

- •2.1. Введение
- •2.2. Обоснование типа производства
- •Если же объект производства – изделие, то необходимо привести перечень всех покупных комплектующих изделий и полуфабрикатов, их цену (табл. 2.2).
- •В случае если планируется процент брака по операциям, технологический процесс изготовления изделий представляется в табл. 2.4.
- •Итого
- •Число рабочих мест на поточной линии определяется по формуле
- •Период конвейера используется для адресования изделий на конвейере. Для этого лента конвейера размечается так, чтобы период в длине ленты укла- дывался целое число раз (рис. 2.1).
- •Рис. 2.1. Разметка ленты конвейера
- •Время такта, мин/шт.
- •Рис 2.2. Стандарт-план ОНПЛ
- •нормо-ч,
- •цесса, мин.
- •Затем по справочникам выбирается электродвигатель. По скорости враще- ния шкива выбранного электродвигателя и найденной скорости движения лен- ты конвейера определяется передаточное отношение в пределах 10-50.
- •2.3.2. Расчёт календарно-плановых нормативов ОППЛ
- •Такт потока равен
- •Средняя величина межоперационного оборотного задела в целом по линии равна сумме средних величин межоперационных оборотных заделов по всем операциям. Эта величина определяется по формуле
- •мого примера она составляет 52 596 дет./мин).
- •нормо-ч.
- •нормо-ч,
- •Аналогично для 4-й операции
- •Для 3-й операции
- •Рис 2.4. Стандарт-план работы ОППЛ при наличии брака на отдельных операциях
- •Аналогично для 4-й и 5-й операций
- •Далее все остальные расчёты календарно-плановых нормативов ОППЛ ве- дутся аналогично расчётам, приведенным в первом примере, однако их величи- на будет резко отличаться от значений, полученных в первом случае.
- •Между 4-й и 5-й операциями и т.д.
- •Итого
- •Средняя величина межоперационного оборотного задела, величина неза- вершённого производства и длительность производственного цикла определя- ются так же, как и в первом случае.
- •Скорость движения конвейера определяется по формуле
- •Количество рабочих мест на линии определяется так же, как и в первом случае (формула (2.43)).
- •Скорость движения конвейера определяется в данном случае по формуле
- •Пример расчёта календарно-плановых нормативов МНПЛ
- •3. Выбираем удобопланируемые ритмы при 22 рабочих днях в месяц:
- •6. Определяем длительности производственных циклов партий изделий, расчёт ведётся по формуле (формула (2.54)):
- •Определяем величину незавершённого производства. Расчёт ведётся по формуле (2.23):
- •График работы МНПЛ, дней
- •Всего рабочих мест на линии определяется по формуле
- •Коэффициент загрузки оборудования во всех случаях определяется по формуле
- •При периоде оборота линии, равном одной смене,
- •Виды транспортных средств для межоперационного перемещения изделий и межцехового определяются так же, как и для ОППЛ.
- •4. Определяем коэффициент загрузки оборудования МППЛ. Расчёт ведётся по формуле (2.61):
- •2.3.5. Расчёт календарно-плановых нормативов участка серийной сборки (УСС)
- •1 Изделие
- •2 Узлы
- •3 Подузлы
- •Рис. 2.8. Веерная схема сборки изделия “А”
- •4. Оптимальный (нормальный) размер партии изделий определяем по фор- муле (2.72), он составляет величину
- •Ритм, дни, смены
- •Рис 2.9. Цикловой график сборки изделия “А”
- •14. Величину незавёршенного производства определяем по формуле (2.80):
- •2.3.6. Расчёт календарно-плановых нормативов предметно-замкнутого участка (ПЗУ)
- •Построение стандарт-плана
- •Виды операций
- •Модели станков (групп оборудования)
- •Период чередования, дней, смен
- •Величину незавершённого производства определяем по формуле (2.93).
- •Виды транспортных средств для межоперационного и межцехового пере- мещения деталей определяются аналогично как и для ОППЛ.
- •2.4. Планировка и расчёт площади участка
- •2.4.1. Планировка производственного участка
- •Объект
- •Проезд
- •Строительные элементы
- •Технологическое оборудование
- •Продолжение табл. 2.17
- •Объект
- •Продолжение табл. 2.17
- •Объект
- •Продолжение табл. 2.17
- •Объект
- •Окончание табл. 2.17
- •Объект
- •2.4.2. Расчёт производственной площади участка
- •Вид площади
- •2.4.3. Обоснование выбора типа здания
- •2.6. Расчёт стоимости и амортизации основных производственных фондов
- •2.6.1. Расчёт стоимости здания, занимаемого производственным участком
- •2.6.2. Расчёт затрат на оборудование и транспортные средства
- •2.6.3. Расчёт затрат на энергетическое оборудование
- •2.6.4. Расчёт затрат на комплект дорогостоящей оснастки, УСПО и инструмента
- •2.6.5. Расчёт затрат на измерительные и регулирующие приборы
- •2.6.7. Расчёт общей суммы основных производственных фондов
- •2.7. Расчёт численности промышленно-производственного персонала (ППП)
- •2.7.1. Расчёт численности основных производственных рабочих
- •2.7.2. Расчёт численности вспомогательных рабочих, ИТР и управленческого персонала
- •Среднегодовая трудоёмкость работ по межремонтному обслуживанию по всем видам работ (слесарным, станочным и прочим) определяется по формуле
- •Расчёт численности слесарей, электрослесарей, станочников и прочих ра- бочих производится по формулам:
- •Расчёт численности слесарей и электрослесарей по межремонтному об- служиванию производится по формулам:
- •Аналогично производится расчёт численности межремонтного персонала по станочным и прочим видам работ (без выделения механической и электри- ческой частей).
- •Общая потребность в численности промышленно-производственного пер- сонала сводится в табл. 2.26.
- •Категория работающих
- •Состав статей затрат
- •Окончание табл. 2.27
- •Расчёт статьи затрат “Сырьё, материалы и другие материальные ценности за вычетом реализуемых отходов”
- •Окончание табл. 2.28
- •Всего затрат
- •В табл. 2.29 рассмотрен условный пример, приведенный в п. 2.3.6.
- •Расчёт статьи затрат “Покупные комплектующие изделия, полуфабрикаты и услуги производственного характера”
- •Итого
- •Всего затрат
- •Расчёт статьи затрат “Основная заработная плата основных производственных рабочих”
- •Расчёт статьи затрат “Дополнительная заработная плата основных производственных рабочих”
- •Расчёт статьи затрат “Основная и дополнительная заработная плата прочего ППП”
- •Расчёт статьи затрат “Отчисления в государственный фонд социальной защиты населения РБ”
- •Расчёт статьи затрат “Единый платёж налогов”
- •Расчёт статьи затрат “Топливо и электроэнергия для технологических целей”
- •Расчёт статьи затрат “Расходы на подготовку и освоение производства”
- •Расчёт статьи затрат “Износ инструментов и приспособлений целевого назначения”
- •Расчёт статьи затрат “Амортизационные отчисления основных производственных фондов”
- •Расчёт статьи затрат “Общепроизводственные расходы”
- •Расчёт статьи затрат “Общехозяйственные расходы”
- •Расчёт статьи затрат “Потери от брака”
- •Расчёт статьи затрат “Прочие производственные расходы”
- •Расчёт статьи затрат “Коммерческие расходы”
- •Расчёт нормативной прибыли на единицу продукции
- •Расчёт цены предприятия
- •Расчёт статьи затрат “Отчисления в местные целевые бюджетные фонды”
- •Расчёт статьи затрат “Отчисления в республиканский фонд поддержки производителей сельскохозяйственной продукции и дорожный фонд”
- •Расчёт цены без учёта НДС
- •Расчёт НДС
- •Расчёт цены реализации с учётом косвенных налогов
- •2.9. Расчёт технико-экономических показателей работы участка
- •Расчёт потребности в оборотных средствах
- •Расчёт полной себестоимости планового объёма продукции
- •Расчёт объёма реализуемой продукции за плановый период
- •Определение затрат на одну условную единицу реализуемой продукции
- •Расчёт общей суммы прибыли от реализации продукции
- •Расчёт балансовой прибыли предприятия
- •Расчёт налога на недвижимость
- •Расчёт налога на нормируемые оборотные средства (оборотный капитал)
- •Расчёт общей суммы налога на недвижимость
- •Расчёт налогооблагаемой прибыли
- •Расчёт налога на прибыль
- •Расчёт транспортного налога
- •Расчёт чистой прибыли
- •Расчёт уровня рентабельности изделия
- •Расчёт уровня рентабельности производства
- •Расчёт фондоотдачи
- •Показатель
- •Окончание табл. 2.32
- •3.1. Введение
- •3.2. Краткое описание объектов производства и технологических процессов
- •3.3.1. Расчёт эффективного фонда времени работы оборудования
- •3.3.2. Расчёт количества партий деталей и количества переналадок оборудования
- •3.3.3. Расчёт годового фонда времени, затрачиваемого на переналадку оборудования
- •3.3.4. Расчёт производственной программы
- •3.3.5. Расчёт размера партии обрабатываемых деталей
- •3.3.6. Расчёт периодичности (ритмичности) чередования партий деталей
- •3.3.7. Расчёт необходимого количества единиц оборудования
- •Вид операций
- •Модели оборудования
- •Таблицу продолжить по данным проектируемого варианта.
- •3.3.8. Расчёт длительности производственного цикла
- •- время на переналадку оборудования.
- •3.3.9. Расчёт незавершённого производства
- •3.3.10. Расчёт необходимого количества транспортных средств
- •3.3.11. Расчёт необходимого количества промышленных роботов
- •3.4. Планировка и расчёт производственной площади участка, выбор типа здания
- •3.4.1. Планировка производственного участка
- •3.4.2. Расчёт производственной площади участка
- •3.4.3. Обоснование выбора типа здания
- •3.5. Расчёт мощности, потребляемой оборудованием
- •3.6. Расчёт численности производственного персонала
- •3.6.1. Расчёт численности операторов, осуществляющих наблюдение за работой технологического оборудования
- •3.6.2. Расчёт численности наладчиков оборудования
- •3.6.3. Расчёт численности рабочих по настройке инструмента
- •3.6.4. Расчёт численности сборщиков приспособлений
- •3.6.5. Расчёт численности транспортных рабочих
- •3.6.6. Расчёт численности ремонтного персонала и персонала по межремонтному обслуживанию
- •3.6.7. Расчёт общей численности рабочих
- •3.7. Расчёт капитальных вложений
- •Элементы расчёта
- •3.7.2. Расчёт затрат на технологическое оборудование и транспортные средства
- •3.7.3. Расчёт затрат на энергетическое оборудование
- •3.7.5. Расчёт затрат на измерительные и регулирующие приборы
- •3.7.6. Расчёт затрат на комплект программ управления
- •3.7.7. Расчёт затрат на производственный и хозяйственный инвентарь
- •3.7.8. Расчёт предпроизводственных затрат
- •3.7.9. Расчёт величины оборотных средств в незавершённом производстве
- •3.7.10. Расчёт общей величины капитальных вложений
- •3.8. Расчёт себестоимости выпускаемой продукции
- •3.8.1. Расчёт затрат на основные материалы
- •3.8.2. Расчёт основной заработной платы производственных рабочих
- •3.8.3. Расчёт дополнительной заработной платы производственных рабочих
- •3.8.5. Расчёт отчислений в фонд социальной защиты населения
- •3.8.6. Расчёт налога на недвижимость
- •3.8.7. Расчёт затрат на потребляемую силовую электроэнергию
- •3.8.8. Расчёт затрат на амортизацию основных фондов
- •3.8.9. Расчёт затрат на ремонт и техническое обслуживание оборудования и транспортных средств
- •3.8.10. Расчёт затрат на содержание площади, занимаемой участком
- •3.8.11. Расчёт затрат на ремонт и обслуживание ЧПУ
- •3.8.12. Расчёт затрат на возмещение износа малоценного инструмента и инвентаря
- •Калькуляцию себестоимости выпускаемой продукции по проектируемому варианту свести в аналогичную таблицу.
- •3.9. Расчёт величины годового экономического эффекта
- •3.9.1. Расчёт суммы приведенных затрат
- •3.9.2. Расчёт величины годового экономического эффекта
- •3.9.3. Расчёт срока окупаемости дополнительных капитальных вложений
- •3.10. Основные технико-экономические показатели работы участка
- •3.11. Заключение
- •Приложения
- •Приложение 1
- •Объекты производства, исходные данные и технологические процессы производства продукции на ОНПЛ
- •1.1. Плата синхронизации
- •Наименование
- •Наименование
- •Наименование
- •Содержание операции
- •1. Установка переключателя
- •3 Приспособление БМ 769-1358
- •3 Автомат «Трофей»
- •4. Пайка плат волной припоя
- •3 Линия пайки ЛПМ-300
- •5. Очистка платы
- •3 УЗ ванна УЗВ-1,5
- •6. Контроль качества
- •Таблица 1.6 Нормы времени на технологический процесс сборки изделия № 1.1, мин
- •1.2. Плата АРУ
- •Наименование
- •Содержание операции
- •3 Вручную
- •Таблица 1.10 Нормы времени на технологический процесс сборки изделия № 1.2, мин
- •1.3. Блок питания
- •Наименование
- •Содержание операции
- •2 Отвёртка L = 150
- •2 Отвёртка
- •Таблица 1.14 Нормы времени на технологический процесс сборки изделия № 1.3, мин
- •1.4. Блок питания А
- •Наименование
- •Содержание операции
- •Таблица 1.18 Нормы времени на технологический процесс сборки изделия № 1.4, мин
- •1.5. Плата РЛ
- •Наименование
- •Содержание операции
- •Таблица 1.22 Нормы времени на технологический процесс сборки изделия № 1.5, мин
- •1.6. Трансформатор
- •Наименование
- •Окончание табл. 1.23
- •Содержание операции
- •Таблица 1.25 Нормы времени на технологический процесс сборки изделия № 1.6, мин
- •Приложение 2
- •Объекты производства, исходные данные и технологические процессы производства продукции на ОППЛ
- •2.1. Кронштейн
- •Окончание табл. 2.3
- •2.2. Втулка
- •Окончание табл. 2.5
- •Окончание табл. 2.6
- •2.3. Шестерня
- •представлены в табл. 2.8, а нормы времени по вариантам – в табл. 2.9.
- •Окончание табл. 2.8
- •Окончание табл. 2.9
- •2.4. Втулка специальная
- •Окончание табл. 2.12
- •2.5. Селектор всеволновой СК-В-301
- •ГОСТ 18300-87
- •Наименование
- •Наименование
- •Содержание операции
- •4 Автомат установки МСМ-VII
- •4 Печь оплавления Seho 425А
- •5. Монтаж
- •3 Стол рабочий ОМ-1971
- •Окончание табл. 2.17
- •6. Установка ЭРЭ
- •8. Контроль сборки платы
- •4 Стол рабочий ОМ-2017
- •9. Исправление брака
- •3 Паяльник А152 Э0332
- •2.6. Микромодуль абонентского комплекта
- •Наименование
- •Наименование
- •Содержание операции
- •2. Установка SMD на плату
- •3 Манипулятор XMP-300
- •4 ИК печь “Радуга 7”
- •4. ИК-пайка
- •4 ИК печь “Радуга 7”
- •3 Манипулятор XMP-300
- •Окончание табл. 2.23
- •7. Виброиспытания
- •2.7. Транзистор КТ8115А
- •Наименование
- •Наименование
- •Содержание операции
- •Приложение 3
- •Объекты производства, исходные данные и технологические процессы производства продукции на МНПЛ
- •Комплект деталей № 1
- •Комплект деталей № 2
- •Комплект деталей № 3
- •Комплект деталей № 4
- •Комплект деталей № 5
- •Комплект деталей № 6
- •Комплект деталей № 7
- •Комплект деталей № 8
- •Комплект изделий № 9
- •Комплект изделий № 10
- •Комплект изделий № 11
- •Комплект изделий № 12
- •Комплект изделий № 13
- •Окончание табл. 3.27
- •Комплект изделий № 14
- •Окончание табл. 3.30
- •Комплект изделий № 15
- •Окончание табл. 3.33
- •Приложение 4
- •Объекты производства, исходные данные и технологические процессы производства продукции на МППЛ
- •Комплект деталей № 1
- •Комплект деталей № 2
- •Комплект деталей № 3
- •Комплект деталей № 4
- •Комплект деталей № 5
- •Комплект деталей № 6
- •Комплект деталей № 7
- •Комплект деталей № 8
- •Комплект деталей № 9
- •Комплект деталей № 10
- •Комплект деталей № 11
- •Комплект деталей № 12
- •Комплект деталей № 13
- •Комплект деталей № 14
- •Комплект деталей № 15
- •Комплект деталей № 16
- •Приложение 5
- •Объекты производства, исходные данные и технологические процессы производства продукции на УСС
- •5.1. Шасси АТК
- •Рис. 5.1. Веерная схема сборки изделия № 5.1
- •Наименование
- •Содержание операции
- •Окончание табл. 5.5
- •5.2. Шасси радиоприёмника
- •Рис. 5.2. Веерная схема сборки изделия № 5.2
- •Наименование
- •Наименование
- •Окончание табл. 5.7
- •Содержание операции
- •Окончание табл. 5.8
- •5.3. Плата П4
- •Рис. 5.3. Веерная схема сборки изделия № 5.3
- •Содержание операции
- •5.4. Электродвигатель
- •Рис. 5.4. Структурная схема сборки изделия № 5.4
- •Наименование
- •Содержание операции
- •Окончание табл. 5.20
- •5.5. Инженерный пульт управления К ЕС-1035
- •Веерная схема сборки инженерного пульта управления К ЕС-1035 пред- ставлена на рис. 5.5. Перечень материалов, используемых при изготовлении из-
- •Рис. 5.5. Структурная схема сборки изделия № 5.5
- •Наименование
- •Приложение 6
- •Объекты производства, исходные данные и технологические процессы производства продукции на ПЗУ
- •Комплект деталей № 1
- •Комплект деталей № 2
- •Комплект деталей № 3
- •Комплект деталей № 4
- •Комплект деталей № 5
- •Комплект деталей № 6
- •Комплект деталей № 7
- •Комплект деталей № 8
- •Комплект деталей № 9
- •Комплект деталей № 10
- •1.Пиноль -65
- •Комплект деталей № 11
- •Комплект деталей № 12
- •Комплект деталей № 13
- •Окончание табл. 6.26
- •Комплект деталей № 14
- •Комплект деталей № 15
- •Комплект изделий № 16
- •Комплект изделий № 17
- •Комплект изделий № 18
- •Приложение 7
- •Объекты производства, исходные данные и технологические процессы производства продукции при организации гибкого автоматизированного производства
- •Комплект деталей № 1
- •Комплект деталей № 2
- •Комплект деталей № 3
- •Комплект деталей № 4
- •Комплект деталей № 5
- •Комплект деталей № 6
- •Комплект деталей № 7
- •Комплект деталей № 8
- •Комплект деталей № 9
- •Приложение 8
- •Основные технико-экономические характеристики производственного оборудования
- •* Здесь и далее: н. а. – норма амортизации.
- •Продолжение прил. 8
- •Продолжение прил. 8
- •Продолжение прил. 8
- •Окончание прил. 8
- •Приложение 9
- •Основные технико-экономические характеристики станков с числовым программным управлением
- •Продолжение прил. 9
- •Окончание прил. 9
- •Приложение 10
- •Основные технико-экономические характеристики промышленных роботов
- •Продолжение прил. 10
- •Продолжение прил. 10
- •Окончание прил. 10
- •Приложение 11
- •Коэффициент, учитывающий дополнительную площадь, занимаемую металлорежущим оборудованием
- •Приложение 12
- •Укрупнённые показатели стоимости строительства новых объектов предприятий, нормы амортизации
- •Наименование объекта
- •Приложение 13
- •Часовые тарифные ставки для рабочих производственных объединений и предприятий машиностроения
- •Приложение 14
- •Стоимость одного погонного метра пролётной части конвейера, ската, склиза в зависимости от ширины транспортного средства
- •Приложение 15
- •Нормы времени на ремонтную единицу для технологического и подъёмно-транспортного оборудования, нормо-ч
- •Приложение 16
- •Образец оформления титульного листа курсового проекта (работы)
- •Приложение 17
- •Образец оформления задания по курсовому проектированию (работе)
- •Приложение 18
- •Образец оформления задания по курсовому проектированию (работе)
Таблица 3.4
Расчёт необходимого количества единиц оборудования и коэффициента его загрузки
|
|
|
|
Вид операций |
|
|
|
||||||
|
|
токарная 1 |
токарная 2 |
|
и т.д. |
|
|||||||
Расчётные |
Про- |
|
Модели оборудования |
|
|||||||||
16Б16Ф3-31 |
16Б16Ф3-31 |
|
и т.д. |
|
|||||||||
грамма |
|
|
|||||||||||
показатели |
|
|
|
|
|
|
|
|
|
|
|
||
Трудоёмкость работ по операциям |
|||||||||||||
выпуска |
|||||||||||||
|
|
|
H N |
t |
|
|
|
|
|
||||
|
|
|
|
оп.ij |
|
|
|
||||||
|
|
|
Тн.i + å |
|
|
j |
|
|
|
||||
|
|
|
|
|
60 |
|
|
|
|
||||
|
|
|
|
j=1 |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Базовый |
вариант |
|
|
|
|
|
|
|
|
|
||
Валик 16×172 |
19944 |
1329,60 |
121,20 |
1096,92 |
|
121,20 |
|
... |
|
… |
|||
Валик 22×227 |
19944 |
1329,60 |
1096,92 |
|
|
... |
|
||||||
И т.д. |
... |
... |
... |
|
|
|
... |
|
|
||||
|
|
|
|
|
|
|
|
||||||
|
Итого |
5539,32 |
|
4575,36 |
|
|
|
... |
|
|
|||
Годовой эффективный фонд време- |
3214 |
|
3214 |
|
|
|
|
... |
|
|
|||
ни работы оборудования (FЭФКСМ) |
|
|
|
|
|
|
|
|
|
|
|
||
Коэффициент выполнения норм |
1 |
|
1 |
|
|
|
|
|
... |
|
|
||
времени (КВ) |
|
|
|
|
|
|
|
|
|
|
|
|
|
Расчётное количество единиц обо- |
1,72 |
|
1,42 |
|
|
|
|
... |
|
|
|||
рудования (СР) |
|
|
|
|
|
|
|
|
|
|
|
|
|
Принятое количество единиц обо- |
2 |
|
2 |
|
|
|
|
|
... |
|
|
||
рудования (СПР) |
|
|
|
|
|
|
|
|
|
|
|
|
|
Коэффициент загрузки оборудова- |
0,86 |
|
0,71 |
|
|
|
|
... |
|
|
|||
ния (КЗ.О) |
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблицу продолжить по данным проектируемого варианта.
3.3.8. Расчёт длительности производственного цикла
Организация производственного процесса партиями предусматривает ис- пользование последовательно-параллельного вида движений предметов труда. При механизации и автоматизации производства чаще всего применяется по- следовательно-параллельный вид движений, так как он обеспечивает такое час- тичное совмещение времени выполнения смежных операций, что вся изготав- ливаемая партия деталей проходит через каждую операцию без каких-либо пе- рерывов. Детали с операции на операцию передаются поштучно или неболь- шими транспортными партиями. Оборудование работает непрерывно, может – в автоматическом режиме.
117
Расчёт длительности производственного цикла при использовании после- довательно-параллельного вида движений партий деталей производится по
формуле
|
m |
m−1 |
|
|
tц. j = Pj åtоп.ij - (Pj - 1)åtкор , |
( 3.14 ) |
|
где Pj |
i =1 |
i =1 |
|
- величина партии деталей j-го наименования, шт.; |
|
||
tОП.ij - оперативное время на i-й операции j-го типоразмера деталей, мин; |
|||
tКОР |
- минимальное оперативное время на каждой паре смежных операций |
||
|
(если на операции установлено несколько станков, то tОП |
делится на |
|
количество станков), мин;
m - количество операций технологического процесса изготовления деталей. Рассмотрим расчёт длительности производственного цикла по проекти- руемому варианту на условном примере, представленном в табл. 3.2. Исходные
данные для расчёта представлены в табл. 3.5.
Таблица 3.5
Затраты времени на выполнение каждой операции технологического процесса по всей номенклатуре обрабатываемых деталей, мин
Наименование |
|
Номенклатура деталей |
|
|
операции |
N1 |
N2 |
N3 |
N4 |
1.Токарная 1 |
3,5 |
3,5 |
3,5 |
3,7 |
2.Токарная 2 |
2,9 |
2,9 |
2,9 |
3,0 |
3.Токарная 3 |
3,5 |
3,5 |
3,5 |
3,7 |
4.Фрезерная |
6,1 |
6,4 |
6,4 |
6,4 |
5.Круглошлифовальная |
6,6 |
7,0 |
7,0 |
7,1 |
Пусть имеем, что технологический процесс изготовления деталей состоит из пяти операций (m=5); номенклатура обрабатываемых деталей равна 4 (Н=4); размер партии деталей по каждому типоразмеру составляет P=33; продолжи- тельность выполнения каждой операции приведена в табл. 3.5; количество
станков на каждой операции: CПР.1=CПР.2=CПР.3=1, CПР.4=CПР.5=2.
Длительность производственного цикла по изготовлению деталей N1, N2,
N3, N4 составляет: |
|
6,1 |
|
6,6 |
|
|
|
|
|
|
6,1 |
|
6,1 |
|
|
||||||||||
|
æ |
|
|
|
|
ö |
æ |
|
|
|
|
|
ö |
|
|||||||||||
tЦ .1 |
= 33ç3,5 |
+ 2,9 |
+ 3,5 |
+ |
|
|
+ |
|
|
|
÷ |
- (33 -1)ç 2,9 |
+ 2,9 + |
|
|
|
+ |
|
|
|
÷ |
= |
|||
2 |
|
2 |
2 |
|
2 |
|
|||||||||||||||||||
|
è |
|
|
|
|
|
ø |
è |
|
|
|
|
|
|
|
ø |
|
||||||||
= 155,1 мин = 2,58 ч; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
æ |
|
|
|
6,4 |
|
7 ö |
|
æ |
|
|
|
6,4 |
|
|
6,4 |
|
ö |
|
||||||
tЦ .2 |
= 33ç3,5 |
+ 2,9 |
+ 3,5 |
+ |
|
|
+ |
|
|
÷ |
- (33 -1)ç2,9 |
+ 2,9 |
+ |
|
|
|
|
+ |
|
|
|
÷ |
= |
||
2 |
|
|
|
2 |
|
2 |
|
||||||||||||||||||
|
è |
|
|
|
|
|
2 ø |
|
è |
|
|
|
|
|
|
|
ø |
|
|||||||
= 157 мин = 2,62 ч;
118
|
|
æ |
|
|
|
6,4 |
|
7 ö |
|
|
æ |
|
6,4 |
|
|
|
6,4 ö |
|
|
||||||
tЦ .3 |
= |
33ç3,5 |
+ 2,9 |
+ 3,5 |
+ |
|
+ |
|
÷ |
- (33 -1)ç2,9 |
+ 2,9 + |
|
|
|
|
+ |
|
|
|
÷ |
= |
||||
2 |
|
|
2 |
|
|
|
|
||||||||||||||||||
|
|
è |
|
|
|
|
2 ø |
|
|
è |
|
|
|
|
|
|
2 ø |
|
|
||||||
= 157 мин = 2,62 ч; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
æ |
|
|
|
6,4 |
|
7,1 |
ö |
|
æ |
|
|
6,4 |
|
|
6,4 |
ö |
|
||||||
tЦ .4 |
= |
33ç3,7 |
+ 3,0 |
+ 3,7 |
+ |
|
+ |
|
|
÷ |
- (33 - |
1)ç3,0 + 3,0 + |
|
|
|
|
+ |
|
|
|
÷ |
= |
|||
2 |
2 |
2 |
|
2 |
|||||||||||||||||||||
|
|
è |
|
|
|
|
ø |
|
è |
|
|
|
|
|
ø |
|
|||||||||
= 168,7 мин = 2,81 ч.
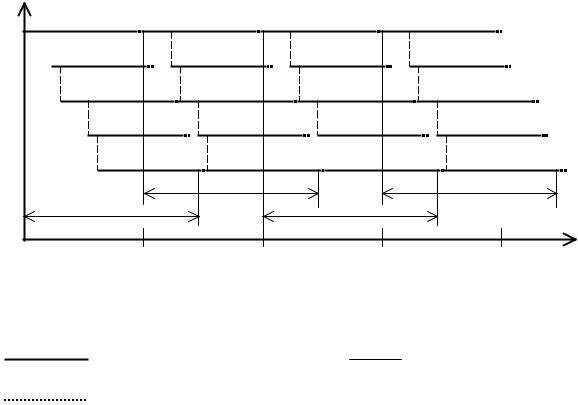
Однако длительность производственного цикла всей номенклатуры изде- лий не будет соответствовать сумме циклов изделий N1, N2, N3, N4. Поправку к
расчёту вносит построение графика движения изделий по операциям и время на переналадку оборудования (табл. 3.6, рис. 3.1).
Таблица 3.6
Затраты времени на выполнение каждой операции технологического процесса по всей номенклатуре обрабатываемых деталей с учётом станков и партий деталей, мин
Наименование |
|
Номенклатура деталей |
|
|
операции |
N1 |
N2 |
N3 |
N4 |
1.Токарная 1 |
115,2 |
115,2 |
115,2 |
121,8 |
2.Токарная 2 |
95,4 |
95,4 |
95,4 |
98,7 |
3.Токарная 3 |
115,2 |
115,2 |
115,2 |
121,8 |
4.Фрезерная |
100,4 |
105,3 |
105,3 |
105,3 |
5.Круглошлифовальная |
108,6 |
115,2 |
115,2 |
116,8 |
оп. |
N1 |
N2 |
N3 |
N4 |
|
1 |
|
|
|
|
|
2 |
N1 |
N2 |
N3 |
N4 |
|
|
|
|
|
|
|
3 |
N1 |
N2 |
N3 |
N4 |
|
|
|
|
|
|
|
4 |
N1 |
N2 |
N3 |
N4 |
|
|
|
|
|
|
|
5 |
N1 |
N2 |
N3 |
N4 |
|
|
157 |
|
168,7 |
|
|
|
|
|
|
||
|
155,1 |
|
157 |
|
|
|
120 |
240 |
360 |
480 |
t, мин |
|
|
||||
Рис. 3.1. Расчёт длительности производственного цикла обрабатываемых дета- |
|||||
|
лей с учётом времени на переналадку оборудования: |
|
|||
|
- время выполнения операции Pjtоп.ij |
; |
|
||
|
|
|
Cпр.i |
|
|
|
- время на переналадку оборудования. |
|
|||
119