VI. Закон соответствия между функцией и структурой
Суть закона заключается в том, что в правильно спроектированном техническом объекте каждый элемент от сложных узлов до простых деталей, каждый его конструктивный признак имеют вполне определенную функцию (назначение) по обеспечению работы ТО. И если лишить такой ТО какого-либо элемента или признака, то он либо перестанет работать (выполнять свою функцию), либо ухудшит показатели своей работы. В связи с этим у правильно спроектированных технических объектов нет «лишних деталей».
Закон соответствия между функцией и структурой ТО имеет следующую формулировку: «Каждый элемент технического объекта или его конструктивный признак имеют хотя бы одну функцию по обеспечению реализации функции ТО, т.е. исключение элемента или признака приводит к ухудшению какого-либо показателя ТО или прекращению выполнения им своей функции».
Закономерности функционального строения обрабатывающих (технологических) машин
Технические объекты или соответствующие человеко-машинные системы, предназначенные для обработки материального предмета труда, состоят из четырех подсистем (элементов) S1, S2, S3, S4 (рис.5), реализующих соответственно четыре фундаментальные функции:
Ф1 – технологическая функция – обеспечивает превращение исходного материала (сырья) А0 в конечный продукт Ак;
Ф2 – энергетическая функция – превращает вещество или извне полученную энергию W0 в конечный вид энергии Wк, необходимый для реализации функции Ф1;
Ф3 – функция управления – осуществляет управляющие воздействия U1, U2 на подсистемы S1, S2 в соответствии с заданной программой Q и полученной информацией U01, U02 о количестве и качестве выработанного конечного продукта Ак и конечной энергии Wк;
Ф4 – функция планирования – собирает (получает) информацию Q0 о произведенном конечном продукте Ак и определяет потребные Q качественные и количественные характеристики конечного продукта.

Рис.5. Обобщенная функциональная структура
обрабатывающих машин:
поток
вещества; поток энергии;

поток
управляющих сигналов и воздействий
3. Автоматич. Линии; гибкие производственные системы. Их стр-ра, возможности использования в техпроцессах.
АСУП, АСУТ, АСТПП (автоматич. системы технич. подготовки проектирования)
Сегодня АСУП находится в эл. виде (на уровне информационно-поисковых систем)
АСУТ СЧПУ
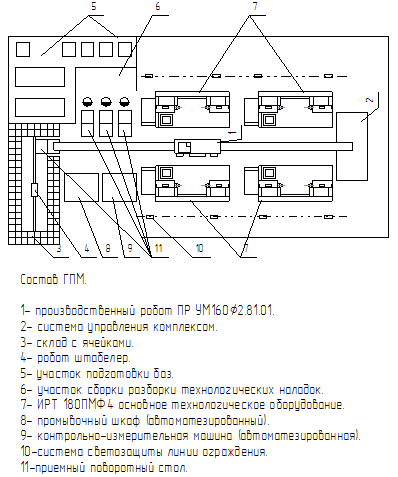
ГПМ ТПК


1. АСКПП (автоматические системы конструкторской подготовки пр-ва)
2. САП – системы автоматизированного прогнозирования.
ГК для обработки деталей тел вращения.
Заготовку вручную
привозят на участок подготовки баз
(универсальные станки), где пополняются
1,2 поверхности, чтоб детали нормально
закреплялись. Затем с 5 поставляется на
участок 6, там деталь устанавливается
в поддон. На участке 6 рабочие, сидя за
поворотным столом устанавливают детали
в поддон. Затем рабочий присваивает
шифр и сообщает в систему управления
11. Рабочий вызывает к нему транспортную
тележку. Стол поворачивается и с помощью
роботов этот поддон перемещается. Когда
деталь обработалась по операции, с
модуля поступает запрос в систему
управления 11 и на склад (чаще всего) и
так пока не обработает деталь по всем
операциям. Когда деталь обработана,
то
11 в промыв. шкаф на измерит.
машину либо на консервацию/покраску
и т.п.


Робот берет заготовку из поддона и ставит в шпиндель, после операции – ложит в поддон. Когда все детали обработаны, то сообщается в 11, и система увезет этот поддон обратно на склад. И система управления запомнит, в какую ячейку положила технологическую наладку
Требования, которые предъявляются к основному технол. оборудованию ГК.
1. Автом. смена (установка и закрепление) заготовок.
2. Автом. смена инструмента по позициям.
3. Автом. смена комплекса инструмента и перенастройка модуля с одной операции на другую.
4. Автом. контроль состояния инструмента в процессе работы.