

6.4.2 Практичне використання законів розподілення для аналізу точності обробки Вибір методу обробки для закону нормального розподілення
Для обробки заготовок без браку треба вибрати метод обробки, що забезпечить виконання двох умов:
Перша умова: Допуск розміру за кресленням має бути більше поля розсіяння, тобто
![]() або
або
![]() або цю умову можна записати так:
або цю умову можна записати так:
![]() (6.29)
(6.29)
де
![]() –
коефіцієнт точності процесу; якщо
–
коефіцієнт точності процесу; якщо
![]() процес вважається
процес вважається
надійним, при
![]() –
процес точний, але ненадійний
–
процес точний, але ненадійний
![]() –поле
допуску на розмір, що аналізується.
–поле
допуску на розмір, що аналізується.
Друга
умова
![]() (6.30)
(6.30)
Ця умова означає, що поле розсіяння не повинно виходити за межі поля допуску на розмір.
де
![]() –
фактичний коефіцієнт точності
настроювання;
–
фактичний коефіцієнт точності
настроювання;
![]() –допустимий
коефіцієнт точності настроювання.
–допустимий
коефіцієнт точності настроювання.
Для визначення цих коефіцієнтів розглянемо рисунок 6.2.
На рисунку 6.2:
![]() –середина
поля допуску
–середина
поля допуску
![]() (6.31)
(6.31)
![]() –координата
середини поля допуску;
–координата
середини поля допуску;
![]() –середина
поля розсіяння розмірів;
–середина
поля розсіяння розмірів;
![]() –фактичний
настроювальний розмір;
–фактичний
настроювальний розмір;
![]() –фактичне
і допустиме зміщення центру групування
відхилень розмірів від
–фактичне
і допустиме зміщення центру групування
відхилень розмірів від
![]()
![]() (6.32)
(6.32)
![]() (6.33)
(6.33)

Рисунок 6.2 Схема визначення коефіцієнтів точності настроювання
Коефіцієнти
точності настроювання являють собою
відношення
![]() до допуску
до допуску![]() .
.
Тоді
![]() (6.34)
(6.34)
![]() (6.35)
(6.35)
Порушення будь-якої з цих умов призводить до неминучої появи браку.
Визначення кількості ймовірного браку заготовок
У тих випадках коли для закону нормального розподілення розміру не виконуються вище зазначені умови можливий брак заготовок.
Ймовірний процент браку від всієї партії оброблюваних заготовок обчислюється за формулами:
![]() (6.36) – це
ймовірний процент браку по верхній
границі поля допуску;
(6.36) – це
ймовірний процент браку по верхній
границі поля допуску;
![]() (6.37) – це
ймовірний процент браку по нижній
границі поля допуску.
(6.37) – це
ймовірний процент браку по нижній
границі поля допуску.
Тут
![]() ;
;![]() ;
(6.38) – нормований параметр розподілення
відповідно по верхній і нижній границях.
;
(6.38) – нормований параметр розподілення
відповідно по верхній і нижній границях.
 (6.39)
– функція Лапласа, Значення цієї функції
табульовано залежно від величини t та
наведено в
кафедральному довіднику, таблиці,
додатку М2.13.
(6.39)
– функція Лапласа, Значення цієї функції
табульовано залежно від величини t та
наведено в
кафедральному довіднику, таблиці,
додатку М2.13.
Таким
чином, розрахунок кількості бракованих
заготовок зводиться до установлення
за формулами (6.38) величин t по верхній і
нижній границям допуску, та визначення
![]() та
та![]() затаблицями
додатку М2.13 з
наступним перерахунком отриманих
величин в процентах в кількість штук
заготовок.
затаблицями
додатку М2.13 з
наступним перерахунком отриманих
величин в процентах в кількість штук
заготовок.
Забезпечення точності механічної обробки шляхом настроювання технологічних систем
За державним стандартом рівень настроювання (розрахунковий настрою вальний розмір) визначається зі схем наведених на рисунках 6.3 та 6.4

Рисунок 6.3 Розрахункова схема для визначення рівня настроювання Х0
при обробці деталей типу валів
При зміщенні у процесі обробки рівня настроювання до максимально допустимого розміру (рисунок 6.3), рівень настроювання визначається за формулою:
![]() (6.40)
(6.40)
При зміщенні у процесі обробки рівня настроювання до мінімального допустимого розміру (рисунок 6.4), рівень настроювання визначається за формулою:
![]() (6.41)
(6.41)
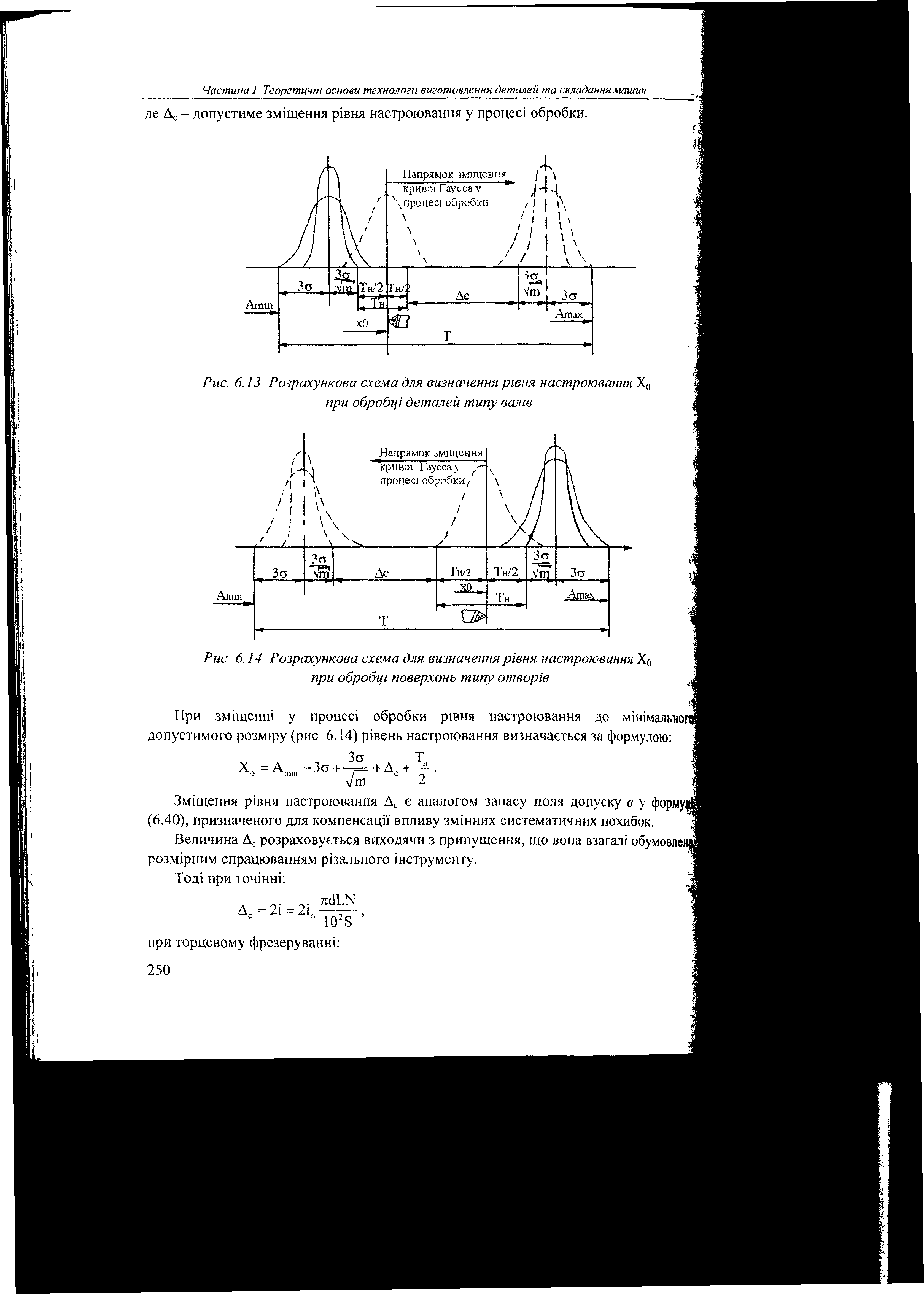
Рисунок 6.4 Розрахункова схема для визначення рівня настроювання Х0
при обробці поверхонь типу отворів
де Аmax; Аmin – максимальний і мінімальний витримуваний розмір за кресленням;
![]() –величина
теоретичного поля розсіяння згідно з
теоремою
проф.
Яхіна. Суть цієї теореми полягає в тому,
що при невеликій кількості пробних
заготовок ми маємо справу з груповими
середніми розмірами, середнє квадратичне
яких відрізняється від загальної
сукупності саме на цю величину;
–величина
теоретичного поля розсіяння згідно з
теоремою
проф.
Яхіна. Суть цієї теореми полягає в тому,
що при невеликій кількості пробних
заготовок ми маємо справу з груповими
середніми розмірами, середнє квадратичне
яких відрізняється від загальної
сукупності саме на цю величину;
![]() –допустиме
зміщення рівня настроювання у процесі
обробки;
–допустиме
зміщення рівня настроювання у процесі
обробки;
Тн – поле допуску на настроювання (береться з довідників).
Величина
![]() розраховується виходячи з припущення,
що вона взагалі обумовлена розмірним
спрацюванням різального інструменту.
розраховується виходячи з припущення,
що вона взагалі обумовлена розмірним
спрацюванням різального інструменту.
Тоді при точінні:
![]() ;
(6.42)
;
(6.42)
при торцевому фрезеруванні:
![]() (6.43)
(6.43)
де
![]() – число деталей в партії;
– число деталей в партії;
![]() – розміри
поверхонь, мм;
– розміри
поверхонь, мм;
![]() – подача,
мм/об;
– подача,
мм/об;
![]() –інтенсивність
зношування інструменту, мкм/км.
–інтенсивність
зношування інструменту, мкм/км.
Для точіння такий розрахунок виконується за наведеними нижче формулами.
Розмірне зношування інструменту на одній заготовці:
![]() ,
мкм
,
мкм
Запас поля допуску на розмірне зношування різального інструменту:
![]() ,
мкм
,
мкм
Допустиме
розмірне зношування інструмента у межах
![]() :
:
![]() ,
мкм
,
мкм
Число заготовок, що можна обробити без під настроювання технологічної системи:
![]()
Величина
![]() округлюється до найближчого меншого
цілого числа.
округлюється до найближчого меншого
цілого числа.