

Учебник по Технологии
.pdfВажными факторами, определяющими конструктивно-техно- логические особенности любой РЭС, являются ее конструктивное оформление и технология изготовления. Например, конструктивное оформление в виде самостоятельного устройства или встроенного модуля, технология сборки пайкой или механическое соединение, что существенно сказывается на эксплуатационных и производственных характеристиках РЭС. При конструктивно-технологическом анализе РЭС большое внимание следует уделять ее непосредственному назначению и условиям эксплуатации, которые сказываются на выборе технологии производства и конструктивного оформления. Например, наличие механических вибраций при эксплуатации требует применения более надежных методов сборки. Объективной тенденцией совершенствования конструкций РЭС является постоянный рост ее сложности ввиду расширения выполняемых функций и повышения требований к эффективности ее работы.
Конструктивно-технологические особенности РЭС включают функционально-узловой принцип конструирования, технологичность, минимальные габаритно-массовые показатели, ремонтопригодность, защиту от внешних воздействий, надежность (вероятность безотказной работы, среднее время наработки на отказ, среднее время восстановления работоспособности, долговечность и т.д.).
Сущность функционально-узлового принципа конструирования РЭС заключается в объединении функционально законченных схем в сборочные единицы и их модульной компоновке.
2.2.Иерархический подход в конструировании
итехнологии радиоэлектронных средств
Анализ и само представление о сложном предмете при анализе расчленяются на уровни. На высшем уровне используется наименее детализованное представление, отражающее только самые общие черты и особенности анализируемой системы. На каждом новом последовательном уровне разработки степень подробности рассмотрения возрастает, при этом система рассматривается не в целом, а отдельными блоками. Такой подход (называемый блочноиерархическим) позволяет на каждом уровне формулировать и решать задачи приемлемой сложности, поддающиеся уяснению и пониманию одним человеком. Разбиение на уровни должно быть таким, чтобы документация на блок данного уровня была бы обозрима и воспринимаема одним человеком.
Преимущества блочно-иерархического подхода состоят в том, что сложная задача большой размерности разбивается на последо-
41

вательно решаемые задачи малой размерности. Недостатки блочноиерархического подхода вытекают из того обстоятельства, что на каждом уровне работа ведется с не определенными до конца объектами. Следовательно, решения принимаются в обстановке неполной информации, без строгого обоснования. Оптимальность может быть достигнута только на отдельных уровнях при ограничивающих условиях, вытекающих из природы блочно-иерархического подхода. Однако в целом какой-либо удачной альтернативы блочно-иерар- хическому подходу нет, и приходится соглашаться на возможные отклонения от оптимальных вариантов. Существующее по ЕСКД деление схем на принципиальные, функциональные и структурные отражает принципы блочно-иерархического проектирования.
При проектировании ЭВМ существует деление на иерархические уровни: логический элемент, функциональный логический элемент, функциональное устройство, функциональный комплекс (рис. 1).
СИСТЕМА
КОМПЛЕКС
АППАРАТУРА
Электронный
модуль
III уровня разукрупнения
Электронный модуль II уровня
разукрупнения
Электронный модуль I уровня
разукрупнения
Электронный модуль 0 уровня
разукрупнения
Шкаф , стойка
Блок (ящик, в котором установлены ТЭЗы )
Печатная плата с разъемом с установленными элементами (может быть с общей герметизацией на основе бескорпусных гибридных ИС) ТЭЗ
Все то, что устанавливается на коммутационные платы
Рис. 1. Уровни разукрупнения РЭС
Конструкторская иерархия не всегда совпадает с функциональной – в конструкциях ЭВМ различают следующие уровни: стойка, состоящая из рам и дополнительных устройств типа блоков
42
питания и систем охлаждения; конструирование рамы, состоящей из панелей; панели, состоящие из типовых элементов замены (ТЭЗ) и ТЭЗов, элементами которых являются модули.
Базовые конструкции аппаратуры имеют несколько уровней модульности, предусматривающих объединение простых модулей в более сложные.
Модули 1-го уровня – интегральные микросхемы (ИМС) и дискретные электрорадиоэлементы (сопротивления, конденсаторы, транзисторы и т.д.).
Модули 2-го уровня – типовые элементы сборки (ТЭС) или ячейки, типовые элементы замены, печатные платы, которые конструктивно и электрически объединяют ИС и ЭРЭ.
Модули 3-го уровня – блоки (панели), которые с помощью плат и каркасов объединяют ячейки в конструктивный узел.
Модули 4-го уровня – рама (конструктивный узел – каркас рамы), которая объединяет блоки в единое целое.
Модули 5-го уровня – стойка (конструктивный узел – каркас стойки), которая может объединять несколько рам в единое целое.
Модули 6-го уровня – устройства.
В технологии РЭС принята следующая системотехническая иерархия (см. рис. 1).
Три нижних уровня разукрупнения могут быть основаны на единой унифицированной базе несущей конструкции (УБНК) – ряд корпусных типоразмеров. Примером иерархических уровней в технологии могут быть:
∙маршрутная технология;
∙операционная технология;
∙инструмент и оснастка.
Отметим, что при построении моделей сложных систем на каждом иерархическом уровне используются свои математические модели, сложность которых согласована с возможностями анализа.
Технология должна обеспечивать заданные свойства изделия так же, как качество отдельной детали или изделия – совокупность свойств, обусловливающих способность отвечать определенным требованиям в соответствии с ее назначением. Основными показателями качества изготовленных изделий являются точность сформированных физических свойств, выполненных размеров и формы элементов деталей, надежность. Степень приближения действительных значений параметров, формируемых при изготовлении детали, к их заданному значению называется точностью изготовления. Точность изготовления обеспечивается выбором методов обработки, построением техпроцесса.
43
Эффективность – способность системы функционировать во всем диапазоне возможных изменений режимов и установленных предельных значений изменения ее выходных параметров. Ее оценивают по четырем группам показателей:
1)технологическим (например, количество продукции в единицу времени);
2)организационным (например, трудовые затраты);
3)экономическим (экономические результаты деятельности, например, прибыль);
4)комплексным (одновременно по нескольким показателям). Надежность – свойство системы выполнять заданные функ-
ции, сохраняя эксплуатационные показатели в допустимых пределах в течение требуемого промежутка времени. Надежность – это свойство РЭС сохранять во времени в установленных пределах значения всех требуемых характеристик, параметров и показателей при заданных режимах и условиях применения, технического обслуживания, ремонтов, хранения и транспортировки. Надежность характеризуется безотказностью, ремонтопригодностью, сохраняемостью и долговечностью. Количественные характеристики этих показателей имеют вероятностный характер.
Безотказность – свойство изделия сохранять работоспособность в течение некоторой наработки без вынужденных перерывов.
Ремонтопригодность – свойство изделия, характеризующее его приспособленность к предупреждению, обнаружению и устранению отказов и неисправностей путем проведения техобслуживания и ремонта.
Сохраняемость – свойство изделия сохранять обусловленные эксплуатационные показатели в течение и после заданного срока хранения и транспортирования.
Долговечность – свойство изделия длительно сохранять работоспособность в определенных режимах и условиях эксплуатации до разрушения или другого предельного состояния. Долговечность количественно оценивается техническим ресурсом или числом циклов работы.
В данном курсе будем изучать ТП сборки и электромонтажа РЭС, методику проектирования процессов, рассмотрим методы управления ТД и способы достижения оптимальных значений показателей эффективности, а также технологическое оборудование основных операций TП и некоторые виды технологической оснастки. Кратко остановимся на вопросах контроля, регулировки, защиты РЭС от воздействия внешних условий.
К типовым ТП изготовления РЭС относятся:
44
1)входной контроль комплектующих ЭРЭ;
2)технологическая тренировка деталей и узлов;
3)сборка;
4)электрический монтаж;
5)технический контроль монтажа и сборки;
6)защита изделий от влияния внешней среды;
7)технологическая тренировка изделия;
8)регулировка (настройка) изделия;
9)испытания изделия;
10)выходной контроль.
Основными направлениями изучения данного курса являются сборка и электрический монтаж, определяющие до 80 % трудоемкости всего изделия. Но прежде чем приступить к их изучению, следует рассмотреть особенности РЭС.
2.3. Особенности радиоэлектронных средств
В современном промышленном производстве изготовление РЭС является одним из наиболее сложных процессов. Это вызвано многими причинами: большим числом специфических требований, предъявляемых к деталям, сборочным единицам, блокам и РЭС в целом. Например, к изделиям машиностроительной промышленности предъявляются требования по точности, прочности и определенной шероховатости поверхности деталей. При изготовлении РЭС наряду с механической обработкой широко применяют многие виды литья, холодной штамповки, прессования пластмасс и металлических порошков, различные виды химической, электрохимической, электроискровой, химико-термической, ультразвуковой, лазерной, электронно-ионной и других видов обработки.
Наличие большого количества сборочных единиц и высокие требования, предъявляемые к их точности, вызывают необходимость тщательного расчета размерных цепей и обоснования применяемых в производстве принципов компенсации погрешностей изготовления. Большое количество деталей и сборочных единиц РЭС требует не только размерной, но и функциональной взаимозаменяемости. Поэтому в процессе изготовления деталей, при монтажных и сборочных работах приходится предусматривать многочисленные операции по контролю, испытаниям и наладке. Условия эксплуатации РЭС разнообразны и характеризуются в основном климатическими и механическими воздействиями. Качество работы РЭС зависит также от степени влажности воздуха, проникновение влаги в печатные платы приводит к интенсивному окислению пе-
45

чатных проводников и уменьшению их сечения, что вызывает возрастание сопротивления. Пыль также опасна, так как способствует развитию коррозии и ускоряет износ трущихся частей. Поэтому требований, предъявляемых к изделиям радиотехнической промышленности, в несколько раз больше: те же требования, что и в машиностроении, плюс специфические требования к электропроводности, диэлектрическим, магнитным, пьезоэлектрическим, акустическим, оптическим свойствам, габаритам, массе, надежности, потребляемой мощности, защите от жестких климатических воздействий и т.д. Представляют интерес эти требования в виде диаграммы, изображенной на рис. 2.
|
|
|
|
|
|
Точность, прочность, шероховатость |
|
|
|
|
|
|
|
Электропроводность |
|
|
|
|
|
|
|
|
диэлектрические, |
|
|
|
|
|
|
|
магнитные, |
|
|
|
|
|
|
Свойства |
акустические, |
|
|
|
|
|
|
|
оптические, |
Точность |
|
|
|
|
|
|
пьезоэлектрические |
|
|
|
|
|
Габариты, масса, надежность |
||
|
Изделия |
РЭС |
|
|
|
||
Прочность |
|
|
|
Потребляемая мощность |
|||
|
|
||||||
Шероховатость |
Машино- |
|
|
|
|
Защита отжестких климатических |
|
|
|
|
|
||||
строения |
|
|
|
|
воздействий |
|
|
|
|
|
|
|
|
Большое количество применяемых |
|
|
|
|
|
|
|
материалов, полуфабрикатов, |
|
|
|
|
|
|
|
комплектующих изделий |
|
|
|
|
|
|
|
Большоймасштабвыпуска |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
Быстрое моральное старение |
|
|
|
|
|
|
|
Высокиетребования кэстетическому |
|
|
|
|
|
|
|
оформлению |
|
|
|
|
|
|
|
Сложность технологииизготовления |
|
Рис. 2. Особенности РЭС с точки зрения ее производства
На рис. 2 условно показаны требования, предъявляемые к изделиям машиностроения и к радиоэлектронным средствам. Если основные требования, предъявляемые (весьма условно) для велосипеда, – это точность, прочность и шероховатость, то эти же требования предъявляются и к радиоэлектронным изделиям (те же антенные системы, раскрывы которых достигают весьма внушительных размеров).
Требования по габаритам, массе, надежности мы осознанно вынесли в левую половину диаграммы, так как снижение массогабаритных размеров РЭС является сверхактуальной проблемой, и РЭС (авионика самолета) должна занимать как можно меньше места и иметь минимальную массу, чтобы не являться «бесполезной» нагрузкой самолета, снижающей его грузоподъемность.
46
Что касается надежности, то, естественно, надежной должна быть любая техника, но поскольку РЭС стоят в системах жизнеобеспечения человека, то это требование более насущно в РЭС.
Одним из основных аспектов является потребляемая мощность, снижение которой более существенно для РЭС, поскольку, кроме простого снижения энергопотребления, очень актуальна борьба с перегревом аппаратуры, вызванным отводом тепла с очень малых поверхностей и/или объемов.
Защита от жестких климатических воздействий также относится к важнейшим технологиям производства РЭС, так как, кроме традиционной влаги и тепла, для РЭС необходимы защита от электрических, магнитных, радиационных полей, обеспечение электромагнитной совместимости, защита от росы, тумана и т.д.
Вывод по рис. 2 однозначен – технология производства РЭС является наиболее сложной по сравнению с другими отраслями, сложна настолько, что не удается обеспечить автоматизированную сборку РЭС, существенно снизить долю ручного труда при ее производстве.
2.4. Технология радиоэлектронных средств как сложная система
Современный радиозавод представляет собой сложную структуру, состоящую из большого числа взаимосвязанных элементов, целью которой является производство высококачественной РЭС в необходимом количестве в заданные сроки при минимальных затратах.
Подобные структуры принято называть сложными (или большими) системами. Сложная система – это взаимодействующая совокупность многих элементов, предназначенная для выполнения единой цели, имеющая иерархическую структуру и управление.
Эффективно управлять такими системами старыми методами на основе человеческой интуиции невозможно. Это приводит к необходимости применения автоматизированных систем управления (АСУТП) и автоматизированных (или даже автоматических) систем управления ТП с использованием ЭВМ.
Системой называется целостная совокупность элементов, настолько тесно связанных между собой, что она выступает по отношению к другим системам и окружающей среде как нечто единое целое. Во всякой системе связь между ее составляющими элементами должна быть гораздо более прочной и устойчивой, чем связь каждого из этих элементов с частями других систем.
47
Системный подход определяет управление предприятием как систему, т.е. совокупность подсистем и элементов, находящихся между собой в сложной взаимосвязи и образующих единое целое.
Системный подход – это методология решения сложных производственных проблем, связанных с нахождением оптимальных вариантов управленческих воздействий в условиях неопределенности системы и неполноты информации о ней.
Сущность системного анализа состоит в установлении всех взаимосвязей между переменными факторами и определении их влияния на поведение всего комплекса как единого целого, причем соблюдается принцип иерархии критериев, задач и структуры.
Промышленное предприятие можно рассматривать с различных точек зрения: как самостоятельную первичную ячейку сферы материального производства, как экономическую систему, как социальную организацию и как объект управления. В качестве объекта управления предприятие представляет собой систему и изучается с позиций системного подхода. Предприятие как объект управления является особо сложной вероятностной системой, так как количество элементов и связей между ними чрезвычайно велико и поведение отдельных элементов не может быть точно предсказано. Система управления является иерархической (многоуровневой), в ее структуре есть подсистемы различных уровней, находящихся между собой в соподчиненных соотношениях. Свойство делимости СУ позволяет вычленить отдельные элементы и подсистемы, устанавливать их связь с другими элементами, что особо важно при моделировании управленческих процессов. Простейшим делением СУ является выделение управляющей и управляемой подсистем. Иерархическое построение системы обеспечивает повышенную устойчивость к внешним воздействиям, способствует локализации конфликтов и согласует локальные цели элементов и подсистем с общими целями всей системы. Иерархическое строение имеет и сам объект управления – предприятие.
Свойство иерархичности предполагает также, что каждая система входит как составная часть в систему более высокого уровня, а ее части могут рассматриваться и изучаться как самостоятельные системы. СУ производством обладает качеством множественности (поведение или состояние ее элементов отличается от поведения или состояния всей системы в целом, а совокупность свойств отдельных элементов не составляет общего свойства всей системы). Например, ни один из цехов не может выпустить продукцию, изготавливаемую всем предприятием.
Рассмотрение технологического процесса как сложной системы позволяет решать вопросы, связанные с математическим описа-
48
нием процесса и выбором его оптимальных характеристик. Следует считать технологический процесс сложной системой в том случае, когда в силу свойств и по характеру задач, возникающих при его исследовании, необходимо принимать во внимание наличие в процессе большого количества взаимосвязанных и взаимодействующих между собой элементов, обеспечивающих выполнение некоторой достаточно сложной функции.
Обращаясь к производственному комплексу для поточного производства РЭС, можно видеть, что он состоит из большого количества станков, обеспечивающих выполнение технологических операций (обработка деталей, сборка изделий или узлов). Отдельные станки могут объединяться в технологические линии общей сборки, на которых изделия собираются из отдельных деталей и узлов. Если некоторые узлы должны быть изготовлены в рамках рассматриваемого производственного процесса, то существуют соответствующие линии сборки узлов из отдельных деталей. Для деталей, изготовление которых входит в данный производственный процесс, существуют линии обработки, выполняющие последовательность операций, обеспечивающую производство этих деталей. Работа станков, линий и процесс в целом характеризуются частичной или полной синхронизацией, обеспечивают ту или иную степень взаимозаменяемости изделий при стабильности условий и режимов выполнения операций. В производственный процесс, помимо технологических операций, обычно включаются некоторые нетехнологические производственные операции: транспортировка полуфабрикатов, проверка качества, смазка, упаковка и т.п.
Средства автоматического или автоматизированного управления производственным процессом (соответствующие датчики, линии передачи данных, счетно-решающие или вычислительные устройства) собирают и обрабатывают информацию о состоянии полуфабрикатов и производственного оборудования и вырабатывают управляющие команды.
Как видно, технологический процесс состоит из большого количества взаимосвязанных элементов. Понятие элемента системы и расчленения системы на элементы с практической точки зрения представляется весьма относительным. Если рассматривать в качестве сложной системы производственный комплекс радиоэлектронного предприятия, то можно считать его элементами производственные комплексы отдельных цехов или отдельные технологические линии. Если же сложной системой служит технологическая линия, то элементами можно считать отдельные станки, агрегаты и прочие механизмы.
49
Контуры управления для радиоэлектронных производственных комплексов являются замкнутыми и обычно имеют обратную связь: фактическое значение регулируемого параметра сравнивается со значением этого параметра, требуемым программой управления; отклонение от программы служит основанием для выработки корректирующих сигналов – управляющей информации. Применение принципа обратной связи является одним из путей исключения грубых ошибок при реализации технологического процесса.
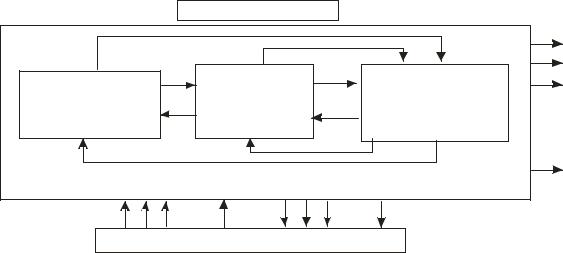
Производственный процесс изготовления РЭС, оснащенный средствами механизации, автоматизации управления производственными операциями и технологическими циклами, может служить примером сложной системы, обобщенная функциональная схема которой представлена на рис. 3. Здесь под Ai следует понимать фи- зико-химический процесс производства i-й детали данного радиоэлектронного аппарата, под Bi – сборочно-монтажный технологический процесс сборки i-го узла блока. Под Сi следует понимать регулировочные процессы, производимые над i-м узлом блока данного РЭС. Переменными (fk), влияющими на технологический процесс, могут служить материалы, комплектующие изделия, энергия, необходимая для осуществления данного технологического процесса, люди, осуществляющие этот технологический процесс, и т.п.
|
ЦЕПЬ УПРАВЛЕНИЯ |
|
|
|
Ai |
Bi |
|
Ci |
X1 |
|
X2 |
|||
ФИЗИКО- |
СБОРОЧНО- |
РЕГУЛИРОВОЧНЫЙ |
X3 |
|
ХИМИЧЕСКИЙ |
МОНТАЖНЫЙ |
|
||
ПРОЦЕСС |
|
|||
ПРОЦЕСС |
ПРОЦЕСС |
|
||
ПРОИЗВОДСТВА |
|
|||
ПРОИЗВОДСТВА |
ПРОИЗВОДСТВА |
|
||
|
|
|||
|
|
|
|
Xn |
R1 R2 R3 |
Rm |
Z1 Z2 Z 3 |
Zl |
|
ЛОГИЧЕСКАЯ СХЕМА УПРАВЛЕНИЯ |
|
|||
Рис. 3. Обобщенная функциональная схема производственного процесса изготовления РЭС
Рассмотрим обобщенную методику математического описания технологического процесса производства РЭС и методику выбора параметров отдельных звеньев системы управления технологическим процессом с точки зрения получения экстремальных зна-
50