

Билет № 1
1.Способы нарезания зубьев конических шестерён. Маршрут обработки, оборудование, типы применяемых приспособлений, режущий инструмент, режимы резания для одной из операций.
упрощенный технологический маршрут обработки конического колеса с прямыми зубьями:
|
№ оперции. |
Операция |
|
1 |
Холодная объемная штамповка заготовки с предварительно формованными зубьями |
|
2 |
Базирование заготовки со штампованными зубьями. Сверление и растачивание отверстия. База-делительный конус. |
|
3 |
Протягивание шпоночного паза. |
|
4 |
Нарезание зубьев двумя дисковыми фрезами. |
|
5 |
Термическая обработка. |
|
6 |
Шлифование зубьев. |
Конические зубчатые
колеса применяются для передачи вращения
между валами, оси которых пересекаются.
Они имеют прямые или криволинейные
зубья. В относительном движении конических
колес аксоидами являются конические
поверхности (рис. 259), перекатывающиеся
друг по другу без скольжения.
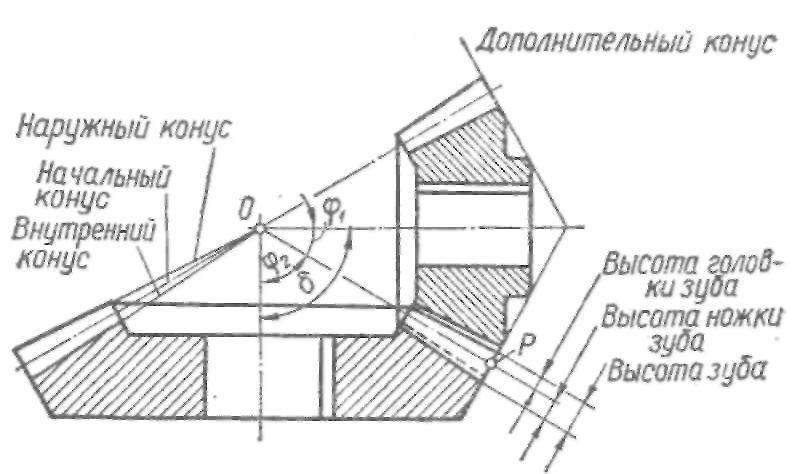
Рис. 259. Схема
зацепления конических колес
Указанные
поверхности называют начальными
конусами. Прямая линия контакта
рассматриваемых начальных конусов
будет осью ОР мгновенного вращения. В
любой исследуемый момент времени
относительное движение двух сопряженных
конических колес представляет собой
вращение вокруг мгновенной оси ОР.
Конус, ось которого совпадает с осью
конического колеса, а образующие
перпендикулярны к образующим начального
конуса, называют дополнительным
конусом.
Используя дополнительные
конусы, зацепление конических колес
приближенно можно свести к рассмотрению
зацепления так называемых эквивалентных
цилиндрических колес. При анализе
зацепления конических колес дополнительные
конусы развертываются на плоскость.
Считается, что на развертке профили
зубьев будут тождественны профилям
цилиндрических зубчатых колес. При
свертывании рассматриваемой плоской
картины на поверхности дополнительного
конуса образуется профиль зубьев
конических колес.
Поверхность зубьев
конического прямозубого колеса будет
конической поверхностью, которая
описывается прямолинейной образующей,
проходящей через вершину О и скользящей
по профилю зубьев на наружном дополнительном
конусе (рис. 260).
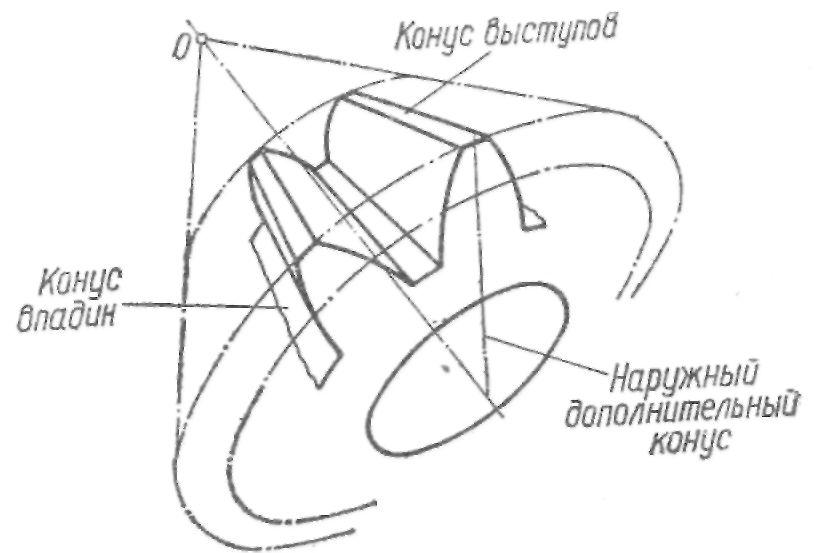 Рис.
260. Образование поверхностей зуба
конического колеса
Сопряженные
конические колеса можно изготовить
методом обкатки без детального изучения
поверхности их зубьев. Для этого нужно
выбрать форму зубьев одного из сопряженных
конических колес таким образом, чтобы
ее относительно легко можно было бы
воспроизвести режущими кромками
инструмента. Используя это колесо как
инструмент, в зацепление с ним вводят
заготовку второго колеса. В результате
обкатки на заготовке образуются зубья
второго конического колеса. Поверхность
зубьев этого колеса является огибающей
к последовательным положениям поверхности
зубьев первого исходного колеса при ее
движении относительно заготовки. Этот
способ образования сопряженных зубьев
конических колес положен в основу
полуобкатных передач. В этом случае
зубья колеса выбранной формы нарезаются
без обкатки, что приводит к повышению
производительности обработки. Сопряженные
же зубья шестерни обрабатываются по
методу обкатки. При этом с помощью
движущихся режущих кромок инструмента
воспроизводят поверхности зубьев
колеса, которые вводятся в зацепление
с заготовкой и образуют сопряженные
зубья шестерни.
Находит применение
также второй способ образования
сопряженных зубьев конических колес.
Из теории зубчатых зацеплений известно,
что колесо 1 и шестерня 2 будут сопряженными,
если они правильно сопряжены с воображаемым
колесом по обе стороны бесконечно тонких
стенок его зубьев, т. е. с двумя взаимно
дополнительными колесами А и В (рис.
261).
Рис.
260. Образование поверхностей зуба
конического колеса
Сопряженные
конические колеса можно изготовить
методом обкатки без детального изучения
поверхности их зубьев. Для этого нужно
выбрать форму зубьев одного из сопряженных
конических колес таким образом, чтобы
ее относительно легко можно было бы
воспроизвести режущими кромками
инструмента. Используя это колесо как
инструмент, в зацепление с ним вводят
заготовку второго колеса. В результате
обкатки на заготовке образуются зубья
второго конического колеса. Поверхность
зубьев этого колеса является огибающей
к последовательным положениям поверхности
зубьев первого исходного колеса при ее
движении относительно заготовки. Этот
способ образования сопряженных зубьев
конических колес положен в основу
полуобкатных передач. В этом случае
зубья колеса выбранной формы нарезаются
без обкатки, что приводит к повышению
производительности обработки. Сопряженные
же зубья шестерни обрабатываются по
методу обкатки. При этом с помощью
движущихся режущих кромок инструмента
воспроизводят поверхности зубьев
колеса, которые вводятся в зацепление
с заготовкой и образуют сопряженные
зубья шестерни.
Находит применение
также второй способ образования
сопряженных зубьев конических колес.
Из теории зубчатых зацеплений известно,
что колесо 1 и шестерня 2 будут сопряженными,
если они правильно сопряжены с воображаемым
колесом по обе стороны бесконечно тонких
стенок его зубьев, т. е. с двумя взаимно
дополнительными колесами А и В (рис.
261).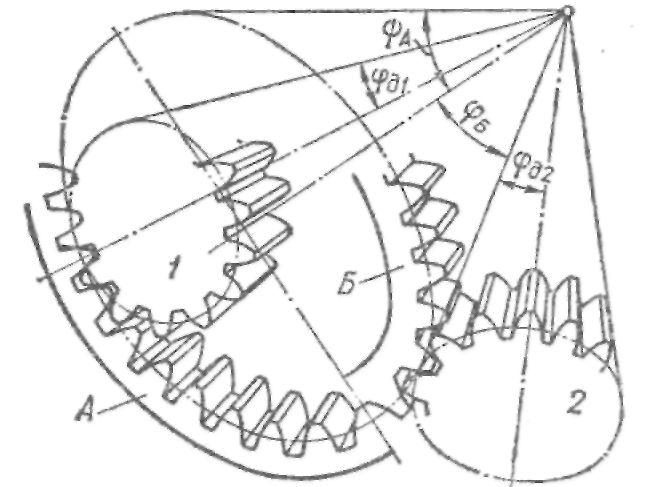 Рис.
261. Схема образования сопряженных
поверхностей зубьев конических
колес
Подобные колеса, поверхности
зубьев которых описываются режущими
кромками инструмента и которые
используются для нарезания по методу
обкатки сопряженных конических колес,
называют производящими колесами. Формы
зубьев производящих колес, которые
определяют форму зубьев нарезаемых
колес передачи, могут быть различные.
Практически эти формы ограничиваются
технологическими возможностями.
Наибольшее
распространение в промышленности
получили конические зубчатые колеса с
прямыми и криволинейными круговыми
зубьями.
Простота конструкции и
большой парк станков для обработки
конических колес с прямыми зубьями
обеспечили их широкое применение в
машиностроении, хотя в последнее время
имеется тенденция к замене их коническими
колесами с криволинейными зубьями.
Нарезание
конических колес низкой точности может
производиться фасоннымимодульными
фрезами, дисковыми либо пальцевыми.
В процессе обработки заготовка колеса
неподвижна, а вращающаяся фреза имеет
движение подачи вдоль линии основания
ножки зуба. После обработки одной впадины
заготовка поворачивается на один зуб
и происходит нарезание следующей впадины
зубьев. Дисковые фрезы для чернового
нарезания конических прямозубых колес
имеют прямолинейный профиль, либо
профиль, построенный по среднему сечению
зуба. Ширина их вершинной кромки
принимается равной ширине дна впадины
в узкой ее части с учетом оставления
припуска на чистовую обработку.
Предварительная черновая обработка
дисковыми фрезами крупногабаритных
конических колес позволяет повысить
производительность и обеспечить
целесообразное использование специальных
зуборезных станков только для чистового
нарезания колес. При отсутствии
специальных зуборезных станков
производится чистовое нарезание зубьев
конических колес фасоннымимодульными
фрезамив один или два прохода. При
обработке в один проход обе стороны
впадины зуба колеса формируются
одновременно. При обработке в два прохода
производится последовательно чистовое
нарезание одной стороны всех зубьев
колеса, а затем при соответственно
измененной установке заготовки нарезается
вторая сторона зубьев. Расчет профиля
рассматриваемых фрез ведется по профилю
эквивалентных цилиндрических колес,
соответствующих среднему сечению зуба
конического колеса.
В единичном и
серийном производстве прямозубых
конических колес больших размеров
используется строгание их зубьев одним
или двумя резцами по шаблону (рис. 262,
а).
Рис.
261. Схема образования сопряженных
поверхностей зубьев конических
колес
Подобные колеса, поверхности
зубьев которых описываются режущими
кромками инструмента и которые
используются для нарезания по методу
обкатки сопряженных конических колес,
называют производящими колесами. Формы
зубьев производящих колес, которые
определяют форму зубьев нарезаемых
колес передачи, могут быть различные.
Практически эти формы ограничиваются
технологическими возможностями.
Наибольшее
распространение в промышленности
получили конические зубчатые колеса с
прямыми и криволинейными круговыми
зубьями.
Простота конструкции и
большой парк станков для обработки
конических колес с прямыми зубьями
обеспечили их широкое применение в
машиностроении, хотя в последнее время
имеется тенденция к замене их коническими
колесами с криволинейными зубьями.
Нарезание
конических колес низкой точности может
производиться фасоннымимодульными
фрезами, дисковыми либо пальцевыми.
В процессе обработки заготовка колеса
неподвижна, а вращающаяся фреза имеет
движение подачи вдоль линии основания
ножки зуба. После обработки одной впадины
заготовка поворачивается на один зуб
и происходит нарезание следующей впадины
зубьев. Дисковые фрезы для чернового
нарезания конических прямозубых колес
имеют прямолинейный профиль, либо
профиль, построенный по среднему сечению
зуба. Ширина их вершинной кромки
принимается равной ширине дна впадины
в узкой ее части с учетом оставления
припуска на чистовую обработку.
Предварительная черновая обработка
дисковыми фрезами крупногабаритных
конических колес позволяет повысить
производительность и обеспечить
целесообразное использование специальных
зуборезных станков только для чистового
нарезания колес. При отсутствии
специальных зуборезных станков
производится чистовое нарезание зубьев
конических колес фасоннымимодульными
фрезамив один или два прохода. При
обработке в один проход обе стороны
впадины зуба колеса формируются
одновременно. При обработке в два прохода
производится последовательно чистовое
нарезание одной стороны всех зубьев
колеса, а затем при соответственно
измененной установке заготовки нарезается
вторая сторона зубьев. Расчет профиля
рассматриваемых фрез ведется по профилю
эквивалентных цилиндрических колес,
соответствующих среднему сечению зуба
конического колеса.
В единичном и
серийном производстве прямозубых
конических колес больших размеров
используется строгание их зубьев одним
или двумя резцами по шаблону (рис. 262,
а).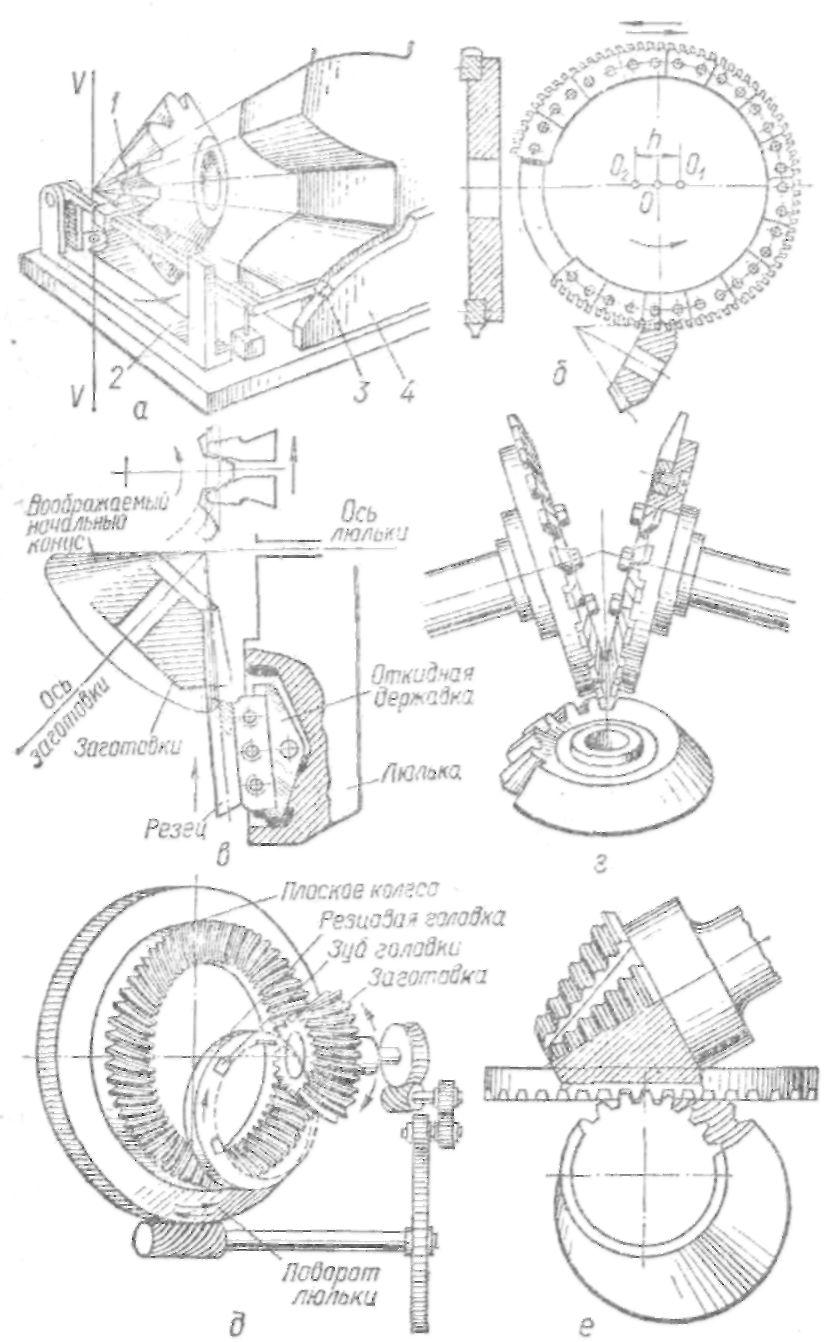 Рис.
262. Способы обработки конических колес
В
этом случае резец 1 совершает
возвратно-поступательное движение
резания вдоль прямолинейных образующих
боковой поверхности зуба. Движение же
подачи осуществляется вращением плиты
2 вокруг оси О, проходящей через вершину
конуса нарезаемого колеса. В процессе
движения подачи ролик 3, прижимаемый к
шаблону 4, заставляет вершину резца
описывать траекторию, соответствующую
профилю шаблона. После обработки одной
впадины осуществляется процесс деления
заготовки. Предварительная обработка
впадин зубьев производится прорезным
и ступенчатым резцами в несколько
проходов по шаблону прямолинейного
профиля. При чистовом же нарезании
используются шаблоны эвольвентного
профиля.
Одним из наиболее
производительных способов обработки
конических прямозубых колес является
круговое протягивание их зубьев (рис.
262, б). В процессе обработки впадины зуба
заготовка остается неподвижной. Протяжка
же, вращаясь с постоянной скоростью,
вместе с тем получает возвратно-поступательное
движение подачи. Рассматриваемый
инструмент представляет собой диск, на
периферии которого закреплены блоки с
затылованными зубьями. Первые блоки
являются черновыми. Они служат только
для предварительного прорезания впадины
зуба колеса. Поэтому размеры их режущих
кромок должны выбираться с учетом
благоприятной схемы резания материала
впадины зуба с оставлением необходимого
припуска на чистовую обработку, которая
осуществляется чистовыми зубьями.
При
черновой обработке протяжка совершает
движение подачи вдоль нарезаемой впадины
в направлении от узкого конца зуба к
широкому, а при чистовом нарезании она
подается в обратном направлении с
постоянной скоростью. В результате
сложения вращательного и поступательного
движения протяжка относительно заготовки
будет совершать движение обкатки, при
котором начальная окружность К, связанная
с протяжкой, будет без скольжения
катиться по начальной прямой, связанной
с заготовкой.
Нарезание каждой
впадины зуба производится за один оборот
протяжки. После окончания обработки
впадины зуба происходит поворот заготовки
на один зуб, в то время когда мимо
заготовки проходит сектор протяжки,
свободный от зубьев. В результате
обеспечивается непрерывное вращение
инструмента при обработке всех впадин
зубьев колеса.
При соответствующей
конструкции инструмента рассматриваемый
способ позволяет теоретически точно
обрабатывать конические колеса любого
профиля, в том числе и эвольвентные.
Представим
себе зубчатое колесо, имеющее зубья
требуемой формы, и заготовку инструмента
в форме диска из легкодеформируемого
материала. Заставим их совершать
движения, соответствующие рассматриваемой
схеме обработки. В этом случае впадина
зубьев колеса будет занимать различные
положения относительно диска инструмента
и будет выдавливать на его периферии
сопряженную поверхность инструмента
И, которую приближенно можно представить
как поверхность впадины зуба колеса,
вытянутую до определенной длины и
навернутую на наружную цилиндрическую
поверхность диска-инструмента.
В
процессе обработки инструментальная
поверхность И и поверхность детали
будут непрерывно касаться друг друга
по характеристикам Е, форма которых
непрерывно изменяется. Характеристики
Е можно рассматривать как ортогональные
проекции оси мгновенного вращения на
поверхность детали, т. е. в точках
характеристики нормали к поверхности
детали пересекают ось мгновенного
относительного вращения. Ось в процессе
обработки меняет свое положение
относительно поверхности детали. Этим
объясняется изменение формы и положения
характеристики Е на поверхности детали.
Поэтому возможна обработка по
рассматриваемой схеме такой сложной
фасонной поверхности, как поверхность
впадины зуба конического прямозубого
колеса.
В процессе обработки каждый
чистовой зуб протяжки профилирует
определенный участок поверхности
впадины зуба, с которым не соприкасаются
режущие кромки других зубьев. Способ
позволяет получить бочкообразные зубья
при обработке, т. е. уменьшить толщину
зубьев у их торцов и обеспечить
расположение зоны контакта в средней
части зуба. Это, как известно, улучшает
условия работы передачи и делает передачу
менее чувствительной к погрешностям
монтажа и деформациям системы под
нагрузкой.
В настоящее время в
практике находит применение обработка
конических прямозубых колес круговыми
протяжками, у которых профили режущих
кромок являются дугами окружностей,
что упрощает технологию изготовления
этих инструментов.
Наиболее
распространенным способом обработки
прямозубых конических колес являетсястрогание двумя
резцамипо методу обкатки (рис, 262, в).
В основе этого способа лежит принцип
воспроизводства на станке зацепления
плоского производящего колеса и
заготовки. Плоское производящее колесо
является воображаемым. Поверхности
зубьев его описываются режущими кромками
резцов, двигающихся возвратно-поступательно.
В процессе обработки наблюдается также
вращение люльки с резцами вокруг оси
производящего колеса и вращение заготовки
вокруг своей оси. Эти два вращения
кинематически связаны и приводятся к
качению без скольжения начального
конуса заготовки по начальному конусу
производящего колеса. Так как обработка
ведется двумя резцами, режущие кромки
которых при возвратно-поступательных
движениях описывают только одну впадину
плоского производящего колеса и
соответственно при зацеплении с
заготовкой нарезают один зуб колеса,
приходится после каждого цикла возвращать
люльку и заготовку в исходное положение
и производить поворот заготовки на один
зуб. В результате происходит переход
от обработки одного зуба к другому.
У
большинства станков, работающих данным
способом, имеется возможность выключать
движение обкатки и производить черновую
обработку зубьев врезанием черновых
резцов в заготовку.
Одним из
высокопроизводительных способов
обработки конических прямозубых колес
является их фрезерование двумядисковыми
фрезамиметодом обкатки. По
производительности этот способ уступает
круговому протягиванию, но он в 3—5 раз
производительнее чем зубострогание.
Используется он в условиях серийного
производства для сравнительно небольших
зубчатых колес диаметром до 320 мм и
модулем до 8 мм. Суть способа заключается
в том, что боковые поверхности зубьев
воображаемого плоского производящего
колеса описываются торцовыми режущими
кромками дисковых фрез (рис. 262, г) при
их вращении вокруг своей оси. Нарезание
колес рассматриваемым способом происходит
без подачи фрез вдоль зуба, поэтому при
обработке создается вогнутое дно впадины
зуба. В процессе обработки люлька вместе
с фрезами вращается вокруг оси
производящего колеса. Заготовка вращается
согласованно с вращением люльки, в
результате наблюдается качение без
скольжения начального конуса производящего
колеса и начального конуса заготовки.
В результате этого движения зуб плоского
производящего колеса занимает ряд
последовательных положений относительно
заготовки и формирует впадину зуба
колеса. После этого происходит
пересопряжение зубьев, т. е. ввод в зону
резания следующего необработанного
участка заготовки.
Конические колеса
с криволинейными зубьями имеют ряд
технологических преимуществ по сравнению
с прямозубыми коническими колесами.
Производительность нарезания колес с
криволинейными зубьями значительно
выше производительности обработки
прямозубых конических колес зубострогальными
резцами. Наиболее широкое распространение
в машиностроении получили конические
колеса с круговыми зубьями, обрабатываемые
резцовыми головками, и колеса паллоидного
зацепления, нарезаемые коническими
червячными фрезами.
В основе нарезания
резцовыми головками по методу обкатки
конических колес с круговыми зубьями
лежит качение заготовки по воображаемому
плоскому производящему колесу (рис.
262, д). Резцовая головка, закрепленная
на люльке станка, вращается вокруг своей
оси. Число оборотов резцовой головки
выбирается таким, чтобы обеспечить
определенную скорость резания, величина
которой зависит от материала и размеров
обрабатываемых колес, материала режущей
части инструмента.
При рассматриваемом
вращении режущие кромки зубьев головки
описывают поверхность зуба производящего
колеса.
В процессе нарезания зубьев
люлька с вращающейся головкой медленно
вращается вокруг оси производящего
колеса, а заготовка — вокруг своей оси.
Вращения люльки и заготовки кинематически
связаны между собой, благодаря чему
осуществляется движение обкатки
начального конуса производящего колеса
по начальному конусу заготовки. За один
цикл обрабатывается одна впадина. Для
нарезания следующего зуба производится
пересопряжение зубьев плоского
производящего колеса и заготовки.
Нарезание
конических колес с круговыми зубьями
по рассмотренному способу обкатки
характеризуется довольно длительным
циклом обработки. Поэтому в практике
все более широкое применение находят
полуобкатные передачи. В полуобкатанной
паре с целью повышения производительности
большое колесо нарезается резцовой
головкой или протяжкой по методу
копирования. Резцовая головка в этом
случае вращается вокруг своей оси,
благодаря чему создается определенная
скорость резания. Подача осуществляется
врезанием инструмента в заготовку. По
достижении требуемой глубины нарезанной
впадины головка отводится от заготовки
и происходит деление на следующий зуб.
Движение подачи врезания инструмента
в заготовку отсутствует при обработке
колес резцовой головкой — протяжкой,
которая имеет различные по размерам
резцы, что и обеспечивает постепенное
формирование впадины зуба. Деление на
следующий зуб осуществляется периодически
поворотом заготовки в момент прохождения
участка протяжки, не имеющего резцов.
Чистовая обработка зубьев колес круговой
резцовой протяжкой сокращает в несколько
раз время обработки по сравнению с
нарезанием на универсальных станках.
Процесс протягивания дает более высокую
чистоту поверхности зубьев, что позволяет
значительно сократить время последующих
финишных операций.
В соответствии
с принятым способом обработки зубья
колеса полуобкатной передачи имеют
конические рабочие поверхности,
описываемые режущими кромками резцов
торцовой головки или протяжки при их
вращении вокруг своей оси.
Зубья
шестерни полуобкатной передачи имеют
модифицированный более искривленный
по сравнению с обычным профиль,
соответствующий принятому профилю
зубьев колеса. Нарезание таких зубьев
производится методом обкатки на станках,
имеющих наклоняющийся инструментальный
шпиндель. Производящим колесом при этом
является большое парное колесо.
Поверхности зубьев производящего колеса
воспроизводятся на станке вращением
режущих кромок зубьев головки вокруг
ее оси, наклоненной к оси люльки станка
под соответствующим углом.
Обработку
шестерни полуобкатной передачи можно
вести также с использованием плоского
производящего колеса на станках, имеющих
эксцентриковый механизм модификации
обкатки. В этом случае в процессе
нарезания зубьев обеспечивается
равномерное вращение заготовки вокруг
своей оси и неравномерное вращение
плоского производящего колеса. Закон
движения производящего колеса подбирается
такой, который обеспечит благоприятное
расположение зоны контакта. Конические
колеса с криволинейными зубьями могут
также нарезаться червячными коническими
фрезами. Нарезание конических колес
червячными коническими фрезами напоминает
нарезание цилиндрических колес червячными
цилиндрическими фрезами по тангенциальному
методу. В процессе обработки осуществляется
зацепление производящего колеса и
заготовки (рис. 262, е). Зубья производящего
колеса образуются при помощи двигающихся
определенным образом режущих кромок
инструмента. Движения заготовки и
инструмента по рассматриваемой схеме
следующие:
А — вращение конической
червячной фрезы вокруг своей оси;
Б-1
— вращение фрезы вокруг оси производящего
колеса;
Б-2—вращение заготовки
вокруг ее оси, состоящее из делительного,
определяемого вращением фрезы, и
обкаточного, связанного с движением
Б-1. Оба движения суммируются при помощи
дифференциала, имеющегося в кинематической
цепи станка.
Способ отличается
высокой производительностью и
универсальностью и позволяет однойчервячной фрезойнарезать конические колеса с различным
числом зубьев определенного модуля.
Однако он дает менее благоприятную
форму зубьев по сравнению с коническими
колесами с круговыми зубьями, которые
сложно шлифовать и притирать после
термической обработки. В СССР станки
для обработки конических колес червячными
коническими фрезами не изготовляются.
Рис.
262. Способы обработки конических колес
В
этом случае резец 1 совершает
возвратно-поступательное движение
резания вдоль прямолинейных образующих
боковой поверхности зуба. Движение же
подачи осуществляется вращением плиты
2 вокруг оси О, проходящей через вершину
конуса нарезаемого колеса. В процессе
движения подачи ролик 3, прижимаемый к
шаблону 4, заставляет вершину резца
описывать траекторию, соответствующую
профилю шаблона. После обработки одной
впадины осуществляется процесс деления
заготовки. Предварительная обработка
впадин зубьев производится прорезным
и ступенчатым резцами в несколько
проходов по шаблону прямолинейного
профиля. При чистовом же нарезании
используются шаблоны эвольвентного
профиля.
Одним из наиболее
производительных способов обработки
конических прямозубых колес является
круговое протягивание их зубьев (рис.
262, б). В процессе обработки впадины зуба
заготовка остается неподвижной. Протяжка
же, вращаясь с постоянной скоростью,
вместе с тем получает возвратно-поступательное
движение подачи. Рассматриваемый
инструмент представляет собой диск, на
периферии которого закреплены блоки с
затылованными зубьями. Первые блоки
являются черновыми. Они служат только
для предварительного прорезания впадины
зуба колеса. Поэтому размеры их режущих
кромок должны выбираться с учетом
благоприятной схемы резания материала
впадины зуба с оставлением необходимого
припуска на чистовую обработку, которая
осуществляется чистовыми зубьями.
При
черновой обработке протяжка совершает
движение подачи вдоль нарезаемой впадины
в направлении от узкого конца зуба к
широкому, а при чистовом нарезании она
подается в обратном направлении с
постоянной скоростью. В результате
сложения вращательного и поступательного
движения протяжка относительно заготовки
будет совершать движение обкатки, при
котором начальная окружность К, связанная
с протяжкой, будет без скольжения
катиться по начальной прямой, связанной
с заготовкой.
Нарезание каждой
впадины зуба производится за один оборот
протяжки. После окончания обработки
впадины зуба происходит поворот заготовки
на один зуб, в то время когда мимо
заготовки проходит сектор протяжки,
свободный от зубьев. В результате
обеспечивается непрерывное вращение
инструмента при обработке всех впадин
зубьев колеса.
При соответствующей
конструкции инструмента рассматриваемый
способ позволяет теоретически точно
обрабатывать конические колеса любого
профиля, в том числе и эвольвентные.
Представим
себе зубчатое колесо, имеющее зубья
требуемой формы, и заготовку инструмента
в форме диска из легкодеформируемого
материала. Заставим их совершать
движения, соответствующие рассматриваемой
схеме обработки. В этом случае впадина
зубьев колеса будет занимать различные
положения относительно диска инструмента
и будет выдавливать на его периферии
сопряженную поверхность инструмента
И, которую приближенно можно представить
как поверхность впадины зуба колеса,
вытянутую до определенной длины и
навернутую на наружную цилиндрическую
поверхность диска-инструмента.
В
процессе обработки инструментальная
поверхность И и поверхность детали
будут непрерывно касаться друг друга
по характеристикам Е, форма которых
непрерывно изменяется. Характеристики
Е можно рассматривать как ортогональные
проекции оси мгновенного вращения на
поверхность детали, т. е. в точках
характеристики нормали к поверхности
детали пересекают ось мгновенного
относительного вращения. Ось в процессе
обработки меняет свое положение
относительно поверхности детали. Этим
объясняется изменение формы и положения
характеристики Е на поверхности детали.
Поэтому возможна обработка по
рассматриваемой схеме такой сложной
фасонной поверхности, как поверхность
впадины зуба конического прямозубого
колеса.
В процессе обработки каждый
чистовой зуб протяжки профилирует
определенный участок поверхности
впадины зуба, с которым не соприкасаются
режущие кромки других зубьев. Способ
позволяет получить бочкообразные зубья
при обработке, т. е. уменьшить толщину
зубьев у их торцов и обеспечить
расположение зоны контакта в средней
части зуба. Это, как известно, улучшает
условия работы передачи и делает передачу
менее чувствительной к погрешностям
монтажа и деформациям системы под
нагрузкой.
В настоящее время в
практике находит применение обработка
конических прямозубых колес круговыми
протяжками, у которых профили режущих
кромок являются дугами окружностей,
что упрощает технологию изготовления
этих инструментов.
Наиболее
распространенным способом обработки
прямозубых конических колес являетсястрогание двумя
резцамипо методу обкатки (рис, 262, в).
В основе этого способа лежит принцип
воспроизводства на станке зацепления
плоского производящего колеса и
заготовки. Плоское производящее колесо
является воображаемым. Поверхности
зубьев его описываются режущими кромками
резцов, двигающихся возвратно-поступательно.
В процессе обработки наблюдается также
вращение люльки с резцами вокруг оси
производящего колеса и вращение заготовки
вокруг своей оси. Эти два вращения
кинематически связаны и приводятся к
качению без скольжения начального
конуса заготовки по начальному конусу
производящего колеса. Так как обработка
ведется двумя резцами, режущие кромки
которых при возвратно-поступательных
движениях описывают только одну впадину
плоского производящего колеса и
соответственно при зацеплении с
заготовкой нарезают один зуб колеса,
приходится после каждого цикла возвращать
люльку и заготовку в исходное положение
и производить поворот заготовки на один
зуб. В результате происходит переход
от обработки одного зуба к другому.
У
большинства станков, работающих данным
способом, имеется возможность выключать
движение обкатки и производить черновую
обработку зубьев врезанием черновых
резцов в заготовку.
Одним из
высокопроизводительных способов
обработки конических прямозубых колес
является их фрезерование двумядисковыми
фрезамиметодом обкатки. По
производительности этот способ уступает
круговому протягиванию, но он в 3—5 раз
производительнее чем зубострогание.
Используется он в условиях серийного
производства для сравнительно небольших
зубчатых колес диаметром до 320 мм и
модулем до 8 мм. Суть способа заключается
в том, что боковые поверхности зубьев
воображаемого плоского производящего
колеса описываются торцовыми режущими
кромками дисковых фрез (рис. 262, г) при
их вращении вокруг своей оси. Нарезание
колес рассматриваемым способом происходит
без подачи фрез вдоль зуба, поэтому при
обработке создается вогнутое дно впадины
зуба. В процессе обработки люлька вместе
с фрезами вращается вокруг оси
производящего колеса. Заготовка вращается
согласованно с вращением люльки, в
результате наблюдается качение без
скольжения начального конуса производящего
колеса и начального конуса заготовки.
В результате этого движения зуб плоского
производящего колеса занимает ряд
последовательных положений относительно
заготовки и формирует впадину зуба
колеса. После этого происходит
пересопряжение зубьев, т. е. ввод в зону
резания следующего необработанного
участка заготовки.
Конические колеса
с криволинейными зубьями имеют ряд
технологических преимуществ по сравнению
с прямозубыми коническими колесами.
Производительность нарезания колес с
криволинейными зубьями значительно
выше производительности обработки
прямозубых конических колес зубострогальными
резцами. Наиболее широкое распространение
в машиностроении получили конические
колеса с круговыми зубьями, обрабатываемые
резцовыми головками, и колеса паллоидного
зацепления, нарезаемые коническими
червячными фрезами.
В основе нарезания
резцовыми головками по методу обкатки
конических колес с круговыми зубьями
лежит качение заготовки по воображаемому
плоскому производящему колесу (рис.
262, д). Резцовая головка, закрепленная
на люльке станка, вращается вокруг своей
оси. Число оборотов резцовой головки
выбирается таким, чтобы обеспечить
определенную скорость резания, величина
которой зависит от материала и размеров
обрабатываемых колес, материала режущей
части инструмента.
При рассматриваемом
вращении режущие кромки зубьев головки
описывают поверхность зуба производящего
колеса.
В процессе нарезания зубьев
люлька с вращающейся головкой медленно
вращается вокруг оси производящего
колеса, а заготовка — вокруг своей оси.
Вращения люльки и заготовки кинематически
связаны между собой, благодаря чему
осуществляется движение обкатки
начального конуса производящего колеса
по начальному конусу заготовки. За один
цикл обрабатывается одна впадина. Для
нарезания следующего зуба производится
пересопряжение зубьев плоского
производящего колеса и заготовки.
Нарезание
конических колес с круговыми зубьями
по рассмотренному способу обкатки
характеризуется довольно длительным
циклом обработки. Поэтому в практике
все более широкое применение находят
полуобкатные передачи. В полуобкатанной
паре с целью повышения производительности
большое колесо нарезается резцовой
головкой или протяжкой по методу
копирования. Резцовая головка в этом
случае вращается вокруг своей оси,
благодаря чему создается определенная
скорость резания. Подача осуществляется
врезанием инструмента в заготовку. По
достижении требуемой глубины нарезанной
впадины головка отводится от заготовки
и происходит деление на следующий зуб.
Движение подачи врезания инструмента
в заготовку отсутствует при обработке
колес резцовой головкой — протяжкой,
которая имеет различные по размерам
резцы, что и обеспечивает постепенное
формирование впадины зуба. Деление на
следующий зуб осуществляется периодически
поворотом заготовки в момент прохождения
участка протяжки, не имеющего резцов.
Чистовая обработка зубьев колес круговой
резцовой протяжкой сокращает в несколько
раз время обработки по сравнению с
нарезанием на универсальных станках.
Процесс протягивания дает более высокую
чистоту поверхности зубьев, что позволяет
значительно сократить время последующих
финишных операций.
В соответствии
с принятым способом обработки зубья
колеса полуобкатной передачи имеют
конические рабочие поверхности,
описываемые режущими кромками резцов
торцовой головки или протяжки при их
вращении вокруг своей оси.
Зубья
шестерни полуобкатной передачи имеют
модифицированный более искривленный
по сравнению с обычным профиль,
соответствующий принятому профилю
зубьев колеса. Нарезание таких зубьев
производится методом обкатки на станках,
имеющих наклоняющийся инструментальный
шпиндель. Производящим колесом при этом
является большое парное колесо.
Поверхности зубьев производящего колеса
воспроизводятся на станке вращением
режущих кромок зубьев головки вокруг
ее оси, наклоненной к оси люльки станка
под соответствующим углом.
Обработку
шестерни полуобкатной передачи можно
вести также с использованием плоского
производящего колеса на станках, имеющих
эксцентриковый механизм модификации
обкатки. В этом случае в процессе
нарезания зубьев обеспечивается
равномерное вращение заготовки вокруг
своей оси и неравномерное вращение
плоского производящего колеса. Закон
движения производящего колеса подбирается
такой, который обеспечит благоприятное
расположение зоны контакта. Конические
колеса с криволинейными зубьями могут
также нарезаться червячными коническими
фрезами. Нарезание конических колес
червячными коническими фрезами напоминает
нарезание цилиндрических колес червячными
цилиндрическими фрезами по тангенциальному
методу. В процессе обработки осуществляется
зацепление производящего колеса и
заготовки (рис. 262, е). Зубья производящего
колеса образуются при помощи двигающихся
определенным образом режущих кромок
инструмента. Движения заготовки и
инструмента по рассматриваемой схеме
следующие:
А — вращение конической
червячной фрезы вокруг своей оси;
Б-1
— вращение фрезы вокруг оси производящего
колеса;
Б-2—вращение заготовки
вокруг ее оси, состоящее из делительного,
определяемого вращением фрезы, и
обкаточного, связанного с движением
Б-1. Оба движения суммируются при помощи
дифференциала, имеющегося в кинематической
цепи станка.
Способ отличается
высокой производительностью и
универсальностью и позволяет однойчервячной фрезойнарезать конические колеса с различным
числом зубьев определенного модуля.
Однако он дает менее благоприятную
форму зубьев по сравнению с коническими
колесами с круговыми зубьями, которые
сложно шлифовать и притирать после
термической обработки. В СССР станки
для обработки конических колес червячными
коническими фрезами не изготовляются.