

Учебник по Технологии
.pdf2.9.4. Этапы отработки конструкции на технологичность
Если представить график, на котором по оси ординат отложен весь процесс отработки конструкции на технологичность в процентах по трудоемкости, а по оси абсцисс – этапы проектирования, то получим следующий наглядный пример необходимости отработки конструкции на технологичность в продолжении всего периода. На стадии «техническое задание» по аналогам устанавливаются базовые показатели технологичности и допустимые отклонения от них. На стадии «техническое предложение» определяют оптимальный вариант по технологичности и выявляют оригинальные составные части компоновки изделия, требующие применения новых ТП и оснащения (рис. 17).
100% |
|
|
|
|
|
|
|
|
|
80% |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Объем |
|
|
|
Эффективность |
|
|
|
|
|
работ |
|
|
|
|
|
|
|
|
|
|
|
|
50% |
работ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20% |
|
|
|
|
|
|
|
|
|
5% |
|
|
|
|
|
Разработка рабочей документации |
|||
|
|
|
|
|
|
||||
Техническое |
Техническое |
Эскизный |
Технический |
Опытного |
Установоч- |
Установиввивше- - |
|||
Техническое |
Техническое |
Эскизный |
Технический |
Опытного |
Установ. |
шегосяпроиз- |
|||
задание |
предложение |
проект |
|
|
проект |
образца |
ной серии |
водства |
|
задание |
предложение |
проект |
|
проект |
образца |
Серии |
производ. |
||
Определение АнализАнализва- |
Анализ |
|
Окончательные- |
Отработка |
Отработка |
Завершение |
|||
- |
Отработка |
Отработка |
Завершение |
||||||
базовыхпо- |
ривариантов |
принципи- |
реш |
по |
конструкции |
на техноло- |
отработки |
||
показателейтелей |
|
ныерешения |
констр. |
на техн. |
отработки |
||||
схем и ком- |
альных |
|
Т. Сборочных |
деталей на |
гичность |
конструкции |
|||
|
схем |
пиальных |
по техноло- |
Деталей на |
С учетом |
конструкции |
|||
технологич- |
поновок из- |
решений |
единиц |
технологич- |
с учетом |
на технологич- |
|||
ности |
и компо- |
гичности |
Т., Увязка |
конкретн. |
на техноло- |
||||
делияновок |
по ком- |
|
изделиясборочныхв |
ность, увязка |
конкретных |
ность в соот- |
|||
ности |
по ком- |
|
со сбороч- |
данных |
гичность в |
||||
|
изделия |
поновке |
|
целомединиц |
со |
данных |
ветствии с усло- |
||
|
|
еди- |
завода |
соотв |
усло- |
||||
|
|
|
|
и изделия |
сборочными |
завода- |
виями устано- |
||
|
|
|
|
единицами |
- виямивившегосяустанов. |
||||
|
|
|
|
|
в целом |
изготовителя |
Произпроизводства. |
||
|
|
|
|
|
|
ля |
|||
Рис. 17. Этапы отработки изделия на технологичность |
|
||||||||
Отработка изделий на технологичность (технологический контроль) производится на всех этапах создания конструкторской документации:
∙ на стадии эскизного проекта производится анализ конкретных конструкторских решений, в том числе анализ целесообразно-
121
сти применения выбранных материалов, рациональности и технологичности членения конструкции на сборочные единицы, блоки, агрегаты; обеспечения простоты сборки, разборки и т.п.;
∙на стадиях технического и рабочего проектов принимаются окончательные решения о технологичности изделия и точности изготовления его элементов;
∙на стадии изготовления опытного образца и опытной партии завершается отработка конструкции на технологичность (конкретизируются условия обеспечения технологичности, в том числе возможность использования типовых технологических процессов, унифицированной переналаживаемой оснастки и имеющегося или производимого оборудования).
На этапе разработки документации осуществляется окончательная отработка конструкции на технологичность. Всего в ГОСТ 14.201–73 предусмотрены 22 показателя технологичности в зависимости от вида изделия и стадии разработки конструкторской документации. Номенклатура показателей для однотипных изделий с учетом их конструктивных особенностей устанавливается отраслевыми стандартами. Количество показателей должно быть минимальным, но достаточным для оценки технологичности конструкции изделия.
Отработка конструкции РЭС на технологичность предполагает выполнение следующих взаимосвязанных задач: обеспечение технологичности конструкции РЭС; управление уровнем технологичности РЭС по стадиям разработки конструкторской документации. Обеспечение технологичности конструкции РЭС – функция подготовки производства, предусматривающая решение конструкторских и технологических задач на стадиях проектирования, конструирования, ТПП, изготовления, испытания опытных образцов, передачи изделия в серийное производство и эксплуатацию, направленных на повышение производительности труда, достижения оптимальных трудовых и материальных затрат, сокращения времени на производство, техническое обслуживание и ремонт изделия. Все многообразие работ по обеспечению технологичности конструкции РЭС можно представить тремя основными этапами.
1. Решаются вопросы, относящиеся к изделию в целом: обеспечение высокого качества изделия; выбор принципиальной схемы конструкции, приводящей к рациональному варианту компоновки и простым конструктивным решениям деталей и их сборки; расчле-
122
нение изделия на части, обеспечивающие удобство монтажа и регулировки; уменьшение количества наименований деталей; технологичность оригинальных деталей; унификация материалов и комплектующих изделий; унификация и стандартизация элементов конструкции; предварительная оценка технического уровня изделия.
2.Решаются вопросы сокращения сроков подготовки производства РЭС и освоения изделия при заданном объеме выпуска; использования современных и наиболее перспективных ТП сборки, регулировки РЭС; достижения заданной точности изготовления деталей и сборочных единиц РЭС в соответствии с техническими требованиями; минимального расхода материала; выбора рациональных средств и методов контроля; максимального использования типовых и групповых ТП, оборудования, оснастки.
3.Рассматриваются вопросы обеспечения надежности РЭС, ее обслуживания, эксплуатации и ремонта, сокращения числа запасных частей и др.
Каждый этап производства РЭС включает шесть стадий разработки:
1) подготовительную, состоящую из анализа технического задания на изделие или пробных процессов и подборки материала для проектирования; 2) эскизное проектирование; 3) техническое проектирование; 4) опытное производство; 5) выполнение установочной серии; 6) серийное или массовое производство.
Одной из важнейших характеристик, влияющих на точность, качество и себестоимость РЭС, является технологичность конструкции. Технологичной называется такая конструкция, которая может быть изготовлена при наименьшей затрате общественного труда и полностью отвечает предъявляемым к изделию эксплуатационным требованиям в конкретных производственных условиях и при заданных масштабах выпуска.
Рассмотрим примерное содержание технологического контроля в зависимости от этапа разработки конструкторской документации (табл. 8).
Технологичность зависит от степени серийности (размера выпуска) и от конкретных производственно-технических условий (в частности, от имеющегося оборудования, энергетических возможностей предприятия, наличия рабочей силы и др.). Конструкция изделия, изготовляемого в условиях мелкосерийного производства, для крупносерийного может оказаться нетехнологичной.
123
Таблица 8
Содержание технологического контроля в зависимости от этапа разработки конструкторской документации
Стадии |
Что проверяется |
|
разработки |
||
|
||
1 |
2 |
|
Техническое |
Правильность выбора варианта конструктивного решения |
|
предложение |
в соответствии с требованиями технологичности |
|
Эскизный |
Правильность выбора принципиальной схемы конструкции, |
|
проект |
обеспечивающей простоту компоновки изделия |
|
|
и технологичность. |
|
|
Рациональность конструктивных решений с точки зрения |
|
|
простоты изготовления. |
|
|
Обеспечение преемственности конструкции. |
|
|
Правильность расчленения изделия на составные части, |
|
|
обеспечивающие удобство обслуживания, монтажа |
|
|
и регулировки. |
|
|
Установление номенклатуры основных марок материалов |
|
|
и соответствие этих марок установленному перечню. |
|
|
Возможность применения рациональных методов обработки |
|
|
для наиболее сложных деталей |
|
Технический |
Возможность проведения сборки и контроля изделия |
|
проект |
и его основных составных частей независимо и параллельно. |
|
|
Удобство и доступность мест сборки. |
|
|
Возможность исключения или доведения до минимума |
|
|
механической обработки при сборке. |
|
|
Возможность обеспечения необходимой взаимозаменяемости |
|
|
сборочных единиц и деталей. |
|
|
Выбор элементов конструкции сборочных единиц (основных |
|
|
составных частей) с точки зрения их технологичности. |
|
|
Оптимальность номенклатуры контролируемых параметров, |
|
|
а также методов и средств их контроля. |
|
|
Возможность применения стандартизованных методов |
|
|
выполнения и контроля |
|
Рабочая |
На стадии разработки рабочей документации проверяют |
|
документация |
данные, указанные для технического проекта, а также: |
|
|
технологичность деталей в зависимости от технологичности |
|
|
сборочных единиц; |
|
|
технологичность сборки как изделия в целом, так и его |
|
|
составных частей (в том числе сварных конструкций); |
|
|
технологичность механически обрабатываемых, литых, |
|
|
горячештампуемых, холодноштампуемых и термически |
|
|
обрабатываемых деталей; |
|
|
возможность разделения сборочной единицы на составные |
|
|
части, сборку которых целесообразно производить |
|
|
параллельно; |
|
|
наличие сборочных баз; |
|
|
удобство сборки и разборки; |
|
|
возможность уменьшения количества и объема пригоночных |
|
|
операций |
124
Качественная оценка характеризует технологичность обобщенно, на основании опыта специалистов-исполнителей (экспертов). Она допустима на всех стадиях проектирования, когда осуществляется выбор лучшего конструктивного решения. Она предшествует количественной оценке и определяет целесообразность количественной оценки и соответствие затрат времени на определение численных значений показателей технологичности сравниваемых вариантов.
Количественная оценка технологичности выражается показателем, численное значение которого характеризует степень удовлетворения требований к технологичности конструкции. Целью количественной оценки является обеспечение эффективной отработки изделия на технологичность при снижении времени и средств на ее разработку, технологическую подготовку производства, изготовление, эксплуатацию и ремонт.
Количественный анализ производится в два этапа:
∙количественный анализ ранее разработанных базовых конструкций (изделий-аналогов) с целью установления базовых показателей и уровня технологичности для сопоставления и оценки уровня технологичности вновь разрабатываемых изделий;
∙количественный анализ вновь разрабатываемых конструкций по стадиям проектирования с установлением уровня их технологичности.
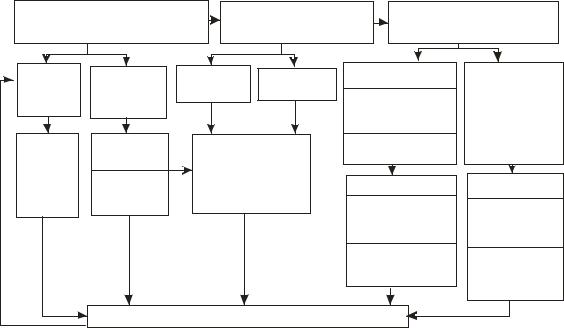
Различают два вида технологичности: производственную и эксплуатационную (рис. 18). Производственная технологичность проявляется в сокращении времени и средств на конструкторскую и ТПП нового изделия, процессы изготовления изделия, организацию
иуправление процессом производства. Эксплуатационная технологичность проявляется в сокращении затрат (средств и времени) на подготовку изделия к функционированию, техническое обслуживание и ремонт изделия.
При оценке технологичности могут использоваться как абсолютные, так и относительные показатели. Наиболее распространены и удобны для сравнительной оценки относительные показатели. При определении базовых показателей основываются на статистических данных о ранее созданных конструкциях, типовых для данного класса изделий. Кроме того, учитывается: отличие проектируемого изделия от выполненных ранее по сложности, оригинальности и перспективности конструкции, а также рост производительности труда за счет улучшения технологии производства к периоду изготовления нового изделия.
125

ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Виды технологичности |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
по области проявления |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Производственная |
|
|
|
Вид изделия |
|
|||||||||||||||
|
|
В конструкторской |
|
|
|
|
|
|
|
|
|
Деталь |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
Сборочная единица |
||||||||||||||||
|
|
подготовке производства |
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Комплекс |
|
||||||
|
В ТПП |
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
Комплект |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
В процессе изготовления |
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
Объем выпуска |
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
Эксплуатационная |
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Тип производства |
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
При техническом |
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
обслуживании |
|
|
|
|
|
|
Единичное |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
При ремонте |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
Серийное |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
Вид оценки |
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Массовое |
|
||||||||||||
|
|
|
|
|
|
|
|
Качественная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
Количественная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Рис. 18. Классификация показателей технологичности
Базовые показатели могут быть частными и комплексными, абсолютными и относительными. Состав базовых показателей определяется для однотипных изделий отраслевыми стандартами. Оптимальные значения базовых показателей технологичности указываются в ТЗ на разработку изделия. Для расчета базовых показателей применяются корректирующие коэффициенты:
∙коэффициенты сложности Kсл, определяемые сравнением соответствующих технических требований к старым и новым изделиям;
∙коэффициент снижения трудоемкости изготовления изде-
лия Kт.
Коэффициент сложности Kсл может быть определен как отношение технических параметров проектируемой конструкции к параметрам аналога или прототипа. Коэффициент сложности проектируемой конструкции зависит от технических требований к новому изделию, может быть больше или меньше 1 по сравнению с существующими подобными конструкциями.
Коэффициент снижения трудоемкости Kт зависит от планируемого роста производительности труда и периода времени до начала производства нового изделия:
126

Kт = (100 / (100 + Kпт))t,
где Kпт – планируемый рост производительности труда;
∙ период времени от начала проектирования до запуска в производство. Расчет значения базового комплексного показателя Kб может быть произведен по формуле
Kб = Kа Kсл Kт,
где Kа – комплексный показатель изделия-аналога; Kсл – коэффициент сложности проектируемого изделия, который определяется головными НИИ по направлениям техники в зависимости от класса изделия и значений основных технических параметров. Необходимость количественной оценки технологичности, а также номенклатура показателей и методика их определения устанавливаются в зависимости от вида изделия, типа производства и стадии разработки конструкторской документации отраслевыми стандартами или стандартами предприятий. При этом число показателей должно быть минимальным, но достаточным для оценки технологичности.
Главными факторами, определяющими требования к технологичности, являются: вид изделия, объем выпуска и тип производст-
ва (рис. 19).
|
|
|
|
|
|
|
|
|
|
|
ТЕХНОЛОГИЧНОСТЬ |
КОНСТРУКЦИИ |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Пообластипроявления |
|
|
|
|
Позначимости |
|
|||||||||||||||
|
|
|
Производственная |
|
|
|
|
|
|
|
Основные |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
Дополнительные |
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
Эксплуатационная |
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
Пообластианализа |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
Частные |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
Техническая |
|
|
|
|
|
|
Комплексные |
||||||||||||
|
Технико-экономическая |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
Поспособу выражения |
|||||||||||||||||||
|
|
|
|
|
|
Постепениоценки |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
Абсолютные |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
Базовые |
|
|
Относительные |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
Разработанной |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
конструкции |
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
Уровень технологичности |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 19. Классификация показателей технологичности
Уровень технологичности – показатель технологичности конструкций, определяемый относительно значения соответствующего базового показателя технологичности.
127
Показатель технологичности разрабатываемой конструкции – показатель, характеризующий один или несколько ее признаков на стадии разработки конструкторской документации.
Базовый показатель технологичности – показатель, принятый за исходный при сравнительной оценке технологичности конструкций изделий. Для оценки технологичности используются относительные частные показатели K1 и комплексный показатель K2, рассчитываемый по средневзвешенной величине относительных частных показателей с учетом коэффициентов, характеризующих весовую значимость частных показателей, т.е. степень их влияния на трудоемкость изготовления изделия. Значения относительных показателей находятся в пределах от 0 до 1, при этом рост значения показателя соответствует более высокой технологичности.
Нормативы показателей технологичности для разрабатываемых (или модернизируемых) изделий устанавливаются путем корректировки показателей изделий-аналогов с учетом изменения технического уровня и условий производства. Решение задачи расчета показателей технологичности проектируемого изделия сводится к определению частных и комплексных показателей технологичности проектируемого изделия и сопоставлению их с базовым. Структурная схема оценки показателей технологичности конструкции приведена на рис. 20.
Факторы, предопределяющие |
Виды технологичности |
Исходные данные оценки |
технологичность |
конструкции |
технологичности |
Объект |
новой |
техники |
Вид |
изделия |
Параметры |
ПроизводЭксплуатаТехнологические |
Характеристики |
|||
новой |
ственная |
ционная |
|
достигнутого |
|
техники |
|
|
Технико- |
и перспек- |
|
|
|
|
экономические |
тивного уров- |
|
Объем |
Базовые |
Статистические |
ней техничес- |
||
кого развития |
|||||
выпуска |
|||||
показатели |
|||||
|
|
|
|||
Тип произ- |
технологичности |
АНАЛОГА |
ОТРАСЛИ |
||
конструкции |
|||||
водства |
|
|
|||
|
|
Создаваемой |
Предприятия- |
||
|
|
|
|||
|
|
|
техники |
изготовителя |
|
|
|
|
Составных |
Исследова- |
|
|
|
|
частей |
тельской |
|
|
|
|
|
работы |
|
Расчеты значений показателей технологичности |
|
||||
Рис. 20. Оценка показателей технологичности конструкции
128

2.9.5. Показатели технологичности радиоэлектронных средств, характеризующие конструкцию
Коэффициент унификации конструкции изделия:
= Еу − Ду
Kу Е - Д ,
где Еу – количество унифицированных сборочных единиц в изделии; Ду – количество унифицированных деталей, являющихся составными частями изделия и не вошедших в Еу (стандартные крепежные детали не учитываются); Е – количество сборочных единиц в изделии; Д – общее количество деталей в изделии без учета стандартного крепежа.
Коэффициент унификации деталей:
Kуд = ДДу .
Коэффициент стандартизации изделия:
Kст = Ест − Дст ,
Е - Д
где Ест – количество стандартных сборочных единиц в изделии; Дст – число стандартных деталей, являющихся составными частями изделия и не входящих в Ест (стандартные крепежные детали не учитываются).
Коэффициент стандартизации сборочных единиц:
Kсте = Ест .
Е
Коэффициент стандартизации деталей:
|
Kстд = |
Дст |
. |
|
|
|
|
|
|
||||
|
|
|
Д |
|
||
|
Коэффициент контролепригодности изделия: |
|||||
|
Kк = |
Нкп + Нтк −1 |
, |
|||
|
Нкп × Нтк |
|
||||
|
|
|
||||
где |
Нкп – количество контролируемых |
параметров в изделии; |
||||
Нтк – |
количество точек контроля в изделии. |
|||||
129

Коэффициент повторяемости марок монтажного провода в изделии:
1
Kпм = Ммпр ,
где Ммпр – количество марок монтажного провода в изделии.
Коэффициент повторяемости электрорадиоэлементов (ЭРЭ) в изделии:
Kпэ = 1− Нтэрэ , Нэрэ
где Нтэрэ – количество типоразмеров ЭРЭ в изделии; Нэрэ – количество ЭРЭ в изделии.
Коэффициент применяемости интегральных схем (ИС в изделии):
Kис = |
Нэлис |
, |
|
Нэлис + Нэл |
|||
|
|
где Нэлис – сумма элементов, входящих в интегральные схемы изделия (определяются по ТУ на каждую ИС); Нэл – количество радиоэлементов в изделии.
Коэффициент применяемости полупроводниковых приборов в изделии:
Kпп = |
Нпп |
, |
|
Нпп + Нрл |
|||
|
|
где Hпп – количество ПП в изделии; Нрл – количество радиоламп в изделии.
Коэффициент регулируемости схемы изделия на элементной
базе:
Ннрэл
Kрс = Ннрэл + Нрэл ,
где Ннрэл, Нрэл – количество нерегулируемых и регулируемых радиоэлементов.
130