

Учебник по Технологии
.pdfгде Тшт – норма штучно-калькуляционного времени (мин); l – часовая ставка рабочего, Zн – процент начислений на производственную зарплату; Сэ о – эксплуатация оборудования; Са о – амортизация оборудования, Си , Сп – эксплуатация и отчисления на амортизацию инструмента и приспособления.
Себестоимость всего процесса сборки находится как сумма себестоимостей всех операций. Себестоимость партии N изделий
СN = a + bN ,
где a – единовременные затраты на программу выпуска (затраты на покупку, установку и наладку оборудования для производства всей партии); b – текущие расходы на изготовление каждой единицы изделия; N – годовая программа выпуска.
Из двух технически равноценных вариантов ТП следует выбирать ТП с наименьшей себестоимостью.
Обозначим себестоимости для двух ТП:
C1 = a1 + b1; C2 = a2 + b2 .
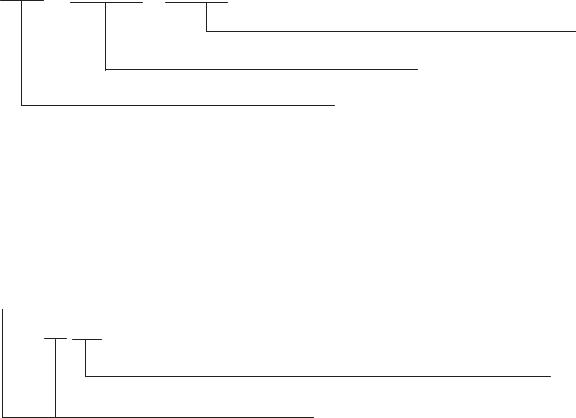
Эти выражения представляют собой уравнения прямых. Обозначив эти зависимости на графике, получим точку пересечения A и соответствующее ей критическое значение годовой программы
Nкр (рис. 9).
C
ТП
ТП1 1
|
|
|
ТП |
2 |
|
|
|
|
ТП2 |
|
|
|
|
Пvax |
|
|
|
|
|
|
|
|
|
a1 |
|
|
|||
a 2 |
|
|
|||
0 |
|
|
|
|
N |
|
Nкр |
|
|||
|
|
|
|
||
|
|
Nкр |
|
|
|
Рис. 9. Иллюстрация метода выбора оптимального варианта ТП
91
При N < Nкр годовая себестоимость меньше для первого ва-
рианта ТП, и наоборот. Экономический эффект от снижения себестоимости при выборе рационального варианта ТП для некоторой годовой программы выражается разностью себестоимостей (см. рис. 9).
Если число технологических процессов более двух, то осуществляют попарное сравнение. Однако следует учесть, что коэффициент a в течение года может изменяться – покупка дополнительного оборудования (ступени), и b также изменяется за счет роста сноровки и опыта рабочих (график перестает быть прямолинейным – появляются криволинейные участки).
Выбор оптимального варианта по сложным (комплексным) критериям, учитывающим не только себестоимость, но и другие техникоэкономические показатели, осуществляется с помощью ЭВМ по сложной методике. В основу проектирования любого ТП положены два принципа: технический и экономический. В соответствии с первым ТП должен обеспечивать выполнение всех требований ТЗ и ТУ на изготовление данного изделия. В соответствии со вторым требованием при изготовлении изделия должны обеспечиваться наибольшая производительность труда и наименьшая себестоимость.
Проектирование ТП имеет целью дать подробное описание процессов изготовления изделий с необходимыми технико-эконо- мическими расчетами и обоснованием выбранного варианта, так как ТП характеризуется своей многовариантностью.
ТП разрабатываются при проектировании новых и реконструкции старых действующих предприятий, а также при организации производства новых изделий на действующих предприятиях. При этом принятые варианты являются основой на всех стадиях технико-экономических расчетов и проектных решений. Кроме того, ТП разрабатываются и корректируются на условиях действующих предприятий при выпуске освоенной продукции. Это вызывается непрерывными конструктивными усовершенствованиями изделий, необходимостью систематического использования и внедрения в действующее производство достижений науки и техники, разработки и проведения организационно-технических мероприятий, необходимостью ликвидации «узких» мест производства.
ГОСТ 14.303–78 ЕСТГШ устанавливает исходную информацию для разработки типовых технологических процессов, которая подразделяется на базовую, руководящую и справочную.
92
Базовая информация включает данные, содержащиеся в конструкторской документации на изделие и программу выпуска этого изделия.
Руководящая информация включает данные, содержащиеся:
∙в стандартах всех уровней на ТП и методы управления ими, оборудование и оснастку;
∙в документации на перспективные ТП;
∙в производственных инструкциях.
Справочная информация включает данные, содержащиеся:
∙в документации на действующие типовые ТП по данному виду обработки;
∙в описаниях прогрессивных методов обработки;
∙в каталогах, номенклатурных справочниках прогрессивного технологического оборудования и оснастки;
∙в материалах по выбору технологических нормативов (режимов обработки, припусков, норм расхода материалов и т.п.);
∙в прогнозах научно-технического прогресса и планах повышения технического уровня производства;
∙в методических материалах по управлению и расчетам точности ТП.
Десятый этап проектирования частного ТП. Оформление технической документации является заключительным этапом разработки частного ТП.
Оформление документации на разрабатываемый ТП производится в соответствии с ЕСТД на стандартных технологических картах и бланках.
Следует напомнить, что КПП подразделяется на ряд последовательных стадий:
∙техническое задание – определение основного назначения, технических и тактико-технических данных, показателей качества
ит.п.;
∙техническое предложение – анализ ТЗ и разработка различных вариантов построения изделия;
∙эскизный проект – разрабатываются конструкторские документы, содержащие данные об устройстве и его назначении, принципе работы и т.п.;
93
∙технический проект – разработка электрических и структурных схем, чертежей сложных устройств и их габаритные, конструкторские технические характеристики, расчеты надежности и т.п. Документам присваивается литера Т;
∙разработка технической документации включает выполнение рабочих чертежей с ТУ;
∙изготовление и испытание опытного образца – отработка и корректирование рабочих чертежей для запуска их в серийное производство.
На стадии разработки конструкторской документация, технического задания и технического предложения технологическую документацию допустимо не разрабатывать.
Разработка технологической документации на стадии «предварительный проект» производится с литерой П и соответствует стадиям разработки конструкторской документации «эскизный проект» и «технический проект». Предварительный проект содержит перечни специальных и типовых ТП, технических заданий на разработку специального технологического оборудования. Следует напомнить, что на стадии «опытное производство» технологическим документам присваивается литера О, на стадии «установочная серия» дается литера А, а на стадии «серийное производство» – литера Б.
На стадии разработки рабочей документации опытного образца производится проектирование технологической документации для изготовления и испытания образца.
Согласно ГОСТ 3.1105–74 « Правила оформления технологической документации» вся технологическая документация подразделяется на следующие виды:
1.Маршрутная карта (МК) служит для записи всех операций изготовления деталей без их разделения на переходы с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах.
2.Операционная карта (ОК) предназначена для подробного описания одной операции со всеми переходами, режимами обработки и данными о средствах технологического оснащения. В зависимости от характера производства и выполняемых работ операционная карта разрабатывается отдельно на процессы механической обработки, слесарно-сборочных, сборочных и электромонтажных работ, технического контроля и др. При этом форма ОК имеет определенный вид.
94
3.Карта типового ТП (КТТП) содержит подробные сведения о выполнении операций с указанием переходов, данные о средствах технологического оснащения и материальных нормативах для определенного технологического типа.
4.Операционная карта (ОKT) содержит описание типовой технологической операции с указанием переходов, а также данные
отехнологическом оборудовании, оснастке (при необходимости) и режимах обработки.
5.Карта эскизов и схем (КЭ) содержит графические иллюстрации (эскизы, схемы, таблицы), необходимые для выполнения ТП, операции или переходы, включая контроль и перемещение.
6.Технологическая инструкция (ТИ) содержит описание приемов работы или ТП изготовления изделия, правил эксплуатации технологического оборудования и оснастки, описание физических и химических явлений, возникающих при выполнении отдельных операций или переходов.
7.Карта технологического процесса (КТП) предназначена для описания процесса изготовления изделия по всем операциям одного вида работ, выполняемых в одном цехе в технологической последовательности, с указанием данных об оснащении, материальных и трудовых нормативов.
8.Комплектовочная карта (КК) содержит данные о деталях, сборочных единицах и материалах, входящих в комплект собираемого узла.
9.Ведомость расцеховки (ВР) содержит данные о маршруте прохождения изготавливаемого изделия по службам предприятия.
10.Ведомость оснастки (ВО) содержит перечень технологической оснастки, необходимой для выполнения данного ТП.
11.Ведомость материалов (ВМ) содержит данные о заготовках, нормах расхода материала, маршруте прохождения изготавливаемого изделия.
12.Ведомость деталей (сборочных единиц) к типовому ТП (ВТП) содержит перечень деталей (сборочных единиц), изготавливаемых по типовому ТП, с указанием соответствующих данных о трудовых нормативах, а также материалах, технологической оснастке и режимах работы.
13.Ведомость технологических документов (ВТД) содержит перечень и описание всех операций технического контроля, выпол-
95
няемых в одном цехе в технологической последовательности, с указанием данных об оборудовании, оснастке и требованиях к конструкторским параметрам.
Маршрутная карта, карта технологического процесса, ведомость деталей к типовому ТП и операционная карта являются основными документами в комплекте технических документов на изделие (табл. 3).
|
|
|
|
Таблица 3 |
|
Виды технологических документов и этапы их разработки |
|||||
|
|
|
|
|
|
|
|
Стадии ТПП и их обозначение |
|
||
Обозначения |
|
|
|
|
|
Предварительный |
Опытное |
Установочная |
Установившееся |
||
документов |
|||||
|
проект (П) |
производство |
серия (А) |
производство |
|
|
(О, О1) |
(Б) |
|||
|
|
|
|||
МК |
0 |
+ |
+ |
+ |
|
|
|
|
|
|
|
ОК |
0 |
0 |
0 |
0 |
|
|
|
|
|
|
|
КЭ |
– |
0 |
0 |
0 |
|
|
|
|
|
|
|
ТИ |
0 |
0 |
0 |
0 |
|
|
|
|
|
|
|
КТП |
0 |
0 |
0 |
0 |
|
|
|
|
|
|
|
ВО |
– |
0 |
0 |
+ |
|
|
|
|
|
|
|
ВМ |
– |
0 |
0 |
+ |
|
|
|
|
|
|
|
ВТП |
0 |
0 |
0 |
0 |
|
|
|
|
|
|
|
ВТД |
0 |
0 |
+ |
+ |
|
|
|
|
|
|
|
Т |
0 |
0 |
0 |
0 |
|
|
|
|
|
|
|
Здесь приняты следующие условные обозначения:
Т – прочие технологические документы; «+» – разработка обязательна; 0 – разработка необязательна; «–» – не разрабатывается.
При оформлении технологической документации необходимо придерживаться следующих правил:
∙наименование операции записывается в форме прилагательного в именительном падеже (сверлильная, сборочная, регулировочная и т.п.);
∙наименование переходов записывается в виде глаголов в неопределенной форме (точить, замерить и т.д.);
∙переход должен содержать точные и конкретные действия рабочего;
96
∙контрольные операции указываются после наиболее важных операций или переходов с указанием контролируемых параметров
иколичества деталей, подлежащих контролю;
∙каждый ТП изготовления деталей или сборки узла должен быть снабжен титульным листом.
2.8.4.Конструкторско-технологическая система обозначения технологических документов
Каждому разработанному и выпускаемому документу должно быть присвоено самостоятельное обозначение. Если документ на нескольких листах, то все листы должны иметь одинаковое обозначение.
Устанавливается многоаспектная классификационная система обозначения документов по следующей структуре (рис. 10).
АБВГ ХХХХХ ХХХ
Порядковый регистрационный номер Код характеристики документов
Код организации-разработчика
Рис. 10. Классификационная система обозначения документов
Код организации-разработчика присваивают по Общероссийскому классификатору предприятий и организаций.
Устанавливаются следующая структура и длина кода характеристики документа (рис. 11).
ХХ Х ХХ
Вид технологического процесса по методу выполнения
Вид техпроцесса по его организации Вид технологического документа
Рис. 11. Код характеристики документа
97
На следующих трех таблицах (табл. 4–6) приведены примеры кодировок технологических документов.
|
|
Таблица 4 |
|
Кодировка видов технологических документов |
|
|
|
|
КОД |
|
ВИД ТЕХНОЛОГИЧЕСКОГО ДОКУМЕНТА |
|
|
|
10 |
|
Маршрутная карта |
20 |
|
Карта эскизов |
|
|
|
25 |
|
Технологическая инструкция |
|
|
|
30 |
|
Комплектовочная карта |
|
|
|
40 |
|
Ведомость документов |
42 |
|
Ведомость оснастки |
|
|
|
43 |
|
Ведомость материалов |
|
|
|
44 |
|
Ведомость деталей (сборочных единиц) |
50 |
|
Карта технологического процесса |
60 |
|
Операционная карта |
|
|
|
Таблица 5
Кодировка видов технологических процессов (операций)
КОД |
ВИД ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА (ОПЕРАЦИИ) |
|
|
0 |
Без указания |
1 |
Единичный процесс (операция) |
|
|
2 |
Типовой процесс (операция) |
|
|
3 |
Групповой метод (операция) |
|
|
Таблица 6
Кодировка видов технологических процессов по методу выполнения
КОД |
ВИД ТП ПО МЕТОДУ ВЫПОЛНЕНИЯ |
|
|
1 |
2 |
|
|
01 |
ТП изготовления изделия |
02 |
Ремонт |
|
|
03 |
Технический контроль |
|
|
04 |
Перемещение |
|
|
05 |
Складирование |
06 |
Раскрой и отрезка заготовок |
|
|
10 |
Литье |
|
|
11 |
Литье в песчаные формы |
12 |
Литье в металлические формы |
|
|
13 |
Литье в оболочковые формы |
|
|
14 |
Литье по выплавляемым моделям |
|
|
98
|
Окончание табл. 6 |
|
|
1 |
2 |
|
|
30 |
Холодная штамповка |
|
|
40 |
Механическая обработка |
|
|
46 |
Обработка на станках с ЧПУ |
|
|
50 |
Термическая обработка |
|
|
60 |
Изготовление деталей из пластмасс |
|
|
65 |
Изготовление деталей порошковой металлургией |
|
|
70 |
Нанесение защитного и защитно-декоративного покрытия |
|
|
75 |
Электрофизическая обработка |
|
|
80 |
Пайка |
|
|
Современная конструкторская классификация способствует созданию деталей с высокими показателями унификации и стандартизации, сокращению номенклатуры, быстрому тематическому поиску деталей с применением ЭВМ. Применяют конструкторские, технологические и конструкторско-технологические классификации.
При этом рассматриваются следующие признаки:
1)геометрическая форма;
2)конструктивная характеристика отдельных элементов;
3)взаимное расположение элементов;
4)параметр;
5)выполняемая деталью функция;
6)наименование;
7)размерная характеристика;
8)группа материала;
9)вид детали по технологическому процессу;
10)вид исходной заготовки;
11)класс точности;
12)класс шероховатости;
13)характеристика технологических требований;
14)дополнительная информация;
15)весовая характеристика.
Первые шесть признаков используются для классификации по конструктивным признакам, остальные – по технологическим.
99

В соответствии с ЕСКД устанавливается единая классификационная система обозначения чертежей деталей и сборочных единиц со следующей структурой кодирования (рис. 12).
АБВГ ХХХХХХ ХХХ
Порядковый регистрационный номер Код классификационных характеристик
Индекс организации-разработчика
Рис. 12. Классификационная система обозначения чертежей деталей и сборочных единиц
Основная роль классификационной характеристики состоит в том, что она определяет образ изделия и его основные функциональные и конструктивные особенности.
Классификация осуществляется по десятичному иерархическому признаку с пятью уровнями деления. Каждый класс делится на девять подклассов, групп, подгрупп, видов. Для кодирования используют цифры 1–9.
Все детали машино- и приборостроения систематизируются в самостоятельные классы. В 1972 г. издан классификатор деталей общемашиностроительного применения, в котором для классификации деталей выделены два класса: 40 – тела вращения; 50 – кроме тел вращения.
Систематизация деталей производится на основе шести первых признаков, характеризующих наиболее существенные свойства деталей. Например, геометрическая форма детали является основным признаком при ее описании, а два следующих признака конкретизируют ее.
Следующим звеном классификационного обеспечения подготовки производства является общероссийская система технологической классификации и кодирования деталей, которая базируется на сочетании классификатора ЕСКД и технологического классификатора деталей машиностроения и приборостроения. Цель технологических классификаций – создание базы для разработки и поиска типовых ТП с помощью ЭВМ на основании группирования деталей по их конструктивно-технологическому подобию.
100