

1. Цель работы
1. Знакомство с понятиями дефектов металла типа нарушения сплошности.
2. Изучение физических основ магнитографического метода дефектоскопии.
3. Практическое освоение методик магнитографического контроля.
2. Содержание работы
1. Ознакомиться с физическими принципами магнитографии.
2. Изучить работу лабораторной установки для магнитографического контроля, включающую устройство для записи полей рассеяния на магнитную ленту и прибор МГК-1, служащий для воспроизведения и анализа записанных сигналов.
3. Экспериментально определить влияние на показания прибора МГК-1:
глубины линейных поверхностных дефектов (варьируя величину намагничивающего тока, настроить дефектоскоп на максимальную чувствительность к глубине поверхностных дефектов);
глубины залегания подповерхностных дефектов различной величины;
наличия и толщины сварного шва над дефектом.
4. Ознакомиться с устройством дефектоскопа-индикатора СТАТОСКАН и выполнить контроль фрагмента трубы с разделением обнаруженных дефектов по степени опасности.
5. Обработать и проанализировать результаты измерений.
3. Основные положения
3. 1. Дефекты сплошности металлов
Задачей дефектоскопии является обнаружение и измерение характеристик дефектов типа нарушения сплошности с целью последующего определения возможности использования по назначению проконтролированного изделия.
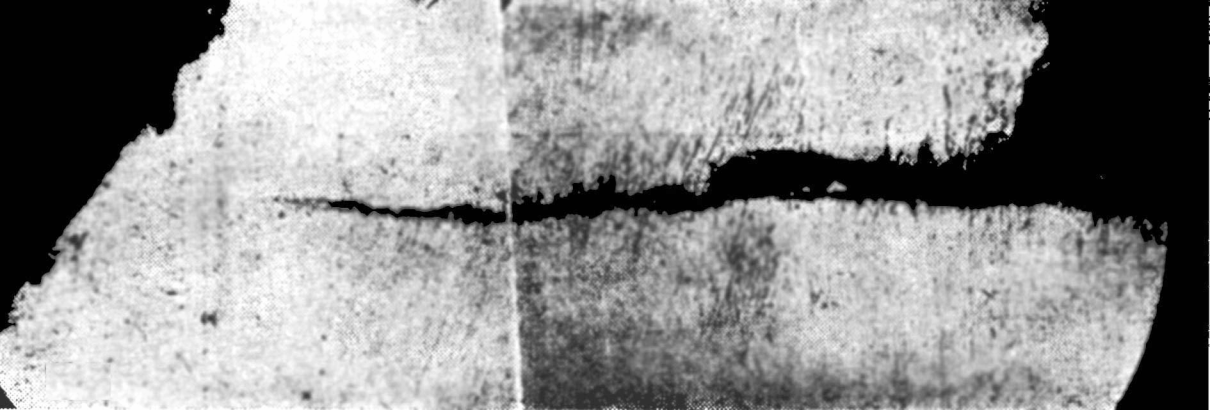
К дефектам сплошности металлов относятся, прежде всего, трещины различного происхождения (закалочные, усталостные, шлифовочные, рихтовочные), формы и размеров (волосовины, флокены, внутренние разрывы, рванины и т. д.), а также раковины, поры, включения, закаты, непровар, коррозионные поражения и многие другие дефекты [1–2] . Для примера на рис. 4. 1 приведен вид закалочной трещины, а на рис. 4. 2 – вид непровара на сварном шве. Визуализация дефектов получена при помощи магнитного порошка, наносимого на намагниченное изделие и скапливающегося вблизи дефекта (см. магнитопорошковая дефектоскопия [1, 3]).
По возможности выявления дефекты подразделяют на явные, видимые невооруженным глазом, и скрытые, выявляемые при помощи специальных средств.
В зависимости от возможного влияния на эксплуатационные свойства изделий дефекты подразделяются на критические, значительные и малозначительные. Критическим называется дефект, при наличии которого использование продукции по назначению невозможно по техническим причинам или из-за несоответствия требованиям безопасности или надежности; значительным – дефект, который существенно влияет на эксплуатационные свойства продукции и (или) на ее долговечность, но не является критическим; малозначительным – дефект, который не оказывает существенного влияния на возможность использования продукции по назначению. При классификации учитывают характер, размеры, место расположения дефекта на изделии, особенности изделий, их назначение, условия эксплуатации.
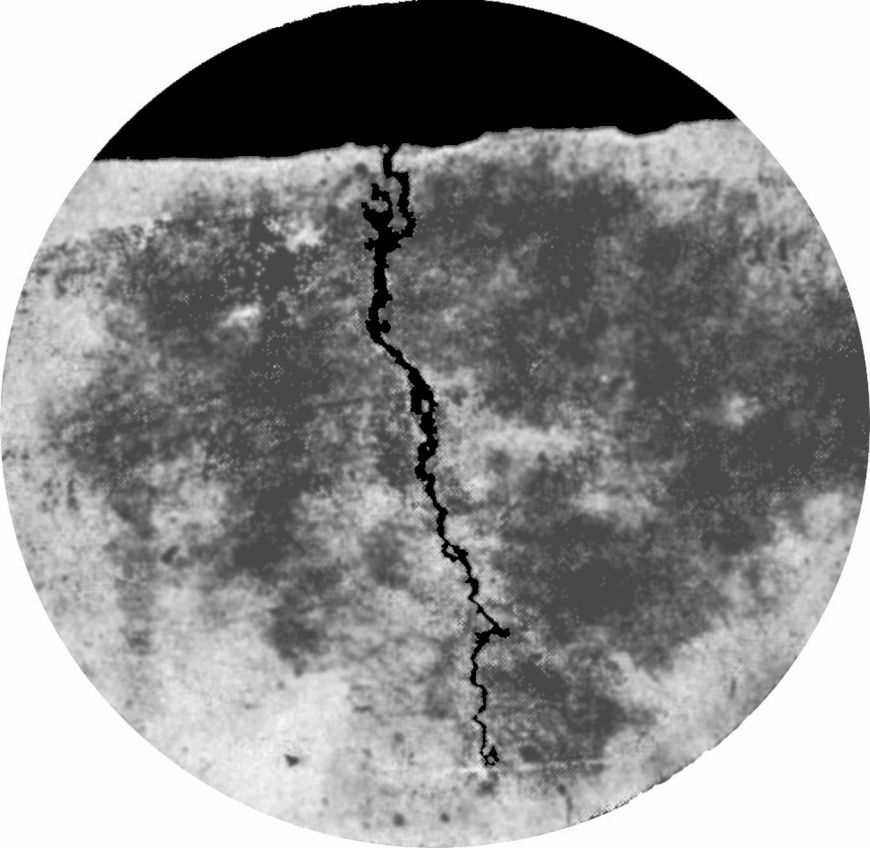
Рис. 4. 1. Поперечный разрез глубокой закалочной трещины (x120)
Рис.
4. 2. Поперечный разрез непровара на
сварном шве
а
– в натуральную величину; б
– при увеличении в 25 раз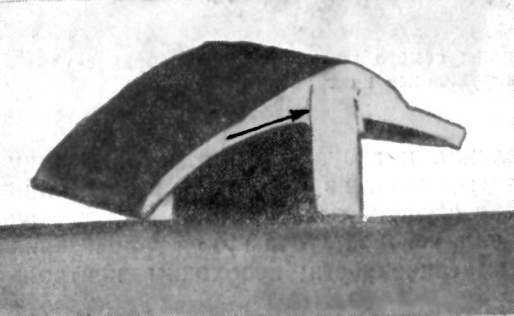
 б
б