, А-929, ПДПГ-500 и др.
Источниками тока служат сварочные преобразователи ПСУ-500 и ПСГ-500-1 и сварочные выпрямители ВС-300, ВГД-301 и др.
Для наплавки используют легированные сварочные и наплавочные проволоки СВ-10ГС, СВ-18ХГСА, НП-30ХГСА или порошковые (ПП-18РТ, ПП-4Х288Т, ПП-Р9Т), содержащие в своем составе титан.
Режим наплавки в среде углекислого газа выбирают в зависимости от материала, размеров и условий работы деталей.
Диаметр электродной проволоки обычно составляет 0.82.5 мм. Диаметр и смещение конца проволоки от зенита детали принимают в зависимости от диаметра детали по табл. 6.
Таблица 6
Диаметр детали, мм |
10 |
20 |
30 |
40 |
40 |
Диаметр электродной проволоки, мм |
0.8 |
0.8 |
1.0 |
1.2 |
до 2.5 |
Смещение проволоки, мм |
03 |
35 |
56 |
810 |
10 |
Наплавочный ток, шаг наплавки и вылет электродной проволоки из наконечника мундштука выбираются в зависимости от диаметра проволоки по табл. 7.
Таблица 7
Диаметр проволоки, мм |
0.8 |
1.0 |
1.2 |
1.6 |
2.0 |
2.5 |
Ток, А |
60150 |
80180 |
90270 |
120350 |
200500 |
250600 |
Шаг наплавки, мм |
2.53.0 |
3.0 |
3.5 |
4.06.0 |
6.08.0 |
8.010.0 |
Вылет проволоки |
612 |
713 |
815 |
1320 |
1525 |
1530 |
Напряжение электрической дуги выбирают в зависимости от тока наплавки и принимают обычно 2035 В.
Скорость подачи электродной проволоки при наплавке колеблется в пределах от 150 до 250 мч, а скорость наплавки детали – от 25 до 45 мч. Расход СО2 составляет 0.81.0 м3ч (8001000 лч).