

Учебник по Технологии
.pdf∙повышение эффективности извлечения ископаемых, их обогащения и переработки, комплексности использования;
∙механизацию и автоматизацию ТП.
Практика показывает, что многие традиционные технологические процессы в производстве РЭС часто оказываются недостаточно эффективными (т.е. неоптимальными) по мере постоянного и быстрого технического совершенствования РЭС. В связи с этим возникает задача исследования на оптимальность действующих ТП с целью определения возможностей повышения их эффективности.
При этом особенно сложной в производстве РЭС оказывается задача формализации (математического описания) и моделирования ТП. Поэтому современный инженер-технолог РЭС, кроме знаний физической сущности технологии, должен владеть специальными математическими методами анализа, оптимизации и формализации ТП. Основой оптимизации ТП с применением ЭВМ являются методы линейного, нелинейного, целочисленного, динамического программирования и теории массового обслуживания.
В результате решения этой задачи можно создать оптимальную структуру производственного процесса и его отдельных звеньев, получить такой ТП, который наиболее гибко реагирует на изменение внешних условий и характеристик звеньев, а также перейти к созданию автоматизированных ТП, что, в свою очередь, позволяет существенно повысить техническую и экономическую эффективность, производительность, качество изделий.
2.6. Построение ТП в зависимости от типа производства
Тип производства определяет построение и степень детализации разработки ТП. Под типом производства понимается классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделий. Одной из основных характеристик типа производства является коэффициент закрепления операций (ГОСТ 3.1106–74 ЕСТД) Kз о , который равен отношению количества выполняемых операций
в месяц O к количеству рабочих мест P :
K = |
O |
. |
(17) |
з о
P
61
Различают три типа производства: единичное, серийное и массовое. Единичное производство характеризуется широкой номенклатурой изготавливаемых изделий с малым объемом их выпуска, Kз о
для него не регламентируется. Для серийного производства характерна ограниченная номенклатура изделий, изготавливаемых периодически повторяющимися партиями и сравнительно большим объемом выпуска. В зависимости от количества изделий в партии и значения Kз о различают мелкосерийное, серийное и крупносерийное произ-
водства. Kз о принимается равным для мелкосерийного – 20–40,
среднесерийного – 10–20, крупносерийного – от 1 до 10. Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготавливаемых или ремонтируемых в течение продолжительного времени. Коэффициент закрепления операций равен 1 или меньше 1, если одна операция выполняется на двух или более рабочих местах. Наиболее характерные особенности типов производства представлены в табл. 1.
|
|
|
Таблица 1 |
|
Характерные особенности типов производства |
||||
|
|
|
|
|
Элемент |
|
Тип производства |
|
|
сравнения |
единичное |
серийное |
массовое |
|
|
|
|
|
|
Широта |
Очень |
Ограниченная |
Узкая |
|
номенклатуры |
широкая |
|||
|
|
|||
|
|
|
|
|
Объем выпуска |
Малый |
Средний |
Очень большой |
|
|
|
|
|
|
Регулярность |
Нет |
Периодические |
Непрерывный |
|
выпуска |
партии |
|||
|
|
|||
Специализация ра- |
|
Выполнение |
Выполнение |
|
Отсутствует |
нескольких |
одной опера- |
||
бочих мест |
||||
|
операций |
ции |
||
|
|
|||
|
|
|
|
|
Технологическое |
Универсальное |
Специализированное |
Специальное |
|
оснащение |
||||
|
|
|
||
|
Весьма |
Полная |
|
|
Взаимозаменяемость |
или неполная |
Полная |
||
ограниченная |
||||
|
|
(с набором деталей) |
|
|
Квалификация рабо- |
Высокая |
Средняя |
Низкая |
|
чих |
||||
|
|
|
||
|
|
|
|
|
Себестоимость |
Высокая |
Средняя |
Низкая |
|
|
|
|
|
|
Пользуясь этой таблицей, нетрудно составить характеристику каждому типу производства.
62
2.7. Классификация технологических процессов
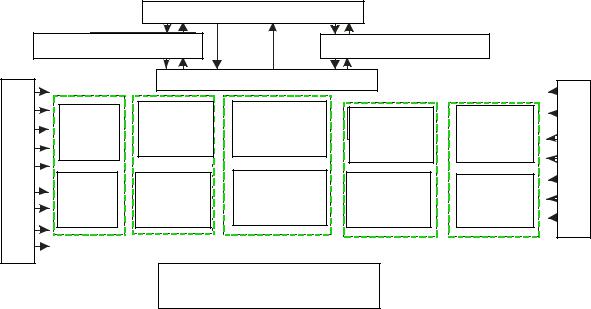
Производственный процесс включает все этапы, которые проходит природный материал на пути превращения его в изделие. На радиозаводе выполняется часть производственного процесса, поскольку завод получает полуфабрикаты в виде материалов и комплектующих изделий (лампы, микроэлементы, крепеж и др.). Производственный процесс на радиозаводе делится на ряд процессов, выполняемых в различных цехах (заготовительных, обработки и сборки) (рис. 5).
|
|
Заводоуправление |
|
|
||
|
Технические службы |
|
Коммерческие службы |
|
||
Дестабилизирующие факторы |
|
Службы транспорта и связи |
|
АСУП |
||
Штам- |
Цех меха- |
Цех гальва- |
Цех |
Инструмен- |
||
|
повоч- |
нической |
нических |
сборки |
тальный |
|
|
ный цех |
обработки |
покрытий |
узлов |
цех |
|
|
Литей- |
Цех |
Цех лакокра- |
Цех |
Электро- |
|
|
ный |
пластмасса |
сочных |
сборки |
механиче- |
|
|
цех |
|
покрытий |
изделий |
ский цех |
|
|
|
Энергетическое хозяйство |
|
|
||
Рис. 5. Структура современного радиозавода
На радиозаводе различные изделия выпускаются в разных количествах. Применительно к одному и тому же заводу или его цеху можно говорить о разных типах производства – единичном, серийном и массовом. При единичном производстве изготовление изделий по неизменяемым чертежам не должно повторяться.
При серийном производстве изделия детали и узлы периодически изготовляются по неизменяемым чертежам в течение того или иного промежутка календарного времени.
Количество одновременно запускаемых в производство изделий, их деталей или узлов, поступающих на одно рабочее место, представляет собой партию.
63

При массовом производстве изделия детали и узлы изготовляются в массовом количестве в течение более или менее длительного промежутка календарного времени. При этом большинство рабочих выполняют одну и ту же работу.
Поскольку на данном заводе или цехе одновременно могут быть единичное, серийное и массовое производства, а границы между ними различны (зависят от вида изделия и других факторов), отнесение производства завода или цеха к одному из типов производства определяют по преобладающему типу производства.
При единичном производстве разрабатываются индивидуальные процессы, а для некоторых деталей и узлов могут быть составлены групповые и даже типовые процессы.
При серийном производстве разрабатываются технологические процессы всех трех видов, причем надо стремиться к увеличению доли групповых и типовых процессов по сравнению с индивидуальными. Групповые процессы, особенно при мелких сериях, являются основными.
В массовом производстве разрабатываются обычно индивидуальные и типовые технологические процессы.
Типизация технологических процессов согласно ГОСТ 14.303–73 устраняет многообразие технологических процессов обоснованным сведением их к ограниченному числу типов (рис. 6).
Степень

 регламентации
регламентации

 действий,
действий, 





 устанавливаемых
устанавливаемых в документации
в документации

Рис. 6. Классификация технологических процессов
64
Основные этапы разработки типовых технологических процессов, задачи, решаемые на каждом этапе, и основные документы, обеспечивающие решение этих задач, регламентируются ГОСТ 14 303–73.
Единичные ТП разрабатываются для изготовления опытного образца изделия. Рабочие ТП являются тем самым конечным продуктом деятельности технолога-разработчика, позволяющим перейти к серийному выпуску изделия на основном производстве.
Перспективный процесс разрабатывается как информационная основа для рабочих процессов при перевооружении производства и рассчитан на применение более совершенных методов, более производительных и экономически эффективных средств.
Маршрутное описание ТП – сокращенное описание всех ТО в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
Операционное описание ТП – полное описание всех ТП в последовательности их выполнения с указанием переходов и технологических режимов.
Маршрутно-операционное описание ТП – сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других ТД.
Перспективные ТД разрабатываются на несколько лет вперед с учетом последних достижений науки, еще не нашедших широкого применения, но сулящих большие технико-экономические преимущества.
Единичный ТП – ТП изготовления или ремонта изделия одного наименования, типоразмера и исполнения независимо от типа производства.
Типовой ТП – ТП изготовления группы изделий с общими конструктивными и технологическими признаками.
Типовой ТП представляет собой оптимальный вариант процесса, опираясь на который, каждый завод может разработать свой рабочий ТП в соответствии с имеющимися возможностями (наличием технологического оборудования, с технологическим опытом, квалификацией рабочих и т.п.).
Групповой ТП – ТП изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Типовая технологическая операция – это операция, характеризуемая единством содержания и последовательности технологиче-
65
ских переходов для группы изделий с общими конструктивными и технологическими признаками.
Групповая технологическая операция – это операция совместного изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
2.8.Этапы разработки технологических процессов
2.8.1.Основные понятия проектирования технологии
В соответствии с ГОСТ 3.1102 «Стадии разработки и виды документов» стадии разработки технологических документов, применяемых для технологических процессов изготовления изделий, определяются в зависимости от стадий использования конструкторской документации. Пример соответствия стадий разработки и технологических документов приведен в табл. 2.
Таблица 2
|
Пример соответствия стадий разработки |
|
|
|
и технологических документов |
|
|
|
Стадия |
|
Содержание работ, технологический документ |
разработки |
|
|
|
|
|
|
|
|
Предварительный |
|
Разработка технологической документации, предназначенной |
проект |
|
для изготовления макета изделия и/или его составляющих |
|
|
частей на основании конструкторской документации, |
|
|
выполняемой на стадиях «Эскизный проект» (ЭП), |
|
|
«Технический проект» (ТП) |
|
|
|
Разработка |
|
Разработка технологической документации для изготовления |
документации: |
|
и испытания без применения литеры. |
а) опытного |
|
Корректировка и разработка документации по результатам |
образца |
|
предварительных испытаний опытного образца |
(опытной |
|
с присвоением литеры О на основную конструкторскую |
партии) |
|
документацию, имеющую литеру О. Корректировка |
|
|
и разработка технологических документов по результатам |
|
|
изготовления и приемочных испытаний образца |
|
|
и по результатам корректировки конструкторской |
|
|
документации, имеющей литеру О1. И т.д. с литерой О2. |
б) серийное |
|
Разработка технологической документации, |
(массовое) |
|
предназначенной для изготовления и испытаний серийного |
производство |
|
(массового) производства с присвоением литеры Б |
|
|
на основную конструкторскую документацию, имеющую |
|
|
ту же литеру |
|
|
|
66
На стадии разработки конструкторской документации «Технический проект» технологическая документация не разрабатывается.
Для разового изготовления или изготовления нескольких изделий в единичном производстве присваивается литера И.
Предварительный проект предназначен для проверки технологичности изделия на стадии эскизного и технического проектов. Он содержит перечни специальных и типовых ТП, технического задания на разработку специального технологического оборудования и оснастки. Предварительный проект служит основанием для разработки рабочей документации: опытного образца, установочной серии, серийного или массового производства.
При разработке документации на технологические процессы, выполняемые на стадиях «Предварительный проект», в случае опытного образца документы следует выполнять в маршрутном или маршрутно-операционном описании; в случае серийного производства – в операционном описании.
Документы, разрабатываемые на ТП, делятся на основные и вспомогательные. Основные документы содержат сводную информацию, необходимую для решения одной или комплекса инженер- но-технических, планово-экономических и организационных задач. Эти документы полностью и однозначно определяют технологический процесс (операции) изготовления или ремонта изделия.
Вспомогательные документы применяются при разработке и внедрении функциональных технологических процессов и операций (карта заказов на проектирование технологической оснастки).
По своему назначению документы делятся на документы общего и специального назначения. Документы общего назначения – это документы, применяемые в отдельности или в комплектах документов на технологические процессы (операции) независимо от применения технологических методов изготовления или ремонта изделий, например, карта эскизов (графический документ, содержащий эскизы, схемы, таблицы и предназначенный для пояснения выполнения ТП, операций или переходов изготовления или ремонта изделий, включая контроль и перемещения), технологическая инструкция, титульный лист.
Документы специального назначения применяются при описании ТП и операций в зависимости от типа и вида производства и применяемых технологических методов изготовления или ремонта.
67
В качестве примера документа специального назначения можно рассмотреть маршрутную карту, которая предназначена для маршрутного или маршрутно-операционного описания изготовления или ремонта изделия, включая контроль параметров по всем операциям различных технологических методов с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах. К документам этого же вида относится и карта технологического процесса (КТП), предназначенная для операционного описания ТП изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразующей структуры, сборки или ремонта с указанием переходов.
Основным технологическим документом является технологический регламент производства. Он бывает типовым (для всех предприятий, выпускающих данный вид продукции) и конкретного предприятия (конкретный регламент данного предприятия). В любом случае он содержит (в случае типового регламента все документы типовые):
∙общие сведения о технологии производства данного вида продукции;
∙требования к сырьевым материалам, комплектующим изделиям, топливу и энергии;
∙сведения о нормативно-технических документах, содержащих технические требования к продукции;
∙требования к технологическому оборудованию и системам автоматизации;
∙требования к вспомогательным материалам и оборудованию;
∙описание технологических режимов производства;
∙маршрутную карту производства;
∙карту контроля технологических процессов;
∙технологические инструкции выполнения работ;
∙правила охраны труда и техники безопасности;
∙описание источников выделения вредных веществ и излучений и нормативы допустимых выбросов;
∙нормативы расхода топливоэнергетических и сырьевых материалов и комплектующих изделий.
68
Остальные документы специального назначения только укажем без расшифровки документа:
∙карта технологического процесса;
∙технико-нормировочная карта;
∙карта кодирования информации;
∙карта наладки средств технологической оснастки;
∙ведомость оборудования;
∙ведомость материалов;
∙ведомость специфицированного нормирования расхода материалов;
∙ведомость нормирования расхода материалов;
∙технологическая ведомость;
∙ведомость применяемости;
∙ведомость сборки изделия;
∙ведомость операций (применяется совместно с МК и КТП);
∙ведомость деталей сборочных единиц к типовому ТП для указания состава деталей изготовления или ремонта по ТТП;
∙ведомость деталей, изготавливаемых из отходов;
∙ведомость дефектации;
∙ведомость стержней;
∙ведомость технологических документов;
∙ведомость держателей подлинников.
Исходными данными и основными критериями для выбора структуры технологической системы являются экономические показатели и технологическая оптимизация.
2.8.2. Выбор структуры технологической системы по экономическим показателям
Структура технологической системы (ТС) определяется требованиями эффективности функционирования. Все элементы вносят свой вклад в полную себестоимость изделия. С позиций структуры ТС себестоимость изделия определяется:
∙ суммарной стоимостью работ по изготовлению, сборке и контролю сборочных единиц различных уровней;
69
∙ суммарной стоимостью всех запасов по всем номенклатурам на складах всех уровней, стоимостью хранения запасов (количество, амортизация складов, обеспечение обслуживающего персонала, транспортировка).
Тогда суммарные затраты выражаются некоторой линейной функцией С(М,L,K,S,P), где М(n) – объем запасов по их видам 1...A; L(n) – интенсивность спроса на компоненты 1...B; S(n) – число наименований операций изготовления и сборки каждого вида изделий 1...C; К(n) – сложность оборудования и оснастки по их видам 1...D; Р(n) – квалификация специалистов 1...E.
При синтезе эффективной ТС необходимо обеспечить min
С(M,L,K,S,P).
На величину технологической себестоимости годного изделия, помимо структуры ТП, влияют:
∙величины конструкторского допуска на первичные конструкционные материалы, определяющие вероятность выхода годных изделий при той или иной точности изготовления;
∙вид и параметры распределения плотности вероятности показателя качества изделия, также определяющие вероятность выхода годных изделий;
∙технологическая точность (точность изготовления), определяющая затраты на производство изделия при заданной структуре ТП;
∙вид и параметры распределения плотности вероятности показателя качества.
Проблема минимизации технологической себестоимости годного изделия должна рассматриваться как комплексная, ее решение включает в себя взаимосвязанное рассмотрение системотехнических, схемотехнических, конструкторских и технологических задач проектирования.
Таким образом, под технологической оптимизацией будем понимать взаимосвязанный выбор схемотехнической (топологической) реализации изделия, номинальных значений его конструкционных параметров и технологической точности при заданных ограничениях по критерию минимальной технологической себестоимости годного изделия. Технологическая оптимизация ведется на базе результатов параметрического синтеза устройства и синтеза ТП. (Параметрический синтез характеризуется жесткой стратегией получения единственного квазиоптимального варианта ТС, где выяв-
70