

2.1.3. Контроль углового качания колеса на валу
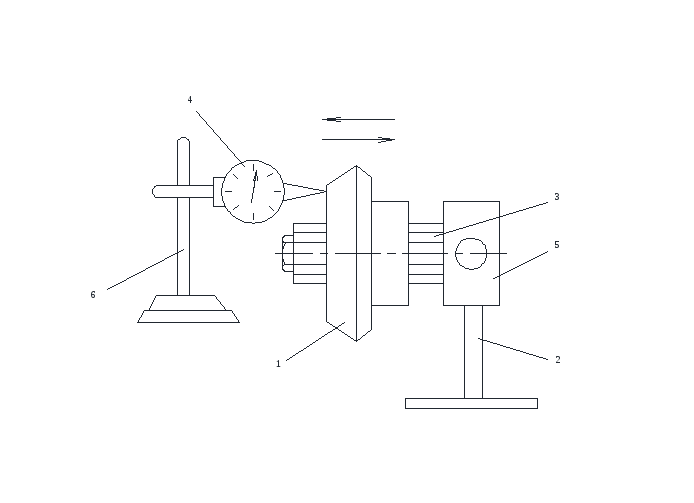
Оборудование и приборы: зубчатое колесо 1, посаженное на вал 3 при помощи шлицевого соединения, закрепленное на стенде (рис. 73), индикатор 4, закрепленный на штативе 6.
Зубчатые колеса, неподвижно закрепляемые на валу, не должны иметь качаний относительно вала.
Наличие качания свидетельствует об ослаблении крепления вследствие деформации шпонки или по другим причинам. Обнаруженное ослабление крепления должно быть устранено. При этом надо следить за тем, чтобы не получилось недопустимого перекоса шестерни.
Для точных установок шестерен колес на шлицевых валах (колеса 7-й и 8-й степеней точности) допускается угловое качание на радиусе 50 мм не более 0,02 мм и боковое качение не более 0,05 мм.
Проверка углового качания производится индикаторами. Для этого зажимают вал 3 во втулке 5, упирают ножку индикатора 4 в торец зубчатого колеса 1 и, покачивая колесо влево и вправо, наблюдают по стрелке индикатора 4, закрепленного на штативе 6, угловое качение колеса относительно вала 3 (рис. 73).

Р
2.1.4. Проверка бокового качания колеса на валу
Вал зажимают во втулке, ножку индикатора 4 упирают в один из зубьев зубчатого колеса 1, стараясь провернуть его относительно вала вправо или влево, на индикаторе 4 по движению стрелки определяют боковое качание колеса (рис. 74.). Результаты измерений заносят в таблицу и делают выводы о качестве посадки колеса на вал (табл. 17).
Таблица 17
Результаты контроля качания зубчатого колеса на валу
|
№ измерения величины |
Угловое качание Δά, мм |
Боковое качание Δβ, мм |
|
1 |
|
|
|
2 |
|
|
|
2 |
|
|
|
Среднее качание |
|
|
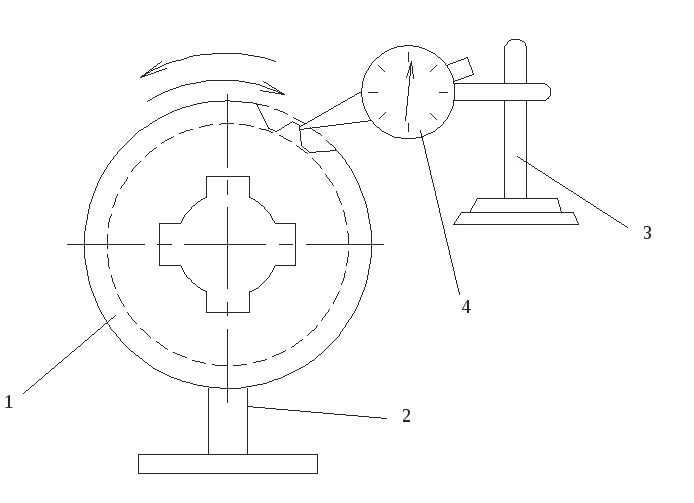
Рис. 74. Схема контроля бокового качания колеса на валу: 1 – зубчатое колесо; 2 – стойка с втулкой; 3 – штатив; 4 – индикатор
2.1.5. Определение величины радиальных и боковых зазоров
Оборудование и приборы: коническая пара, закрепленная на стенде (рис. 72),свинцовая проволока, микрометр.
При установке зубчатых колес необходимо выдержать определенные боковой и радиальный зазоры между зубьями.
Величина зазоров зависит от модуля и точности обработки колес.
Боковой зазор необходим для создания нормальных условий смазки зубьев, компенсации погрешностей изготовления и монтажа, температурной деформации передач. При слишком малых зазорах шестерни стремятся раздвинуться, что влечет за собой выдавливание смазки и быстрый износ зубьев, а иногда даже порчу подшипников или изгиб валов. Внешними признаками слишком малого зазора является гудение и скрип при работе зубчатых колес.
При увеличенном боковом зазоре происходят удары зубьями, что ведет к быстрому их износу и возможной поломке.
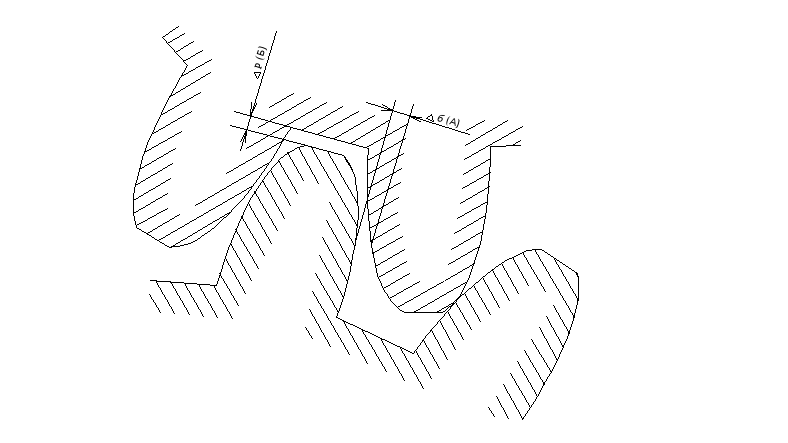
Для измерения бокового зазора зубчатые колеса устанавливают так, как показано на рис. 75, после чего щупом измеряют боковой зазор Δб.
Радиальный зазор Δр измеряют при помощи свинцовой проволоки, прокатывая ее между зубьями данной пары. Толщину сплющенной проволоки, соответствующей величине зазора, измеряют микрометром.
На вновь устанавливаемых зубчатых передачах допускаются, в зависимости от модуля, следующие величины зазоров:
радиальный зазор:
![]() ,
мм.
,
мм.
боковой зазор:
![]() ,
мм,
,
мм,
где Ь – коэффициент, принимаемый в зависимости от окружной скорости и типа передачи, Ь = 0,02 ÷ 0,1, для необработанных зубьев Ь = 0,16;
Аналогичным способом можно измерить радиальный зазор в других собранных конических зубчатых передачах.
Боковой зазор Δб измеряют также при помощи свинцовой проволоки, прокатывая ее между зубьями данной конической пары. Толщина сплющенной проволоки, соответствующая величине зазора, измеряется микрометром или индикатором (рис. 75).

Р ис.
75. Определение бокового и радикального
зазоров в конических зубчатых соединения:
А – боковой зазор; Б – радиальный зазор
ис.
75. Определение бокового и радикального
зазоров в конических зубчатых соединения:
А – боковой зазор; Б – радиальный зазор
Результаты измерений зазоров сводим в таблицу 18.
Таблица 18
Измерение радиального и бокового зазоров
|
Измерение величины |
Радиальный зазор Δр, мм |
Боковой зазор Δб, мм |
|
1 |
|
|
|
2 |
|
|
|
3 |
|
|
|
Среднее качание |
|
|